Изобретение относится к области электрохимического нанесения многофункциональных покрытий черного цвета на вентильных металлах и их сплавах, в частности сплавах алюминия и титана. Особое преимущество способ имеет при нанесении покрытий на изделиях из деформируемых и литейных сплавов алюминия с высоким содержанием кремния, которые другими способами покрыть сложно. Изобретение может найти применение для получения декоративных, теплостойких, оптически черных защитных, износостойких и коррозионно-стойких покрытий в различных отраслях промышленности.
Известен способ получения оптически черного оксидно-керамического покрытия на поверхности алюминия и его сплавов [RU 2459890] микроплазменным оксидированием в импульсном анодно-катодном режиме с длительностью пачек анодных импульсов 50 мс, катодных 40 мс, паузами между ними 10 мс и при соотношении средних анодных и катодных токов 1,1:0,9.
Покрытие получают в трех водных растворах электролитов при последовательном оксидировании в каждом из растворов по 10 мин. Все растворы содержат одинаковое количество тетрабората натрия, бихромата калия, вольфрамата натрия, аммония парамолибдата и оксида вольфрама в следующих количествах, г/л:
Кроме этого растворы содержат гидроксид натрия и метасиликат натрия, в первом растворе в соотношении, г/л
Во втором растворе эти вещества находятся в соотношении, г/л
и в третьем - в соотношении, г/л
Получают равномерное интенсивное черное покрытие толщиной 20 мкм. Окраска покрытия обусловлена наличием в его составе высокодисперсных оксидов вольфрама, хрома, молибдена, соединений типа Al2(WO4) и поливольфромата натрия.
Недостатками данного способа являются:
- сложный состав электролитов, который в рамках серийного производства трудно контролировать и, соответственно, который не способен обеспечить стабильность технологического процесса и качество получаемого покрытия;
- применение токсичного бихромата калия;
- наличие высокой плотности тока, обуславливающей значительную энергоемкость процесса.
Известен электрохимический способ формирования оптически черных защитных покрытий на вентильных металлах [RU 2096534 А]. Способ реализуется с использованием электролита, содержащего дигидрофосфат натрия, ферроцианид калия, вольфрамат или молибдат натрия при следующем соотношении компонентов, г/л:
или
Покрытие получают в гальваностатическом режиме при плотности постоянного тока 3-10 А/дм2 в течение 5-20 мин, конечное напряжение составляет 90-150 В для сплавов алюминия и 60-100 В для сплавов титана.
Получают равномерное плотное гладкое черное покрытие толщиной 10-12 мкм с содержанием следующих элементов в массовых процентах (мас. %): для алюминия и его сплавов (АМцМ, АД-33) - Al 2,8-7,5; Fe 29,5-33,5; P 7,7-8,4; W 7,4-8,8 и Mo 4,86-5,6; для титана и его сплавов (ВТ1-0,3 В) - Ti 9,4-10,5; Fe 20,9-27,8; P 8,5-9,6; W 9,4-10,2 и Mo 6,5-7,3. В покрытии присутствуют шпинели FeAl2O4 и соединение K3FeO4, которые придают ему черный цвет.
К недостаткам способа можно отнести ограничение по толщине наносимого покрытия (не более 12 мкм), обусловленное применением гальваностатического режима с постоянным током. Кроме того, этот режим нанесения покрытий требует больших энергозатрат. Получаемые покрытия обладают узкой областью применения только в декоративных целях; не обладают такими защитными свойствами, как износостойкость, коррозионная стойкость, высокая адгезия, термостойкость и т.д.
В настоящее время актуальной задачей является разработка эффективной и экологически безопасной технологии получения коррозионно-стойких покрытий. Поэтому активно проводится поиск результативных материалов и способов по формированию покрытий на деталях, решающих комплекс задач - защита от коррозии, повышенная износостойкость, оптические свойства и декоративный внешний вид.
Метод микродугового оксидирования имеет существенные преимущества по сравнению с традиционными технологиями получения покрытий - отсутствие предварительной обработки металлов, высокая скорость нанесения покрытий, безопасность применяемых слабощелочных растворов электролитов, варьируемая толщина покрытия и возможность их нанесения на сложнопрофильные изделия.
Известен способ получения черного керамического покрытия на вентильных металлах и их сплавах [RU 2285066], выбранный нами за прототип. Покрытие формируют методом микродугового оксидирования в водном растворе электролита, содержащем дигидрофосфат натрия и цитрат железа (III), дополнительно вводят триэтаноламин при следующем соотношении компонентов, г/л:
Покрытие получают в импульсном анодном или анодно-катодном режиме с частотой импульсов 50-2500 Гц и длительностью 50-1000 мкс при плотности анодного тока 70-300 А/дм2, катодного тока 50-120 А/дм2 и напряжении до 600 В.
Получаемое керамическое покрытие черного цвета состоит из двух слоев - функционального верхнего и внутреннего, при этом внутренний слой имеет толщину 5-10 мкм, а функциональный верхний слой имеет толщину 10-40 мкм и содержит железо от 10 до 60 мас. %. Недостатком покрытия является низкая адгезия покрытия (до 310 Н/мм2) и небольшая степень черноты.
Настоящее изобретение решает задачу получения на вентильных металлах многофункциональных черных покрытий, обладающих улучшенными декоративными и физико-химическими свойствами.
Технический результат изобретения заключается в том, что способ позволяет получать черные покрытия на вентильных металлах и их сплавах с улучшенными защитными, декоративными и физико-механическими свойствами: повышенной износостойкостью, коррозионной стойкостью, степенью поглощения, термостойкостью и адгезией, т.е. расширяются функциональные свойства покрытия.
Технический результат достигается тем, что оптически черное покрытие на вентильных металлах, как и в прототипе, формируют методом микродугового оксидирования в водном растворе электролита на основе дигидрофосфата натрия. В отличие от прототипа электролит дополнительно содержит ферроцианид калия, молибдат и силикат натрия при следующем соотношении компонентов, г/л:
Процесс целесообразно проводить в импульсном анодно-катодном режиме с частотой следования импульсов 10-50 Гц, длительностью импульса 100-500 мкс и напряжением 100-700 В.
В качестве вентильного металла использовали алюминий, титан и их сплавы, в том числе деформируемые и литейные сплавы алюминия с высоким содержанием кремния.
Черное керамическое покрытие на вентильных металлах и их сплавах, полученное указанным способом, как и прототип, имеет железосодержащий слой. В отличие от прототипа оно сформировано из одного слоя толщиной 5-60 мкм и дополнительно содержит Si в количестве 0,2-13,0 мас. % и Mo - 0,1-7,0 мас. %.
Эксперименты по изучению влияния компонентного состава предложенного электролита показали, что черный цвет покрытию обеспечивает наличие в растворе электролита ферроцианида калия. Соединение Fe2SiO4, получаемое сплавлением на аноде SiO2 и Fe3O4, придает покрытию также черный цвет и более износостойкие свойства.
Повышение скорости формирования покрытия, а также оптимальные условия искрения на аноде и увеличение работоспособности электролита обеспечивается введением молибдата натрия в электролит.
При концентрациях молибдата натрия менее 1 г/л значительно снижается скорость формирования покрытия. При концентрациях молибдата натрия более 10 г/л формируется серо-черное покрытие с плохой адгезией.
Введение силиката натрия приводит к формированию покрытия с хорошими адгезионными свойствами. При концентрациях силиката натрия менее 1 г/л пленки обладают плохими адгезионными свойствами.
Время оксидирования образца в растворе составляет 3-50 мин, преимущественно 20 мин. Увеличение времени проведения процесса от 3 до 50 мин приводит к формированию более прочного, износостойкого покрытия. Время оксидирования менее 3 мин является недостаточным для получения равномерного покрытия достаточной толщины с хорошей коррозионной устойчивостью, необходимой степенью черноты и износостойкостью. Время оксидирования более 50 мин является нецелесообразным, т.к. увеличиваются энергозатраты процесса, при этом качество пленок не улучшается.
Формирование черного покрытия проводят при температуре 15-40°С.
Таким образом, заявляемое значение параметров предлагаемого способа обеспечивает возможность его реализации с получением технического результата, заключающегося в получении черных покрытий на вентильных металлах и их сплавах с улучшенными декоративными и физико-механическими свойствами.
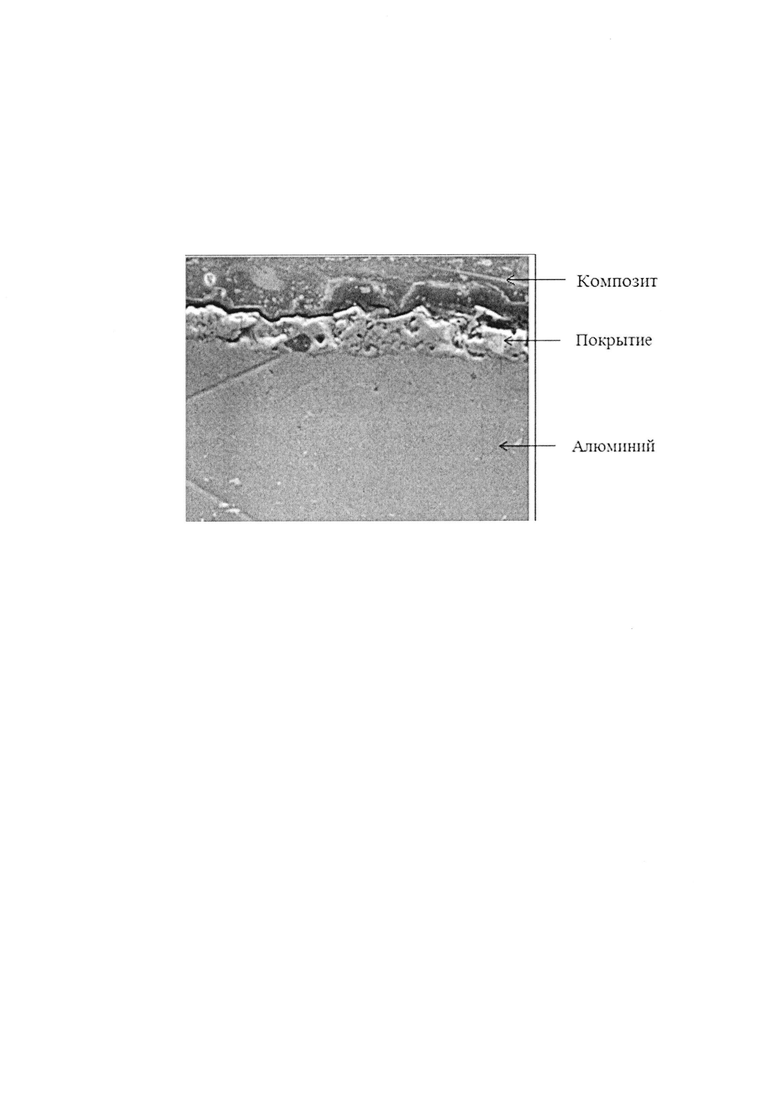
Изобретение иллюстрируется графическим материалом, на котором приведена фотография поперечного шлифа образца, полученная с помощью электронного микроскопа.
Способ нанесения многофункционального черного покрытия на вентильных металлах методом микродугового оксидирования осуществляется следующим образом.
Для получения черных покрытий готовят электролит вышеописанного состава, при этом растворяя компоненты поочередно.
Подготовленное изделие из сплава алюминия/из сплава титана (обезжиренное, очищенное любым из известных способов) погружают в ванну с электролитом.
Продолжительность обработки составляет от 3 до 30 мин, в зависимости от материала (сплава) оксидируемого изделия и режима обработки. Температуру электролита поддерживают в интервале от 15 до 40°C.
Для получения покрытий использовали импульсный источник питания, обеспечивающий подачу на ванну разнополярных импульсов с выходным напряжением до 700 В и частотой следования импульсов 50 Гц. Микродуговые разряды при наложении чередующихся разнополярных импульсов горят в анодном и в катодном полупериодах, только области их существования различны: анодные горят на границе пленка - электролит, а катодные - на границе металл - оксид.
Выход за пределы предложенных значений длительности импульсов и частоты их следования приводит к ухудшению качества покрытий. Возможность осуществления предлагаемого способа подтверждается примерами его конкретного осуществления, представленными ниже.
Пример 1.
Образец из деформируемого сплава алюминия Д16Т в виде пластины размером 4×4×0,1 см оксидировали в водном растворе электролита, содержащем, г/л: NaH2PO4⋅2H2O - 10, K3[Fe(CN)6] - 10, Na2MoO4 - 1 и Na2SiO3 - 1 при переменной анодно-катодной поляризации, эффективной плотности тока в анодный полупериод 0,08 А/см2, катодный - 0,06 А/см2 и длительности анодного и катодного импульсов 250 мкс в течение 3 и 50 мин.
Покрытие черного цвета получали в импульсном анодно-катодном режиме с частотой следования импульсов 40 Гц, длительностью импульса 300 мкс и напряжением 480 В.
Состав и морфологию покрытий исследовали при помощи растрового электронного микроскопа FEI Quanta 600 FEG. Элементный состав определен на встроенном в РЭМ энергодисперсионном анализаторе EDAX из спектра характеристического рентгеновского излучения, возбуждаемого падающим электронным пучком.
Покрытие, сформированное в течение 3 мин, состоит из одного слоя толщиной 5 мкм с содержанием следующих элементов в массовых процентах (мас. %): Al 13,8; Fe 10,0; P 1,4; Si 0,2; Mo 0,1.
Время оксидирования менее 3 мин является недостаточным для получения равномерного покрытия достаточной толщины с хорошей коррозионной устойчивостью, необходимой степенью черноты и износостойкостью.
При обработке образца в течение 50 мин формируется покрытие толщиной 60 мкм с содержанием следующих элементов в массовых процентах (мас. %): Al 17,4; Fe 46,0; P 4,1; Si 0,5; Mo 0,3.
Время оксидирования более 50 мин не приводит к образованию более износостойких покрытий, при этом степень черноты составляет 93% и с увеличением времени изменяется незначительно.
Пример 2.
Образец из деформируемого сплава алюминия Д16Т в виде пластины размером 4×4×0,1 см оксидировали в водном растворе электролита, содержащем, г/л: NaH2PO4⋅2H2O - 25, K3[Fe(CN)6] - 15, Na2MoO4 - 3 и Na2SiO3 - 7 при переменной анодно-катодной поляризации, эффективной плотности тока в анодный полупериод 0,08 А/см2, катодный - 0,06 А/см2 и длительности анодного и катодного импульсов 250 мкс в течение 10 мин.
Покрытие состоит из одного слоя толщиной 20 мкм с содержанием железа 51 мас. %. Состав и свойства покрытий изучали аналогично примеру 1. Анализ элементного состава покрытия показал наличие следующих элементов в массовых процентах (мас. %): Al 15,1; Fe 51,0; P 5,4; Si 8,6; Mo 1,3.
Фотография поперечного шлифа образца, приведенная на рисунке для этого режима, показывает, что сформированное покрытие в отличие от покрытия прототипа состоит из одного слоя толщиной 20 мкм. Наличие кремния в покрытии позволяет придать покрытию более износостойкие свойства. Добавка молибдена увеличивает прочность покрытия и сопротивление износу.
Методом рентгенофазового анализа установлено наличие в покрытии следующих соединений: Al2O3, AlPO4, FeAl2O4, Fe2SiO4. Помимо соединения FeAl2O4, обеспечивающего черный цвет покрытия, соединение Fe2SiO4 придает покрытию также черный цвет и более износостойкие свойства. Fe2SiO4 получается на аноде сплавлением SiO2 и Fe3O4.
Степень черноты составляет 95%.
Пример 3.
Образец из литейного сплава алюминия АК12 в виде пластины размером 4×4×0,1 см оксидировали в водном растворе электролита, содержащем, г/л: NaH2PO4⋅2H2O - 20, K3[Fe(CN)6] - 15, Na2MoO4 - 3 и Na2SiO3 - 5 при переменной анодно-катодной поляризации, эффективной плотности тока в анодный полупериод 0,08 А/см2, катодный - 0,06 А/см2 и длительности анодного и катодного импульсов 250 мкс в течение 10 мин.
Покрытие состоит из одного слоя толщиной 25 мкм. Состав и свойства покрытий изучали аналогично примеру 1. Анализ элементного состава покрытия показал наличие следующих элементов в массовых процентах (мас. %): Al 14,9; Fe 48,0; P 4,9; Si 12,6; Mo 1,5.
Степень черноты составляет 93%.
Пример 4.
Образец из литейного сплава алюминия АК5М2 в виде пластины размером 4×4×0,1 см оксидировали в водном растворе электролита аналогично примеру 3.
Покрытие состоит из одного слоя толщиной 25 мкм. Состав и свойства покрытий изучали аналогично примеру 1. Анализ элементного состава покрытия показал наличие следующих элементов в массовых процентах (мас. %): Al 15,0; Fe 46,3; P 4,5; Si 11,8; Mo 1,3. При том что условия оксидирования и электролит были как в примере 3, состав покрытия получился другой. Это объясняется различными исходными сплавами.
Степень черноты составляет 93%.
Пример 5.
Образец из сплава титана ВТ1-0 в виде пластины размером 4×4×0,1 см оксидировали в водном растворе электролита, содержащем, г/л: NaH2PO4⋅2H2O - 20, K3[Fe(CN)6] - 15, Na2MoO4 - 3 и Na2SiO3 - 5 при переменной анодно-катодной поляризации, эффективной плотности тока в анодный полупериод 0,08 А/см2, катодный - 0,06 А/см2 и длительности анодного и катодного импульсов 250 мкс в течение 10 мин.
Получали керамическое покрытие черного цвета толщиной 30 мкм.
Состав и морфологию покрытий исследовали при помощи электронного микроскопа Samsung ЕМ 515. Анализ элементного состава покрытия показал наличие следующих элементов в массовых процентах (мас. %): Ti 17,2; Fe 61,0; P 7,2; Si 1,2; Mo 1,7.
Методом рентгенофазового анализа установлено наличие следующих соединений: TiO2, NaTi2(PO4)3, K3FeO4, Fe2SiO4. Помимо соединения FeTiO4, обеспечивающего черный цвет покрытия, соединение Fe2SiO4 придает покрытию также черный цвет и более износостойкие свойства. Fe2SiO4 получается на аноде сплавлением SiO2 и Fe3O4.
Степень черноты составляет 94%.
При оценке качества черных покрытий контролируют их внешний вид, коррозионную стойкость, износостойкость, степень поглощения и прочность сцепления.
Внешний вид образцов с черным покрытием (пример 1-2) был оценен по методу согласно ГОСТ 9.302-88 (раздел 2).
Все образцы с покрытиями (пример 1-5) были испытаны на коррозионную стойкость в камере соляного тумана по ГОСТ 9.308-85. При этом осмотр образцов проводился через 2, 6, 24, 96, 240, 480, 720 ч после начала испытаний. Образцы выдержали испытания в камере соляного тумана, т.е. по истечении зафиксированного времени испытаний ни на одном из образцов не было обнаружено появления очагов коррозии площадью более 0,1%: образцы из алюминиевого сплава Д16 и титанового сплава ВТ1-0 выдержали испытания без видимых изменений продолжительностью 480 и 720 ч соответственно.
Прочность сцепления покрытий с основным металлом изделия контролировали методом нанесения сетки царапин (рисок) согласно ГОСТ 9.302-88 (п. 5.8). Для этого на поверхность контролируемого покрытия острием режущего инструмента наносят сетку царапин, состоящую из квадратов определенного размера. Царапины прорезают до основного металла. На контролируемой поверхности не наблюдается отслаивания покрытия.
Износостойкость покрытий определяли по методу Табера с использованием абразиметра (прибора Табера) согласно ГОСТ Р 9.318-2013 (п. 7.9). Для этого использовали абразивный круг CS-17 с нагрузкой 1000 г. Скорость вращения круга составляла 72 оборота в минуту. Проведенные испытания показали, что полученные покрытия способны выдерживать до 1000 циклов износа.
Для определения степени поглощения видимого спектра излучения (степени черноты) использовали метод спектроскопии диффузного отражения с использованием спектрофотометра согласно ГОСТ Р 9.318-2013 (п. 7.15). Степень поглощения описанных выше образцов (пример 1-2) составляет 93-95%
Анализ полученных результатов показывает, что предлагаемый способ получения покрытий в совокупности с предлагаемыми режимами проведения процесса и составами электролитов позволяет получать черные покрытия на изделиях из деформируемых и литейных сплавов алюминия с содержанием соединений кремния и сплавах титана с улучшенными декоративными и физико-механическими свойствами. Наличие кремния и молибдена в покрытии позволяет увеличить его прочность и сопротивление износу. Внедрение в производство данного способа нанесения черных покрытий методом микродугового оксидирования обеспечивает высокую производительность.
Изобретение относится к области гальванотехники и может быть использовано в машиностроении и приборостроении. Способ включает микродуговое оксидирование изделия из вентильного металла и его сплава в импульсном анодно-катодном режиме в водном растворе электролита, содержащем, г/л: дигидрофосфат натрия 10-30, силикат натрия 1-10, цианид калия 5-15, молибдат натрия 1-10. Керамическое покрытие оптически черного цвета, нанесенное на изделие из вентильного металла и его сплава способом, указанным выше, в виде железосодержащего слоя толщиной 5-60 мкм, дополнительно содержит Si в количестве 0,2-13,0 мас.% и Мо 0,1-7,0 мас.%. Технический результат: повышение износостойкости, коррозионной стойкости, степени поглощения, термостойкости и адгезии черного покрытия. 2 н. и 2 з.п. ф-лы, 1 ил, 5 пр.
1. Способ нанесения керамического покрытия оптически черного цвета на изделие из вентильного металла и его сплава, включающий микродуговое оксидирование изделия в импульсном анодно-катодном режиме в водном растворе электролита на основе дигидрофосфата натрия, отличающийся тем, что электролит дополнительно содержит ферроцианид калия, молибдат и силикат натрия при следующем соотношении компонентов, г/л:
2. Способ по п. 1, отличающийся тем, что микродуговое оксидирование осуществляют в импульсном анодно-катодном режиме при частоте следования импульсов 10-50 Гц, длительности импульса 100-500 мкс, напряжении 100-700 В и длительности процесса оксидирования 3-50 мин.
3. Способ по п. 1, отличающийся тем, что керамическое покрытие черного цвета наносят на изделия из деформируемых и литейных сплавов алюминия с высоким содержанием кремния и сплавы титана.
4. Керамическое покрытие оптически черного цвета, нанесенное на изделие из вентильного металла и его сплава способом по любому из пп. 1-3 в виде железосодержащего слоя толщиной 5-60 мкм, который дополнительно содержит Si в количестве 0,2-13,0 мас.% и Мо 0,1-7,0 мас.%.
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЧЕРНОГО КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПОКРЫТИЕ, ПОЛУЧЕННОЕ ДАННЫМ СПОСОБОМ | 2005 |
|
RU2285066C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКИ ЧЕРНЫХ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ | 1996 |
|
RU2096534C1 |
| CN 101570875 A, 04.11.2009. | |||

