(54) ПРЕСС-ФОРМА ДЛЯ СТЫКОВКИ ВУЛКАНИЗОВАННЫХ РЕЗИНОВЫХ ШНУРОВ
С помощью сменной пластины 11 и подвижной плиты 5 производится регулирование размеров формуюо;,его гнезда.
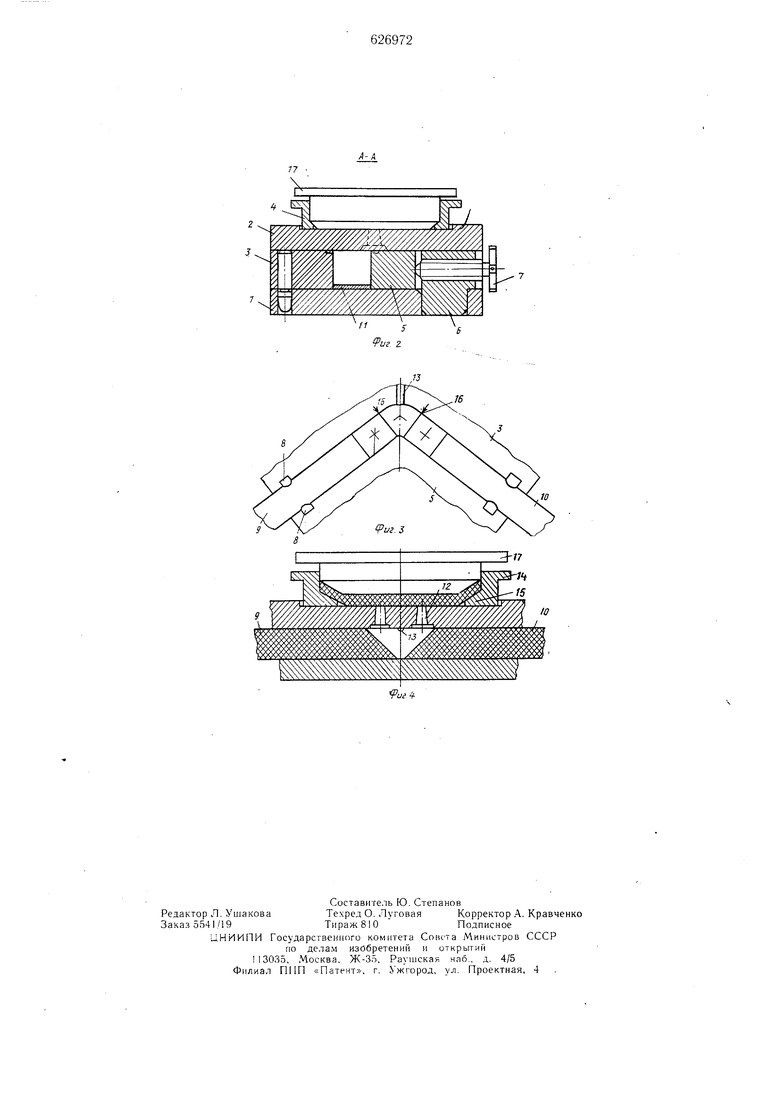
/Для заполнения формующей полости резиновой смесью в верхней плите 2 предусмотрены литьевые отверстия 12, расположенные над серединой технологических срезов стыкуемых шнуров, а для отвода воздуха из формующей полости на верхней торцовой поверхности неподвижной плиты 3 в пласкости, проходящей через ось симметрии литьевых отверстий, выполнен канал 13.
Плотный контакт формы с литьевой камерой 14 и предотвращение вытекания резиновой смеси при формовании обеспечивается наличием в литьевой камере кольцевого конического выступа 15. На пластине 11 имеются риски 16.
Стыковка вулканизованных шнуров с помощью указанной пресс-формы осуществляется следующим образо.м.
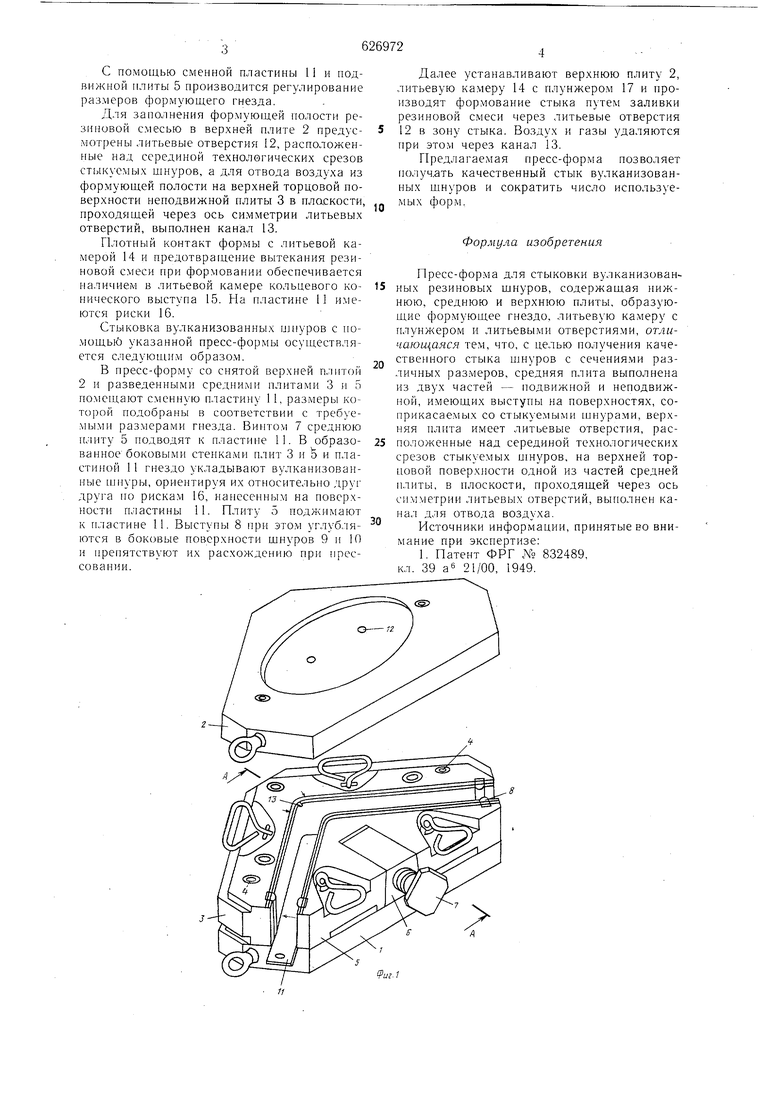
В пресс-форму со снятой верхней плитой 2 и разведенными средними плитами 3 н 5 помегцают сменную пластину 11, размеры которой подобраны в соответствии с требуемыми размерами гнезда. Винтом 7 среднюю плиту 5 подводят к пластине 11. В образованное боковыми стенками плит 3 и S и пластиной 11 гнездо укладывают вулканизованные iniiypbi, ориентируя их относительно друг друга по рискам 16, нанесенным на поверхности пластины 11. Плиту о поджимают к пластине 11. Выступы 8 при это.м углуб.ляются в боковые поверхности щнуров 9 и 10 и препятствуют их расхождению при прессовании.
Далее устанавливают верхнюю плиту 2, литьевую камеру 14 с плунжером 17 и производят формование стыка путем заливки резиновой смеси через литьевые отверстия 12 в зону стыка. Воздух и газы удаляются при этом через канал 13.
Предлагаемая пресс-форма позволяет иолуч.ать качественный стык вулканизованных шнуров и сократить число используе.мых форм.
Формула изобретения
Пресс-форма для стыковки вулканизованных резиновых шнуров, содержащая нижнюю, среднюю и верхнюю плиты, образующие формующее гнездо, литьевую камеру с плунжером и литьевыми отверстиями, отличающаяся тем, что, с целью получения качественного стыка щнуров с сечениями различных размеров, средняя плита выполнена из двух частей - подвижной и неподвижной, имеющих выступы на поверхностях, соприкасаемых со стыкуемыми шнурами, верхняя плита имеет литьевые отверстия, расположенные над серединой технологических срезов стыкуемых ишуров, на верхней торцовой поверхности одной из частей средней плиты, в плоскости, проходящей через ось симметрии литьевых отверстий, выполнен канал для отвода воздуха.
Источники информации, принятые во внимание при экспертизе:
1. Патент ФРГ 832489, кл. 39 а6 21/00, 1949.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для стыковки резиновых шнуров | 1983 |
|
SU1126455A1 |
| Пресс-форма для сращивания отрезков кабеля и присоединения их к арматуре | 1982 |
|
SU1125686A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Способ изготовления бесконечных резиновых уплотнителей | 1982 |
|
SU1121153A1 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых технических изделий | 1989 |
|
SU1657393A1 |
| Форма для изготовления полых резиновых изделий с профильной боковой поверхностью | 1987 |
|
SU1479288A1 |
| Устройство для изготовления кольцевых резиновых изделий методом стыковки концов заготовок конечной длины | 1979 |
|
SU863398A1 |
да
