Изобретение относится к резиновой промышленности, в частности к способу стыковки крупногабаритных (по диаметру замкнутого контура свыше 800 мм) резинотехнических уплотнительных изделий, изго- товленных неформовым способом, в замкнутый контур.
Целью изобретения является увеличение прочности стыка и сокращение продолжительности способа.
. Способ стыковки резиновых уплотнительных изделий в замкнутый контур по изобретению реализуется следующим образом.
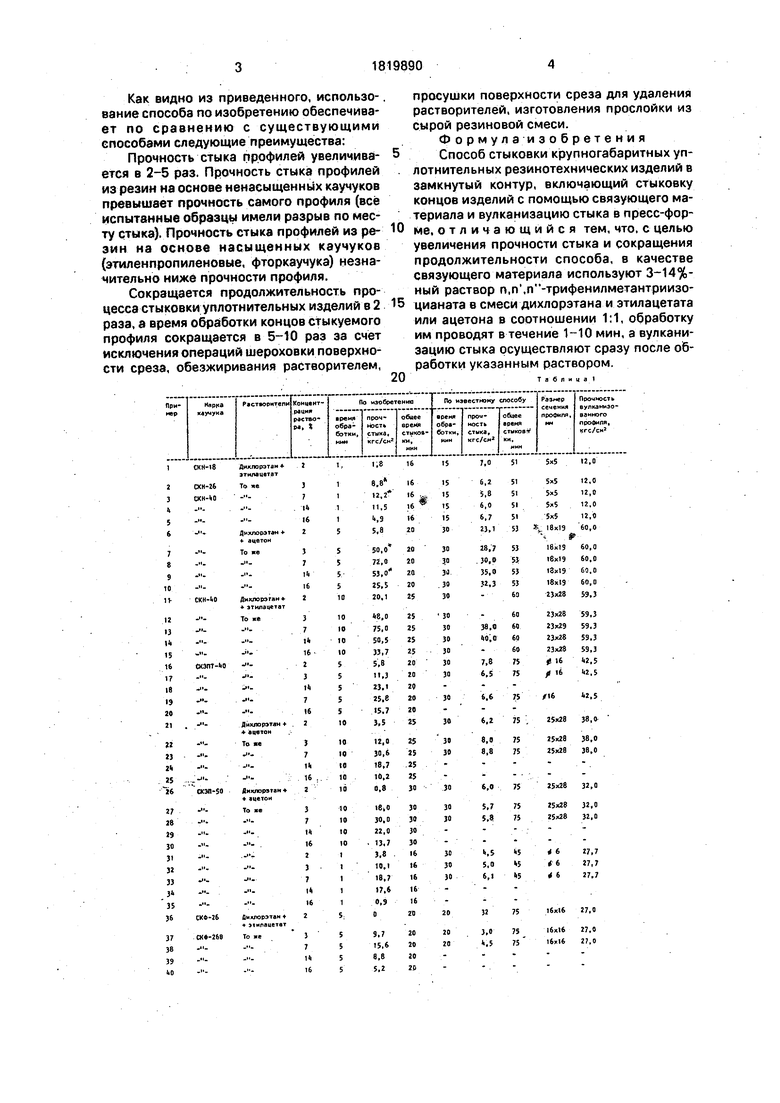
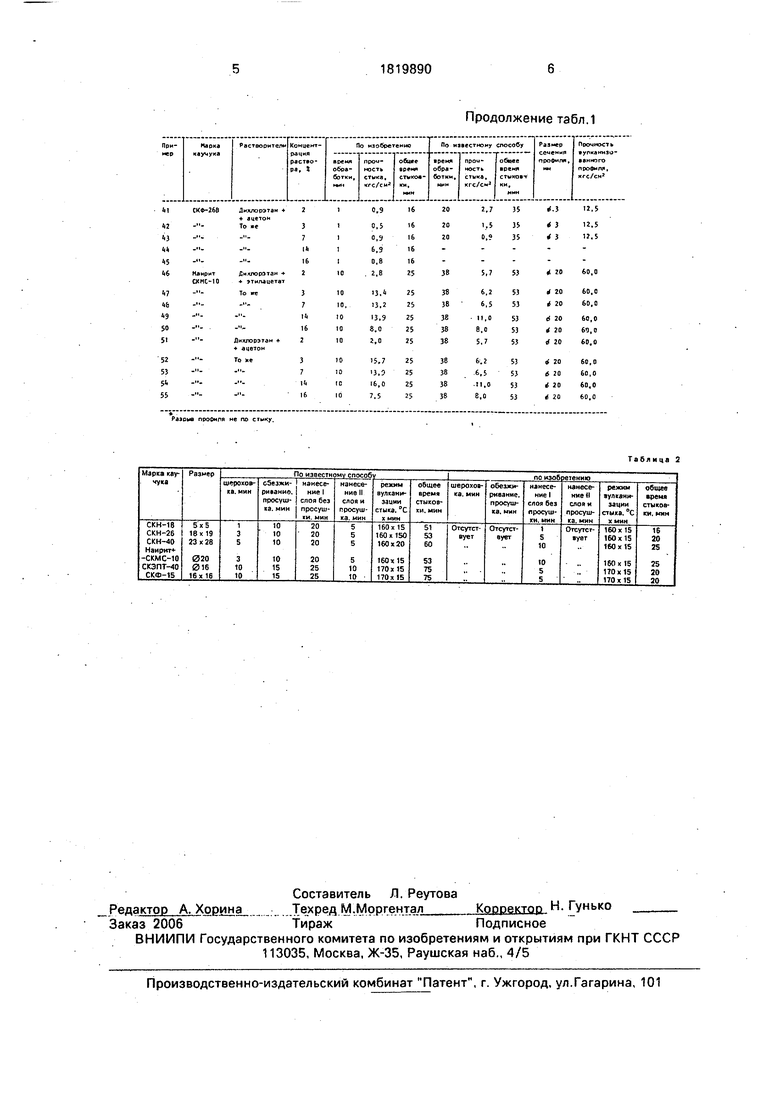
Пример. Концы неформованного уплотнительного вулканизованного профиля из резин на основе ненасыщенных каучуков (нитрильных СКН-18. СКН-26, СКН-40, хлоропренового-найрита, метилстирольно- ro CKMC-10 и на основе каучуков с малым содержанием двойных связей и насыщенными связями (СКЭПТ, СКЭП, фторкаучуки СКФ-26, СКФ-26 В) без предварительной обработки шероховкой, промывкой растворителем обрабатывают раствором n.n . трифенмлметантрииз.оцианата в смеси растворителей дихлорэтана и этилацетата или дихлорэтана и ацетона в течение 1-10 мин в зависимости от толщины сечения профиля. Для обработки концы профиля погружают а раствор на указанное время или в .течение указанного времени наносят раствор на площадь среза. Затем концы профиля, не просушивая, за наименьший промежуток времени состыковывают и закладывают в горячую пресс-форму для вулканизации. Прочности стыков и время обработки концов профилей перед стыковкой, полученные по известному и предлагаемому способам, приведены в табл.1. Режимы вулканизации приведены в табл.2.
00
Ј
о
о о
Как видно из приведенного, использование способа по изобретению обеспечивает по сравнению с существующими способами следующие преимущества:
Прочность стыка профилей увеличивается в 2-5 раз. Прочность стыка профилей из резин на основе ненасыщенных каучуков превышает прочность самого профиля (всё испытанные образцы имели разрыв по месту стыка). Прочность стыка профилей из резин на основе насыщенных каучуков (этиленпропиленовые, фторкаучука) незначительно ниже прочности профиля.
Сокращается продолжительность процесса стыковки уплотнительных изделий в 2 раза, а время обработки концов стыкуемого профиля сокращается в 5-10 раз за счет исключения операций шероховки поверхности среза, обезжиривания растворителем,
0
5
0
просушки поверхности среза для удаления растворителей, изготовления прослойки из сырой резиновой смеси.
Формула изобретения Способ стыковки крупногабаритных уплотнительных резинотехнических изделий в замкнутый контур, включающий стыковку концов изделий с помощью связующего материала и вулканизацию стыка в пресс-форме, отличающийся тем, что, с целью увеличения прочности стыка и сокращения продолжительности способа, в качестве связующего материала используют 3-14%- ный раствор п1п ,л -трифенилметантриизо- цианата в смеси дихлорэтана и этилацетата или ацетона в соотношении 1:1, обработку им проводят в течение 1-10 мин, а вулканизацию стыка осуществляют сразу после обработки указанным раствором.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ ФТОРКАУЧУКА | 2002 |
|
RU2232780C2 |
| Способ изготовления бесконечных резиновых уплотнителей | 1982 |
|
SU1121153A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ФТОРСОДЕРЖАЩЕЙ РЕЗИНЫ | 2014 |
|
RU2580722C1 |
| Форма для изготовления резинотехнических изделий | 1989 |
|
SU1680531A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ РЕЗИНОТЕХНИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1656851C |
| Форма для изготовления резинотехнических изделий | 1989 |
|
SU1728043A1 |
| РЕЗИНОВАЯ СМЕСЬ НА ОСНОВЕ ФТОРКАУЧУКА | 2001 |
|
RU2190643C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2010 |
|
RU2446198C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2014 |
|
RU2573867C2 |
| СЛОИСТЫЙ МАТЕРИАЛ | 2002 |
|
RU2228268C2 |
Использование: резиновая промышленность. Сущность изобретения; осуществляют стыковку концов крупногабаритных уп- лотнительных резинотехнических изделий в замкнутый контур. Используют резины на основе ненасыщенных каучуков. Обрабатывают стыкуемые концы изделия 3-14%-ным раствором п,п ,п -трифенилметантриизо- цианата в смеси дихлорэтана и этилацетата или ацетона в соотношении 1;1. Обработку проводят в течение 1-1, мин. Вулканизацию осуществляют сразу после обработки раствором при 160°С 15 мин. Характеристика стыкуемого изделия: для изделий из СКН- 18, СКН-26 , СКН-40. после обработки в смеси дихлорэтана и ацетона 1:1 прочность стыка 50-72 кгс/см , общее время стыковки 16 мин. Разрыв профиля не по стыку. 2 табл.
CKH-I8
Дихлорэтан 4 этилацетат
7,°
5x5
12,0
Разом профиля не по стыку.
Продолжение табл.1
Таблица 2
