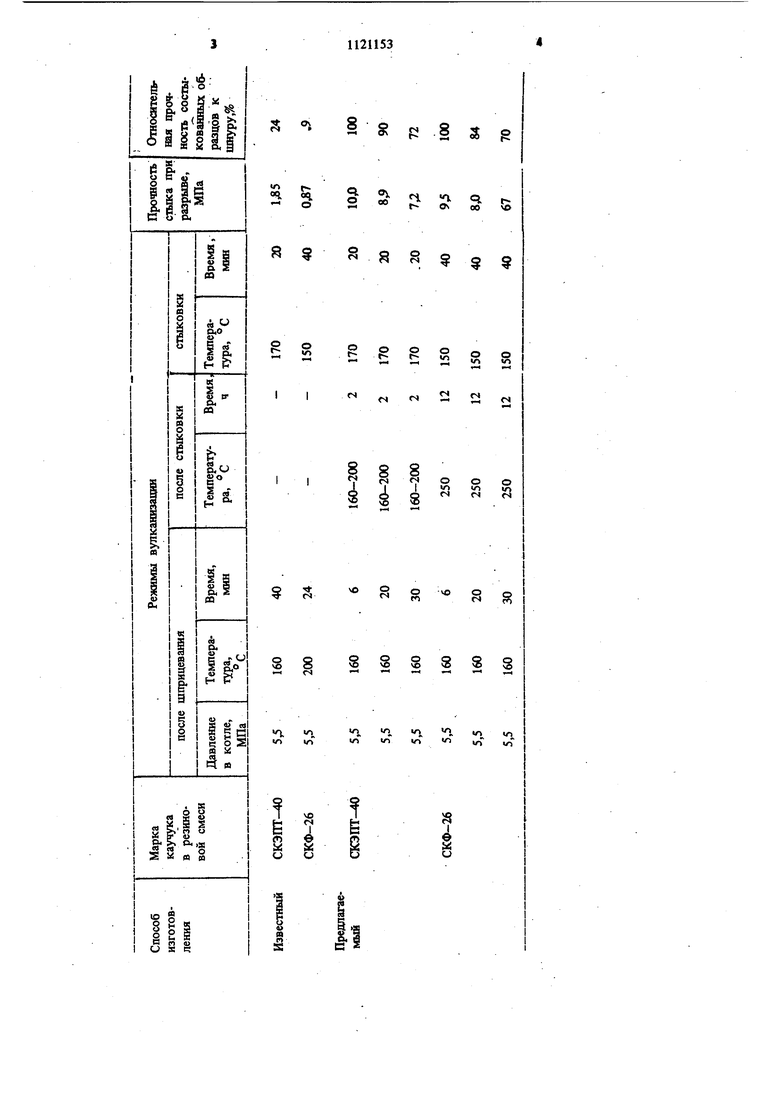
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления бесконечных резиновых уплотнителей. Известен способ изготовления бесконечных резиновых уплотнителей, при котором шприцуют профильный шнур, режут его на мерные отрезки, укладывают послежние по контуру уплотняемого изделия и вулканизуют 1. В известном способе используют сырой или слабо вулканизованный шнур, а формование уплотнителя и его вулканизацию производят по месту его использования, что обусловливает низкун) производительность способа изготовления уплотнителей и ограниченную область его использования. Наиболее близким к предлагаемому является способ изготовления бесконечных резиновых уплотнителей, при котором из резиновой смеси шпртцуют профильный шнур осуществляют вулканизацию, режут шнур на мерные отрезки наносят на их концы связующее, и состьпсовьтают последаие в пресс-форме с образованием замкнутого контура СЗ При осуществлении данного способа используют полностью вулканизованный шнур, что обусловливает недостатойю прочнзто стыковку концов мерных отрезков, а следовательно, и низкое качество уплотнителей. Целью изобретения является повьпиение качества зтпотнителей. Поставлет1ая цель достигается ; тем, что сог ласно способу изготовления бесконечных резиновых уплотнителей, при котором из резиново смеси шприцуют профильный шнур, осуществля ют его вулканизацию, режут шнур на мерные отрезки, наносят на их концы связующее и оостыковьгеают последние в пресс-форме с образованием замкнутого контура, после шпри цевания производят вулканизацию на 15-75% от оптимального времени вулканизации резиною вой смеси, а после стыковки производят довулканизацию. Такое вьшолнение способа позволяет при сохранении высокой производатеяьности обеспечить высокое качество уплотнителей, Способ может быть осуществлен следующим образом. Шприцеванием резиновой смеси иепрерывно получают профильный шнур заданного сечения. Производят подвулканизацию шнура иа 1575% от оптимального времени вулканизации резиновой смеси, что обеспечивает прочность стыка, но в то же время не приводит к искажению формы поперечного сечения профиля. После этого разрезают шнур на мерные отрезки, концы которых обрабатывают растворителем. Далее на концы otjpesKoB наносят связующее и состыковьшают последние в вулкаш1 за1шонйой пресс-форме с образованием замкнутого контура. После стыковки производят довуЛкаиш зацию в соответствии с оптимальным временем вулканизации применяемой резиновой . Пример. Резиновые смеси на основе СКЭПТ-40 и СКФ-26 шприцевали на червятаой машине типа МЧТ-90 при 70-90с для получения профильного шнура размером по сечению 38x35 мм. Про фильный шнур подвулканизовали в котле при давлении пара 0,55 МПа, что соответствует температуре 160°С в течение 6, 20,30 мин, т. е. на 15, 50, 75% от оптимального времени вулканизации выбранной резиновой смеси. После вулкаш1заш{и профильный ищр нарезали на отрезки длиной, соответствующей дайне окружности колец диаметром 12002000 мм, замеряли размеры сечений стыкуемых концов отрезков с допуском по размерам сечения 0,2-1,0 мм. Концы отрезков обрабатывали бензином, помещали между концами отрезков прослойку из резиновой смеси того же состава толщиной 0,7-1,2 мм. Затем конщ, отрезков состыковывали в вулканизационной пресс-форме, размер формующей полости которой больше сечения шнура на 0,2-1,0 мм, с выдержкой под давлением 15,0 МПа при в течение 20 мин для резины на СКЭПТ, при 150С в течение 40 мин для резин на СКФ-26. После стыковки проводили довулканизацию в термостате при 200-250 С или в котле при . подаче пара в рубашку при 160°С. Режимы довулканизации уплотнителей из резин приведены в таблице. J 112J1 Для получения сравнительных данных параллельно проводилось изготовление уплотнитеяьных колец по известному способу, т. е. стыковку концов отрезков шнура осуществляди после вулка№1зации его в оптимальном ре-5 жиме для каждой смеси: при давлении пара в котле 5,5 МПа (что соответствует температуре ) в течение 40 мин. Шнур из резины СКФ-26 перед стыковкой довулкаиизовывали в термостате при 200°СЮ в течение 24 ч. Образцы уплотнителей, нзготовленных по известному и предлагаемому способам, испытывали на разрывной машине с разрывным усилием 2,5 т на прочность стыка. 36 Как видно из таблицы, образцы, полученные предлагаеплым способом, имеют прочность стыка в 5-10 большую, им у образцов, полученных известным способом (70-100% от прочности профиля). Предлагаемый способ обеспечивает прочность состыкованного уплотнителя в пределах прочностн шнура при изготовлении последнего из резин, имеющих низкую адгезию при склеивании вулкаиизата к вулканизату, и высокое качество крупногабаритных уштотнителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковки крупногабаритных уплотнительных резинотехнических изделий в замкнутый контур | 1989 |
|
SU1819890A1 |
| Способ изготовления резинотехнических изделий | 1982 |
|
SU1025523A1 |
| Способ вулканизации резиновой смеси | 1985 |
|
SU1449567A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
| Способ изготовления ездовых камер пневматических шин | 1976 |
|
SU685511A1 |
| РЕЗИНОВАЯ СМЕСЬ НА ОСНОВЕ ФТОРКАУЧУКА | 2000 |
|
RU2164526C1 |
| Способ изготовления резиновых изделий | 1959 |
|
SU132802A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХРУКАВОВ | 1970 |
|
SU288294A1 |
| Мембрана и способ ее изготовления | 1989 |
|
SU1645686A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ РЕЗИНОВЫХ УПЛОТНИТЕЛЕЙ, при котором из резиновой смеси шприцуют профильный шнур, осуществляют его вулканизацию, режут шнур на мерные отрезки, наносят на их концы связующее и состыковывают пос-: ледние в пресс-форме с образованием замкнутого контура, отличающийся тем, ЧТО; с целью повышения качества уплотнителей, после шприцевания производят вулквиизацию на 15-75% от опГимального времени вулканизации резиновой смеси, a после стыковки проводят довулканизацию. г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПЕРЕЛИВНОЕ УСТРОЙСТВО БАРБОТАЖНОЙ ТАРЕЛКИ МАССООБМЕННОЙ КОЛОННЫ | 2001 |
|
RU2194560C1 |
| Солесос | 1922 |
|
SU29A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для стыковки вулканизованных резиновых шнуров | 1976 |
|
SU626972A1 |
| Солесос | 1922 |
|
SU29A1 |
