Предметом изобретения является вертикальный гидравлический формовочный нресс для брикетирования, например сушеных овощей, картофеля, пищевых концентратов, комбикормов, снабженный формой с матрицей и пуансоном.
Предлагаемый пресс, по сравнению с известными, имеет более простую конструкцию. Все усилия, возникающие в прессе при прессовании, замкнуты в корпусе гидравлического цилиндра, благодаря чему пресс не требует колонн или рам, несущих усилия прессования.
Особенность предлагаемого формовочного пресса заключается в том, что матрица выполнена плавающей, подпружинеиа несколькими пружинами и установлена в гидравлическом цилиндре, порщень которого несет пуансон. Для автоматизации выдачи отпрессованного брикета крыщка формы выполнена передвижной в горизонтальном направлении от дополнительного горизонтального гидравлического цилиндра, действие которого сблокировано с клапанным управлением пресса.
Для перемещения крышки формы со штоком дополнительного цилиндра соединена траверса, несущая два штока со свободно вращающимися шестернями, находящимися в зацеплении с зубчатыми рейками.
В прессе может быть применен вакуум, с целью удаления воздуха из брикетируемой продукции в процессе прессования.
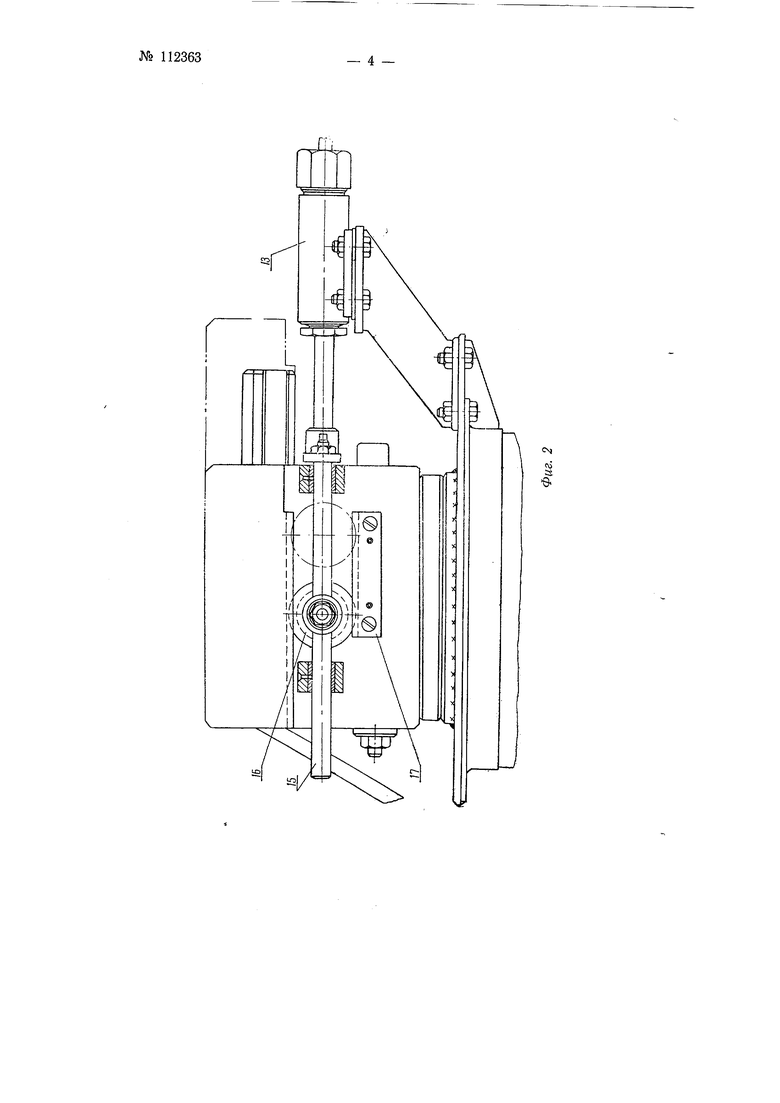
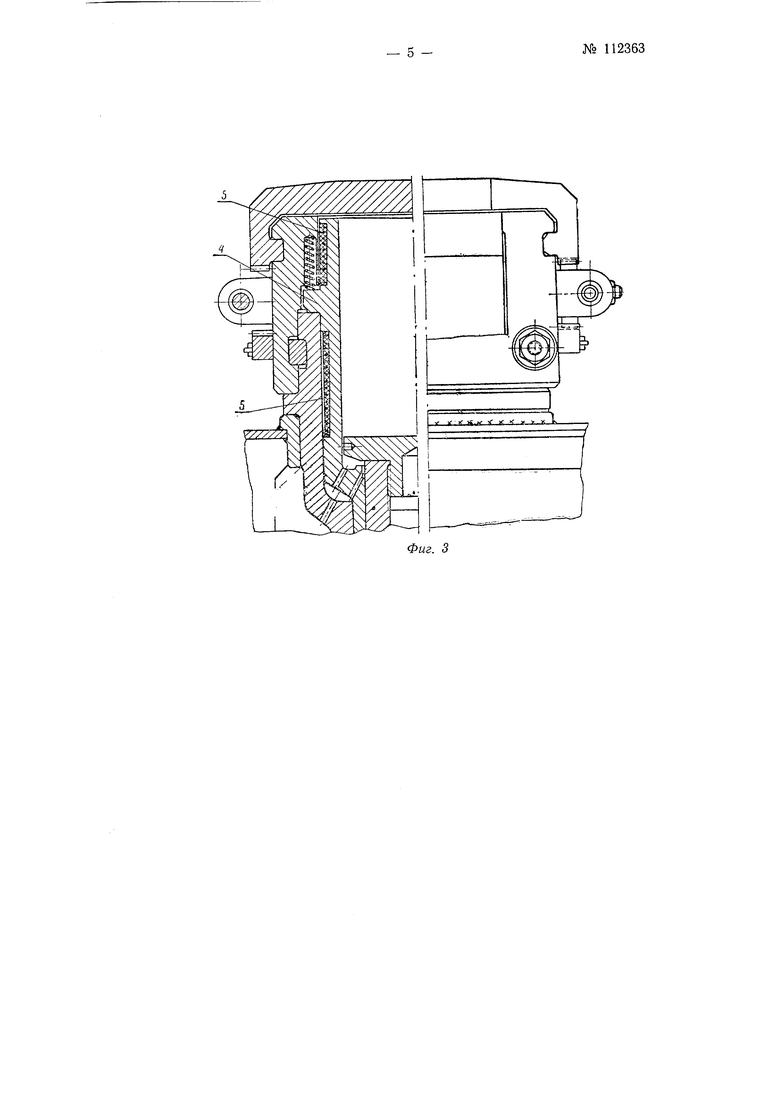
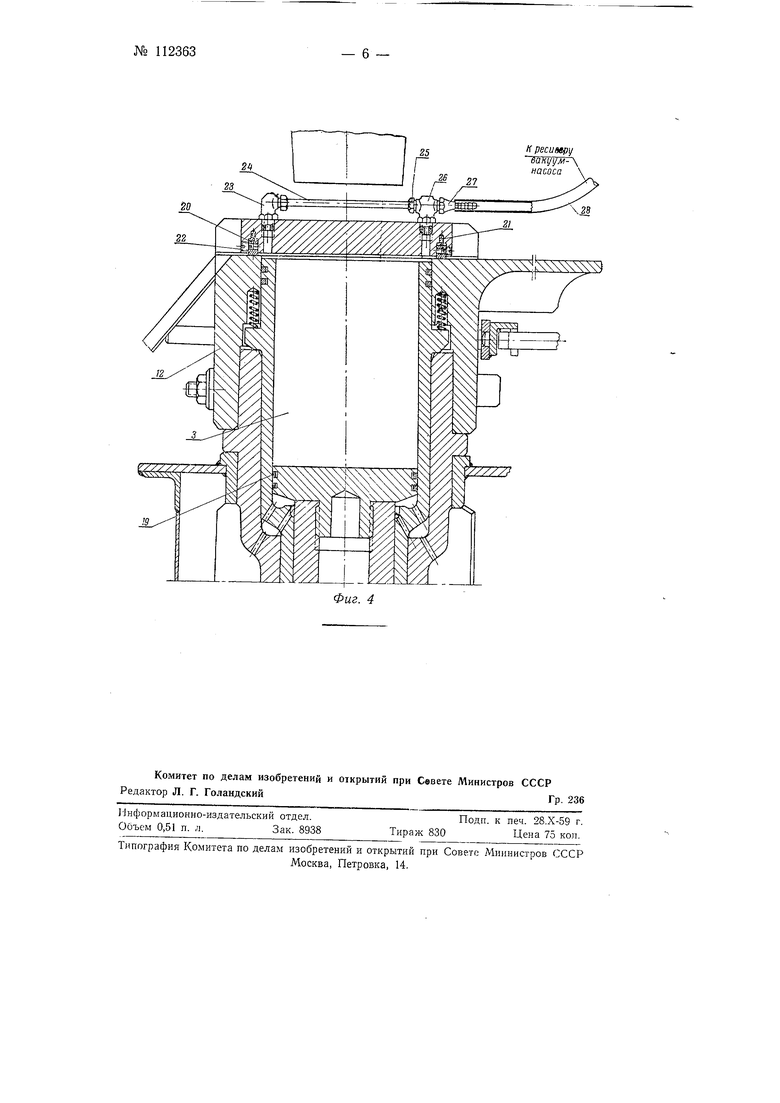
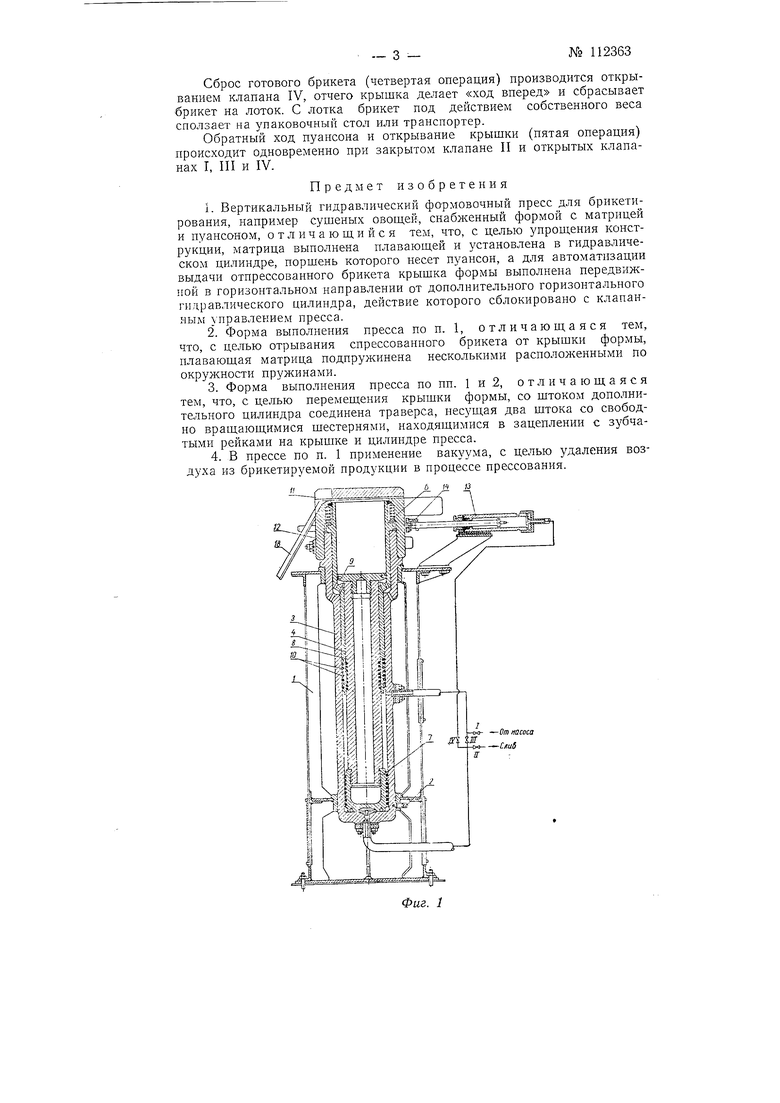
На фиг. 1 изображен вертикальный разрез пресса; на фиг. 2 - механизм передвижения крышки формы; на фиг. 3-матрица с электрическими нагревательными элементами; на фиг. 4-устройство для создания вакуума в матрице.
Ra станине 1 стопорными винтами 2 укреплен гидравлический цилиндр 5, в котором размещена плавающая матрица 4, снабженная электрическими нагревательными элементами 5 и нагруженная несколькими расположенными по окружности пружинами 6. Вместе с матрицей в гидравлическом цилиндре 3 размещены и другие прессующие элементы: порщень 7, щток 8, пуансон 9. Уплотнение поршня, штока и матрицы осуществляется поршневыми кольцами 10.
№ 112363- 2 -
Гидравлический цилиндр 3 закрыт крышкой 11, имеющей возможность передвигаться в горизонтальном «аправлении в пазах замка 12 от дополнительного гидравлического цилиндра 13. Со штоком дополнительного гидравлического цилиндра соединена траверса 14, несущая два штока 15 со свободно вращающимися шестернями 16. Каждая шестерня 16 находится в зацеплении с зубчатыми рейками 17 на крышке и гидравлическом цилиндре пресса. При движении штоков 15 шестерни 16, обкатываясь по неподвижным рейкам 17, заставляют крышку 11 двигаться с удвоенной скоростью. Этим достигается уменьшение хода дополнительного гидравлического цилиндра 13.
На переднем крае крышки // имеется полукруглый вырез (на чертеже не показан) для сбрасывания готового брикета на лоток 18, по которому брикет сползает на упаковочный стол или транспортер.
Для обеспечения скорейшего удаления воздуха из брикетируемого продукта, а также для облегчения и ускорения брикетирования в плавающей матрице к моменту начала процесса прессования может быть создан вакуум, поддерживаемый до конца процесса.
При этом гидравлический цилиндр 3 герметизируется дополнительными поршневыми кольцами 19, установленными на пуансоне 5 и на наружной поверхности матрицы, а также кольцом 20 на крышке 11. Кольцо 20 прижимается к торцу замка 12 пружинами 21 и удерживается от выпадания при снятой крышке ограничительными винтами 22.
Отсос воздуха из гидравлического цилиндра происходит через колено 23, соединенное с помошью трубки 24 и накидных гаек 25 с тройником 26. Тройиик при помощи штуцера 27 и гибкого шланга 28 соединяется с ресивером вакуумного агрегата.
В простейшем случае (когда применяют одно давление для всех операций.) для управления прессом достаточно четырех клапанов (фиг. 1).
Когда заканчивается обратный ход поршня, поршень со штоком и пуансоном, а также матрица находятся в нижнем положении, крышка формы открыта, в .матрицу по течке сбрасывается взвешенная автоматическими весами доза продукта. При этом после засыпки над продуктом остается незаполненное пространство высотой 10-15 мм.
При первой операции-прессовании клапан III закрыт, клапаны I, II, IV открыты. Ввиду того, что дополнительный гидравлический цилиндр имеет малый диаметр и короткий ход, крышка закрывается раньше, чем пуансон выберет незаполненное пространство над продуктом.
Одновременно происходит следующее перемещение деталей пресса: матрица поднимается и сжимает пружины 6; в верхнем положении матрица кольцевым выступом упирается в крышку 11. Поршень, шток и пуансон прессуют продукт. Жидкость между поршнем и матрицей циркулирует в системе трубопроводов, не вызывая дополнительной нагрузки насоса.
По окончании процесса прессования производится вторая операция-сброс давления (клапан II закрывается, клапан III открывается, клапан IV открыт, клапан I закрывается с небольшим запозданием).
При сбросе давления матрица за счет энергии сжатых пружин отводится вниз, отрывая брикет от крышки, вследствие чего последняя открывается без сопротивления за счет энергии сжатой пружины дополнительного гидравлического цилиндра.
Запоздание в закрытии клапана I позволяет сдвинуть поршень относительно матрицы вниз и отрывает пуансон от нижней noBepxjiocTii брикета: брикет зависает в матрице. Последнее обстоятельство позволяет крышке после выпрессовки готового брикета легко сбросить последний на лоток.
Вьшрессовка готового брикета (третья операция) происходит при положении клапанов, соответствующем операции прессования, с той лишь разницей, что клапан IV закрывается, вследствие чего крьипка остается открытой.
Сброс готового брикета (четвертая операция) производится открыванием клапана IV, отчего крышка делает «ход вперед и сбрасывает брикет на лоток. С лотка брикет под действием собственного веса сползает на упаковочный стол или транспортер.
Обратный ход пуансона и открывание крышки (пятая операция) происходит одновременно при закрытом клапане II и открытых клапанах I, III и IV.
Предмет изобретения
1.Вертикальный гидравлический формовочный пресс для брикетирования, например сушеных , снабженный формой с матрицей и пуансоном, отличающийся тем, что, с целью упрощения конструкции, матрица выполнена плавающей и установлена в гидравлическом цилиндре, поршень которого несет пуансон, а для автоматизации выдачи отпрессованного брикета крышка формы выполнена передвижной в горизонтальном направлении от дополнительного горизонтального гидравлического цилиндра, действие которого сблокировано с клапанным управлением пресса.
2.Форма выполнения пресса по п. 1, отличающаяся тем, что, с целью отрывания спрессованного брикета от крышки формы, плавающая матрица подпружинена несколькими расположенными по окружности пружинами.
3.Форма выполнения пресса по пп. 1 и 2, отличающаяся тем, что, с целью перемещения крышки формы, со щтоком дополнительного цилиндра соединена траверса, несущая два штока со свободно вращающимися шестернями, находящимися в зацеплении с зубчатыми рейками на крышке и цилиндре пресса.
4.В прессе по п. 1 применение вакуума, с целью удаления воздуха из брикетируемой продукции в процессе прессования.
4
6 «
N
ni
5t
к pecueepi/ 5аТЩм насоса
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический ротационный пресс для брикетирования пищевых продуктов | 1955 |
|
SU111106A1 |
| Гидравлический роторный пресс для брикетирования различных материалов | 1956 |
|
SU108243A1 |
| Агрегат для обработки зерна, крупы и тому подобных продуктов | 1955 |
|
SU104961A1 |
| Автоклав непрерывного действия | 1955 |
|
SU102786A1 |
| АВТОМАТИЧЕСКИ ДЕЙСТВУЮЩИЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПЛАСТИЧЕСКИХ МАСС | 1932 |
|
SU30953A1 |
| Гидравлический двухпозиционный пресс-автомат для брикетирования | 1956 |
|
SU106509A1 |
| Гидравлический брикетировочный пресс | 1988 |
|
SU1509283A1 |
| Пресс для брикетирования вязких материалов | 1977 |
|
SU732148A1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| ПРЕСС НАВЕСНОЙ ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ДЛЯ БРИКЕТИРОВАНИЯ ОПАВШЕЙ ЛИСТВЫ | 2011 |
|
RU2452170C1 |