Изобретение относится к гальваностегии, в частности к электролитическому осаждению вольфрама и молибдена из водных растворов.
Известен электролит для осаждения покрытия из тугоплавкого металла, в частности вольфрама, содержащий триоксид вольфрама, едкий натрий и плавиковую кислоту.
Из указанного электролита осаждают тонкие покрытия вольфрама (не более 5 мкм) с низким выходом по току.
Наиболее близким к изобретению является электролит для осаждения покрытий из тугоплавких металлов, преимущественно вольфрама или молибдена, содержащий нормальный вольфрамат или молибдат натрия, соединения аммония, фтора и воду. Способ приготовления известного электролита включает смешение водных растворов нормальных вольфрамата или молибдата натрия, соединений аммония и гидрофторида.
Недостатком указанного электролита и способа его приготовления является то, что покрытия осаждают с низкой скоростью (1,5 мкм/ч для вольфрама и 4 мкм/ч для молибдена при плотности тока 300 А/дм2), и высокое напряжение на ванне 22-23 В.
Цель изобретения повышение скорости осаждения покрытий и снижение напряжения на ванне.
Поставленная цель достигается тем, что в отличие от известного электролита для осаждения покрытий из тугоплавких металлов, преимущественно вольфрама или молибдена, содержащего нормальные вольфрамат или молибдат натрия, соединения аммония, фтора и воду, электролит, согласно изобретению, в качестве соединений аммония и гидрофторида содержит гидрофторид аммония при следующем соотношении компонентов:
Нормальный вольфрамат или
нормальный молибдат натрия
(в пересчете на туго-
плавкий металл), г 1,5-20
Гидрофторид аммония, г 70-250
Вода, л До 1
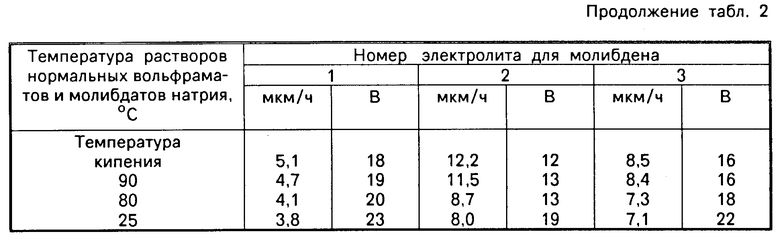
В отличие от известного способа приготовления электролита, включающего смешение водных растворов нормальных вольфрамата или молибдата натрия, соединений аммония и гидрофторида, способ по изобретению отличается тем, что водный раствор нормальных вольфрамата или молибдата натрия предварительно нагревают в интервале температур 90оС температура кипения раствора, и к нему добавляют водный раствор гидрофторида аммония.
Электроосаждение ведут при 20-50оС и плотности катодного тока 100-500 А/дм2.
Способ приготовления электролита, включающий нагрев водных растворов солей молибдена или вольфрама до температуры 90оС температура кипения раствора и последующее добавление к нему водного раствора гидрофторида аммония, позволяет сформировать в электролите активные формы оксофторвольфраматных и оксофтормолибдатных комплексов, способных восстанавливаться атомарным водородом с более высокой скоростью.
Предельные значения концентраций компонентов выбраны из следующих соображений.
Повышение концентрации тугоплавкого металла в электролите более 20 г/л ведет к получению неметаллических покрытий из промежуточных форм тугоплавких металлов. Понижение концентрации менее 1,5 г/л уменьшает скорость осаждения покрытия. При увеличении концентрации гидрофторида аммония более 250 г/л из электролита выпадает осадок. Снижение концентрации гидрофторида аммония менее 70 г/л приводит к осаждению слишком тонких пленок. Плотности тока более 500 А/дм2 не рекомендуются ввиду сильного разогрева электролита и снижения вследствие этого скорости роста осадка. При плотности тока менее 100 A/дм2 cкорость осаждения покрытия становится слишком малой.
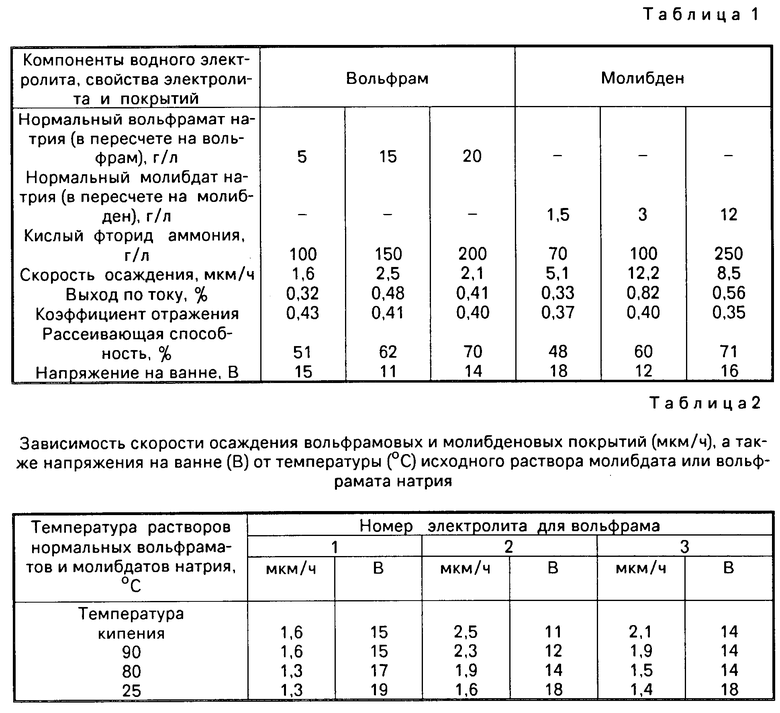
П р и м е р. Электролиты готовили согласно описанию, при этом растворы нормальных вольфрамата и молибдата нагревали до кипения. Электроосаждение вольфрамовых и молибденовых покрытий проводили при 30оС, плотности катодного тока 300 А/дм2 в течение 1 ч. Покрытия наносили на медный катод площадью 1 см2. Конкретные составы электролитов, свойства электролитов и покрытий приведены в табл. 1 и 2.
О качестве получаемых покрытий судили по величине стационарного потенциала, измеренного непосредственно в рабочем электролите. Стационарные потенциалы осадков молибдена, полученных по изобретению и известному способу, одинаковы и составляют: 0,220 В (отн. н.в.э.), для вольфрама потенциал равен 0,150 В в случае изобретения способа и 0,145 В, если получать из известного электролита. Это свидетельствует о том, что на электроде получаются практически одинаковые материалы.
Для подтверждения этого были проведены исследования свойств вольфрамовых покрытий. С целью контроля степени восстановления ионов тугоплавкого металла определялась концентрация водорода и кислорода методом вторичной ионно-ионной эмиссии. Ионный водородный ток, соответствующий концентрации водорода, составил 2х10-11 А и 13х10-12 А для материалов, полученных по способу предлагаемому и известному соответственно. Изучали также эмиссионные свойства вольфрамовых покрытий, а именно, определена контактная разность потенциалов (КРП). При этом в обоих случаях был получен также одинаковый результат. Эти данные свидетельствуют об идентичности материалов, полученных по предлагаемому и известному способам.
Определение отражательной способности покрытий определяли с помощью кремниевого фотодиода для видимого солнечного света.
Как видно из таблиц, электролит, согласно изобретению, позволяет повысить скорость осаждения вольфрама и молибдена, снизить напряжение на ванне и таким образом снизить расход электроэнергии.
Электролит может быть применен в производстве электронной аппаратуры в тех областях техники, где используются покрытия тугоплавких металлов.
Нормальный вольфрамат или нормальный молибдат натрия (в пересчете на тугоплавкий металл), г 1,5 20
Гидрофторид аммония, г 70 250
Вода, л До 1
2. Способ приготовления электролита для осаждения покрытий из тугоплавких металлов, включающий смешение водных растворов нормальных вольфрамата или молибдата натрия, соединений аммония и фтора, отличающийся тем, что водный раствор нормальных вольфрамата или молибдата натрия предварительно нагревают в интервале температур 90oС температура кипения раствора и к нему добавляют водный раствор гидрофторида аммония.
| Способ электролитического осаждения тугоплавких металлов и их сплавов | 1972 |
|
SU467144A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
