Изобретение относится к электрохимическому нанесению защитно-декоративных окрашенных покрытий на вентильные металлы и их сплавы, преимущественно на алюминий и его сплавы, на титан и его сплавы, и может быть использовано в разных отраслях народного хозяйства для отделки приборов, изготовления панелей, радиаторов, солнечных батарей, в производстве декоративных украшений, строительной индустрии и т.д.
Известен способ микродугового оксидирования вентильных металлов и их сплавов в электролите, содержащем тринатрийфосфат, тетраборат натрия и вольфрамат натрия [1] Изделия обрабатывают на аноде в режиме микродугового оксидирования при постоянной плотности тока 0,01-0,1 А/см2 и конечном напряжении формирования для алюминия и его сплавов 260-360 В в течение 5-10 мин.
Недостатками данного способа являются высокая энергоемкость процесса (Uk>300 В) и возможность получения пленок только серого цвета.
Известен электролит для получения черных конверсионных слоев на легких металлах, содержащий KH2PO4 80 г/л; K2Cr2O4 10 г/л; Cu(CH3COO)2 70 г/л; цитрат аммония 50 г/л, этилендиамин 100 мл/л [2]
Тонкие черные слои на алюминии и его сплавах получают электроискровой обработкой на аноде при плотности тока 0,05 А/см2 и напряжении 170 В.
Недостатком данного электролита является наличие в его составе комплексообразователя этилендиамина, что усложняет электролит и делает его неустойчивым.
Наиболее близким к заявляемому является способ получения цветных защитных покрытий на изделиях из алюминия и его сплавов в условиях электроискрового разряда, включающий в себя обработку в основном электролите (М/л: NaF 0,5; NaH2PO4 0,5; Na2B4O7 0,1; NH4F - 0,1) импульсным или постоянным током при плотности 10-30 А/дм2 в течение 10 мин и конечном напряжении 250-720 В [3] В качестве красящих веществ вводят различные соединения металлов Mn, Cr, V, Zn, Co, Fe в концентрации 0,01-1 М/л, комплексообразователи или комплексоны в избытке 5-10% относительно стехиометрического количества красящего соединения. В результате обработки получают цветные покрытия, в том числе и черные, при введении K4[Fe(CN)6] в основной электролит.
Недостатками способа являются наличие высокой плотности тока, обусловливающей значительную энергоемкость процесса, необходимость постоянного контроля концентрации комплексообразователя для получения качественных покрытий.
Задача, решаемая изобретением, заключается в снижении энергозатрат процесса формирования покрытия, повышении работоспособности электролита.
Решение поставленной задачи обеспечивается предлагаемым изобретением за счет того, что оптически черные защитно-декоративные покрытия на алюминии и его сплавах и титане и его сплавах получают в условиях микроплазменных разрядов в гальваностатическом режиме при плотности постоянного тока 3-10 А/дм2 в течение 5-20 мин в водном электролите, содержащем дигидрофосфат натрия, ферроцианид калия и вольфрамат либо молибден натрия при следующем соотношении компонентов, г/л:
дигидрофосфат натрия NaH2PO4•2H2O 15-25
ферроцианид калия K4[Fe(CN)6]•4H2O 20-30
вольфрамат натрия Na2WO4•2H2O 3-7
или
молибден натрия Na2MoO4•2H2O 3-7
Способ осуществляют следующим образом. Деталь, обезжиренную в случае необходимости (для сохранения чистоты электролита), погружают в электролит и проводят оксидирование при плотности постоянного тока 3-10 А/дм2 в условиях микроплазменных разрядов в течение 5-20 мин. Конечное напряжение формирования составляет 90-150 В для алюминия и его сплавов и 60-100 В для титана и его сплавов.
Обрабатываемая деталь является анодом, в качестве катода могут быть использованы сплавы никеля, титана, нержавеющая сталь.
Электролит готовят путем последовательного растворения в воде отдельных компонентов при комнатной температуре, pH свежеприготовленного элекролита 5,8-5,9.
В результате обработки на поверхности изделия формируется равномерное, плотное, гладкое черное покрытие толщиной 10-12 мкм. Интенсивность отражения таких черных пленок для видимой области света относительно эталона MgO в интервале волн 500-700 нм составляет 5-8% (данные сняты на приборе "Specol 11" фирмы JENA).
Пленки обладают высокими декоративными качествами, хорошей адгезией, достаточно высокими электрозащитными свойствами. Напряжение пробоя в системе металл-оксид-металл при положительной и отрицательной полярности составляет 380-520 В для алюминия и его сплавов и 450-500 В для титана и его сплавов.
Микрозондовый анализ элементного состава поверхности пленок (глубина возбуждения 3-5 мкм), полученных при плотности постоянного тока 5 А/дм2 в течение 5 мин, показал наличие следующих элементов в массовых процентах (мас. ): для алюминия и его сплавов (АМцМ, АД-33) -Al 2,8-7,5; Fe - 29,5-33,5; P 7,7-8,4; W 7,4-8,8 (когда в составе электролита содержится Na2WO4•2H2O) и Mo -4,86-5,6 (электролит с Na2MoO4•2H2O); для титана и его сплавов (ВТ1-0, 3В) - Ti 9,4-10,5; Fe 20,9-27,8 P 8,5-9,6; W -9,4-10,2 (электролит с Na2WO 4 •2H2O); Mo 6,5-7,3 (электролит с Na2MoO 4•2H2O).
Методом рентгенофазового анализа установлено наличие шпинелей FeAl2O4, Al2O3 • Fe3O4 • WO3 или Al2O3 • Fe3O4 • MoO3, Al2O 3 и AlPO4 на алюминии и его сплавах и Al2O 3 •TiO2 на титане и его сплавах. Кроме того, на сплавах алюминия и титана установлено наличие соединения K3FeO4.
Элементный состав покрытий исследовали с помощью электронного микрозонда на рентгеноспектральном анализаторе УХА-5А при ускоряющем напряжении U=20 кВ, I=48 нА.
Рентгенограммы получены на установке ДРОН-2,0 (CuKα-излучение).
Из количественных данных анализов следует, что черный цвет покрытию на алюминии обеспечивает шпипель состава FeAl2O4, синтез которой осуществляется на аноде по реакциям:
при анодной поляризации ферроцианидов происходит анодное окисление последних:
[Fe(CN)6]4- __→ [Fe(CN)6]3- (1)
далее при наличии кислорода идет распад комплексного аниона:
в результате плазмохимической реакции на аноде имеем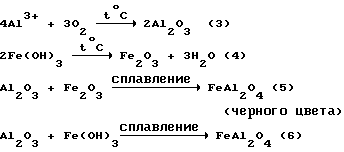
Кроме того, черный цвет покрытиям придает соединение K3FeO4, которое получается на аноде сплавлением K2O с Fe2O3 в атмосфере кислорода. Аналогичные реакции проходят на титане и его сплавах.
Введение вольфрамата или молибдата натрия в электролит обеспечивает оптимальные условия искрения на аноде, увеличивает работоспособность электролита.
Дигидрофосфат натрия в электролите выполняет функции буфера в растворе, регулирует pH. В его отсутствии процесс идет жестко, пленка травится, адгезия ухудшается.
Заявляемое техническое решение осуществимо при концентрациях компонентов электролита и значениях параметров формирования покрытия в соответствии с формулой изобретения.
При содержании дигидрофосфата натрия меньше 15 г/л pH раствора сдвигается в щелочную область, что затрудняет образование комплексов Mo и W с фосфором. Покрытия получаются с плохой адгезией, нет сплошности.
При увеличении концентрации дигидрофосфата Na более 25 г/л пленки получаются серого цвета за счет преимущественного образования AlPO4.
При увеличении концентрации K4[Fe(CN)6] больше 30 г/л получаются покрытия с плохой адгезией, ухудшается режим формовки покрытий, наблюдается травление подложки.
При уменьшении концентрации K4[Fe(CN)6] меньше 20 г/л увеличивается конечное напряжение формовки (>200 В), пленки получаются серого цвета.
При концентрации молибдата натрия (вольфрамата натрия) менее 3 г/л получается темно-серая рыхловатая пленка вследствие несоблюдения оптимальных условий искрения на аноде.
При концентрациях молибдена натрия или фольфрамата натрия более 7 г/л образуется серая пленка.
При плотности постоянного тока меньше 3 А/дм2 на алюминии и его сплавах, на титане и его сплавах формируются тонкие, неравномерно окрашенные пленки.
При плотности постоянного тока формирования более 10 А/дм2 получаются покрытия с видимыми механическими дефектами вследствие сильного перегрева электролита в области прианодного пространства.
Время оксидирования менее 5 мин является недостаточным для получения равномерного покрытия достаточной толщины.
Время оксидирования более 20 мин является нецелесообразным, т.к. увеличиваются энергозатраты процесса, при этом качество пленок не улучшается.
Таким образом, заявляемое значение параметров предлагаемого способа обеспечивает возможность его реализации с получением технического результат, заключающегося в снижении энергозатрат способа, повышении работоспособности электролита в сочетании с высокими характеристиками получаемых с его помощью покрытий.
Для осуществления способа используют стандартное оборудование, предназначенное для электрохимического оксидирования металлов и их сплавов, включая источник тока.
Возможность осуществления предлагаемого способа подтверждается примерами его конкретного осуществления.
Для оксидирования были взяты образцы в виде пластин площадью 0,1-5 дм2 сплавов (химический состав,):
алюминия
АМцМ (Mn 1,0-1,6; Si 0,6; Cu 0,2; Ti 0,2; Zn 0,1; Mg 0,05);
АМг5 (Mg 4,8-5,8; Mn 0,5-0,8; Ti 0,02-0,1; Si 0,5);
АМг (Cu 0,1; Zn 0,2);
АД-33 (Mg 0,8-1,2; Si 0,4-0,8; Cu 0,15-0,4; Cr 0,15-0,35; Fe - 0,7; Mn 0,15; Zn 0,25; Ti 0,15);
титана
ВТ1-0 (Fe 0,2; Si 0,1; C 0,07; N 0,04; O 0,12);
3B (Al 3,5-5,0; V 1,2-2,5; остальные элементы на уровне примесей).
Перед оксидированием образцы обезжиривали, промывали водой, этиловым спиртом. Электролит готовили путем последовательного растворения компонентов в воде.
В электролитическую ячейку, снабженную мешалкой, погружают электроды. Анодом является оксидируемое изделие, в качестве катода был использован сплав никеля. Процесс проводили при заданной плотности постоянного тока в течение 5-10 мин при комнатной температуре электролита (15-20oC).
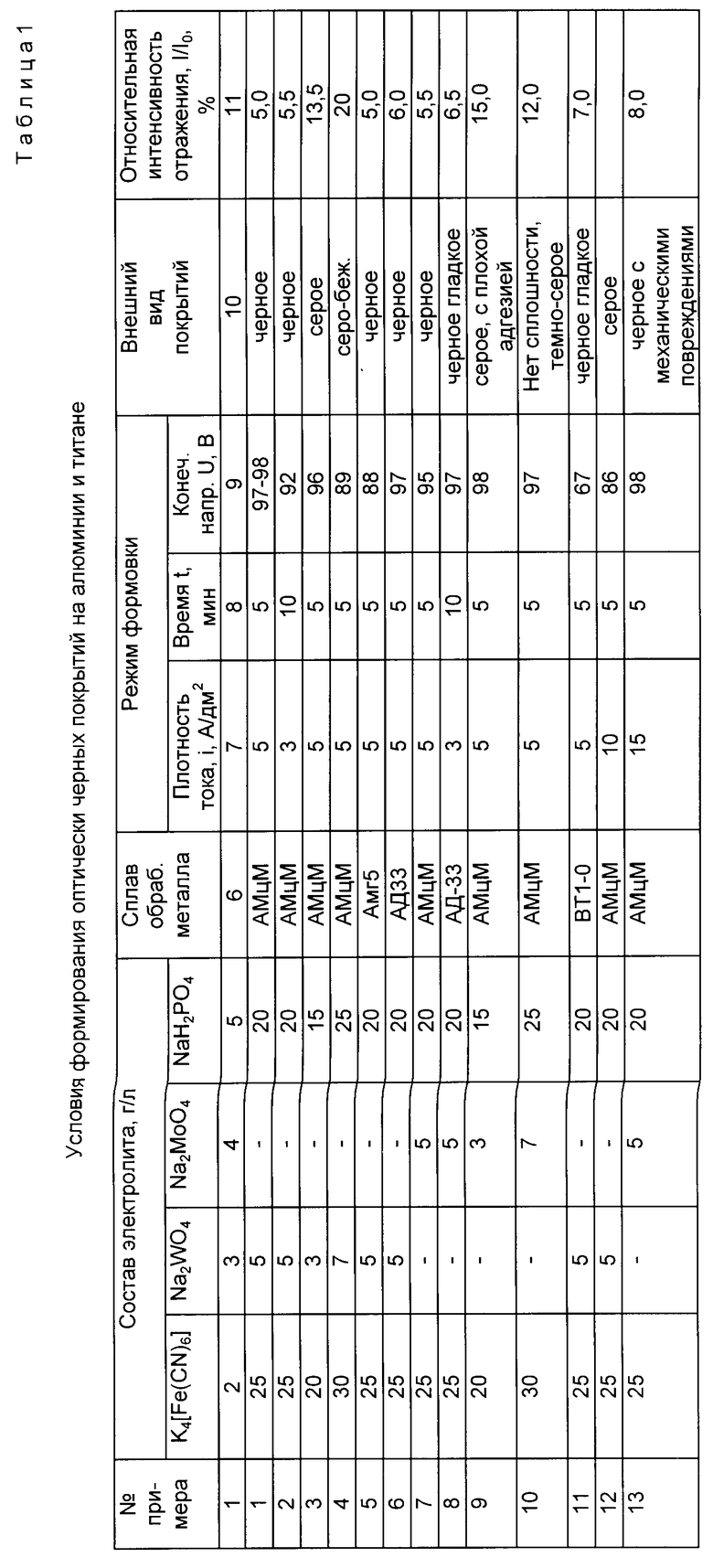
Значения параметров способа (концентрация компонентов электролита, плотность постоянного тока, конечный потенциал формирования, внешний вид пленки) приведены в таблице.
Для сплава алюминия АМцМ приведено оксидирование при значениях концентраций электролита, плотности тока, выходящих за пределы заявляемых.
Как видно из таблицы (примеры 1, 2, 7, 8, 11), заявляемый способ обеспечивает получение оптически черных, равномерно окрашенных покрытий на алюминии, титане и их сплавах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОКРАШЕННЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И СПЛАВАХ | 1993 |
|
RU2066716C1 |
| СПОСОБ МИКРОДУГОВОГО ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПЛЕНОК НА ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1991 |
|
RU2061107C1 |
| Способ нанесения керамического черного покрытия на вентильные металлы методом микродугового оксидирования и покрытие, полученное этим способом | 2015 |
|
RU2607875C2 |
| СПОСОБ РАЗНОЦВЕТНОГО ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1993 |
|
RU2072000C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТОАКТИВНЫХ ОКСИДНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2009 |
|
RU2420614C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ФОРМИРОВАНИЯ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ | 1992 |
|
RU2046156C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 1992 |
|
RU2049162C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЧЕРНОГО КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ПОКРЫТИЕ, ПОЛУЧЕННОЕ ДАННЫМ СПОСОБОМ | 2005 |
|
RU2285066C1 |
| СПОСОБ ПЛАЗМЕННО-ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2004 |
|
RU2263163C1 |
| Способ получения защитных покрытий на вентильных металлах и их сплавах | 2017 |
|
RU2677388C1 |
Изобретение относится к области электрохимического нанесения защитно-декоративных, окрашенных в черный цвет покрытий на изделия из вентильных металлов и сплавов, в частности из алюминия и его сплавов, титана и его сплавов, и может быть использовано при изготовлении панелей приборов, радиаторов, солнечных батарей, декоративных украшений и т.д. Способ получения оптически черных защитных покрытий осуществляют в условиях электроискровых разрядов в гальваностатическом режиме при плотности постоянного тока 3-10 А/дм2 в течение 5-20 мин в электролите, содержащем, г/л: дигидрофосфат натрия 15-20, ферроцианид калия 20-30, вольфрамат или молибден натрия 3-7. Использование способа позволяет снизить энергозатраты и повысить работоспособность электролита. 1 табл.
Способ получения оптически черных защитных покрытий на вентильных металлах и их сплавах в условиях электроискровых разрядов в водном электролите, содержащем дигидрофосфат натрия и ферроцианид калия, отличающийся тем, что покрытия наносят в гальваностатическом режиме при плотности постоянного тока 3 10 А/дм2 в течение 5 20 мин, а в электролит дополнительно вводят вольфрамат или молибдат натрия при следующем соотношении компонентов, г/л:
Дигидрофосфат натрия 15 20
Ферроцианид калия 20 30
Вольфрамат или молибдат натрия 3 7,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ микродугового оксидирования вентильных металлов и их сплавов | 1989 |
|
SU1783004A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DD, N 295198, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DD, N 221761, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
