F«3
13
: Изобретение относится к оборудо;ванию для получения непрерывным способом пропитанной ленты из стеклянных и других волокон и может быть использовано в химической и других отраслях промьшшенности. I Известны устройства для пропитки ленточных материалов, содержащие ваи;ну с пропиточньм составом, средства погружения в него материала и отжимные механизмы, обеспечивающие допол;нительную пропитку ленты после погруркения ее в ванну и удаления из нее излишнего пропиточного состава, конструктивно выполненные в виде отжим ньк валков с регулируемым зазором между Л
Однако эти устройства не обеспечивают регулирования степени отжима пропитанного материала в зависимоети от количества наносимого связующего, что сказывается на качестве . пропитки,
Наиболее близким к предлагаемому является устройство для пропитки ДЛИН номерного материала, включающее пропиточную ванну, направляидще ролики и отжимной механизм в виде нижнего основания и верхней плиты со средствами изменения ее положения по вертикали К.
- . - J (
Однако известное устройство также не обеспечивает регулирования степени отжима связукнцего и тем самым снижает качество пропитываемого материа ла, особенно при использовании пропитанной ленты для формования изделий методом намотки, так как намоточный станок позволяет производить намотку на нем изделий различной формы и сложной конфигурации, в результате чего, особенно при укладке ленты на криволинейную поверхность (счи тая криволинейность в плоскости оси наматываемого изделия и при переходе намотки с одной поверхности на другую), скорость намотки, т.е. скорость движения армирующей ленты, непостоянна. Вследствие этого на ленту проходящую в каяздый момент времени с изменяющейся скоростью через постоянный объем пропиточного устройств наносится разное количество пропиточного состава, т.е. осуществляется различная степень пропитки ленты по её длине, что недопустимо по технологии намотки,;,требу1ацей стабильной степени пропитки ленты. Кроме того.
имеется ряд побочных явлений, оказывкшщй влияние на стабильность степени пропитки: изменение физико-механических свойств пропиточного состава в течение {щкла намотки, в частноти его взякости, разбалансировка барабана пропиточного устройства в результате неравномерного налипания или найоса на него пропиточного состава и др, что требует наличия автоматического регулирования степени пропитки длинномерного материала и отжима пропиточного состава в процессе намотки в каждый момент времени.
Цель изобретения - обеспечение регулирования степени отжима и повы шение качества пропитки.
Поставленная цель достигается тем
что устройство,включающее пропиточну ванну, направляющие ролики и отжимной механизм в виде нижнего основания и верхней плиты со cpeдcтвa м изменения ее положения по вертикали, снабжено установленными на входе в пропиточную ванну и на выходе из отжимного механизма датчика11М объема ленты, а верхняя плита смонтиро -вана с возможностью качания на оси, установленной в неподвижной опоре с эксцентриситетом на обращенном к пропиточной ванне конце, и подвешена на штоке, шарнирно связанном со средства а1 изменения положения плиты ho вертикали в виде винтовой пары,
привод которой электрически связан через блоки регулирования с датчиками объема ленты.
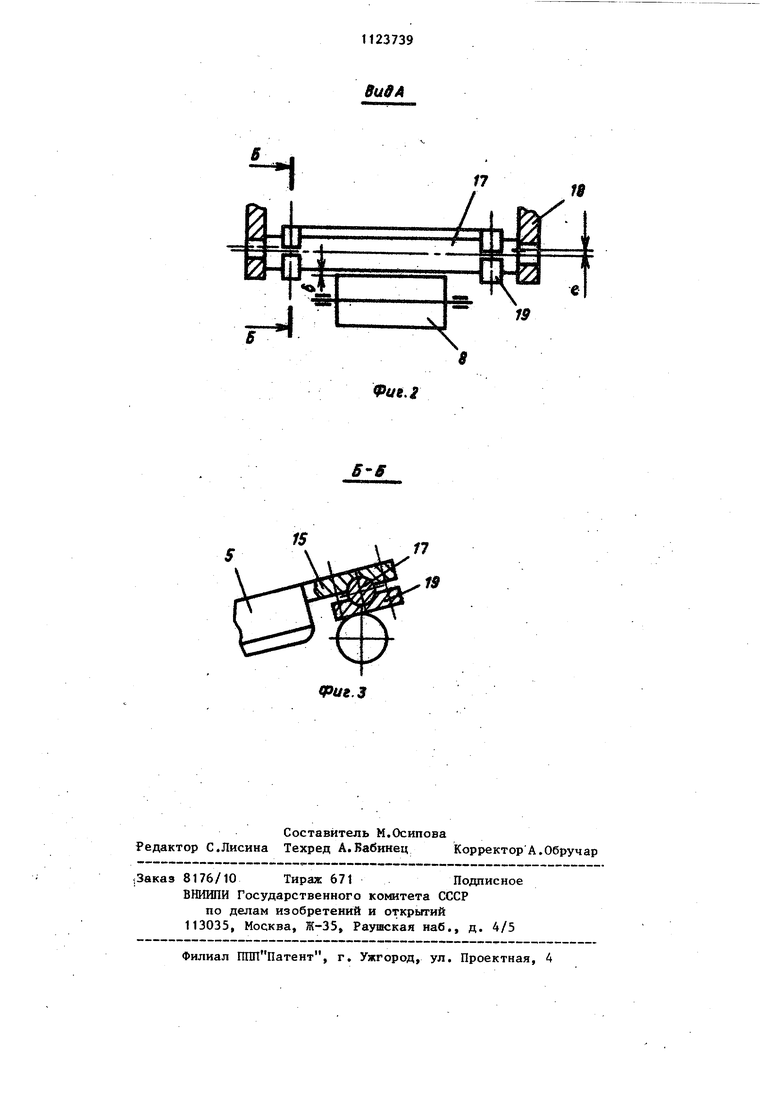
На фиг. t схематически изображено предлагаемое устройство для пропитки, об1Щ€й вид; на фиг. 2 - вид А на фиг. 1, узел крепления верхнего отжимного элемента; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство для пропитки дпинномерного материала состоит из ванны 1 с пропиточным составом, средства 2 погружения материала, отжимного механизма выполненного из нижнего основания 3 и верхней плиты 4, которая посредством штока 5 через шарнир 6 связана винтовой парой 7 с приводсш 8. На основании 4 расположены скреб ки 9. На нижней части верхней огжиту ной плиты 4 установлена вьтолнейнщ из упругого материала губка 10, которую огибает антиадгезионная штен ка It, плотно прижатая к губке 10 упорами 12. На плите 4 установлены о пускная 13 и приемная 14 бобины с антиадгезионной пленкой 11, котора при отведенных упорах 12 по мере изнашиваемости перематьгоается с бобины 13 на бобину 14. Плита 4 посред ством кронштейна 15, зажимов 16 соединена с осью 17, выполненной с эксцентриситетом в и закрепленной в непсщвижной опоре 18 с возможностью по ворота в ней. Перед ванной 1 и пос ле механизма отжима установлены аналогичные друг другу емкостные датчики - сухой 19 и мокрый 20, КОНТропирующие степень пропитки ленты 21 Транспортирование последней осуществляют с помощью направляющих валов 22 и 23. Устройство работает следзпощим образом., В зависимости от толщ1ны протягиваемой ленты и требуемой степени пре варительного ее отжима вращением оси 17 в опоре 18 устанавливают тpeбye ь зазор S между валом 22 и осью 17. Верхняя отжимная плита 4 отклоняется от нижнего основания 3 на угол об , в результате чего плитами 3 и 4 образуется полость в виде клина. Дпинномерный материал 21, подлежавши пропитке, проходит через ванну 1 с пропиточным составом и средство 2 погружения, где осуществляется предварительная его пропитка, и поступает в зазор 8 между валом 22 и осью 17, где происходит предварительный его отжим от излишков пропиточного состава, и поступает в полость в виде клина между верхней плитой 4 и нижним основанием 3 отжимного механизма. Скребки 9 осуществляют передавливание,пропиточного состава с од аой поверхности материала на другую, чем осуществляется дополнительная прояитка ленты 21 и заполнение клнновой полости между плитами 3 и 4 пр питочню составом. При протягивашш материала 21 в клиновой полости пропиточный состав пульсирует и интенсивно внедряется в материал с избыточным давлением, чем осуществляется полная и качественная пропитка материала по толщине и равномерное нанесение состава по его ширине. Одновременно с пропиткой осуществляют и отжим излишков пропиточного состава из длинномерного материала в зазоре между плитой 4 и основанием 3, В процессе движения лента 21 располагается в зазорах А сухого 19 и мокрого 20 датчиков, принцип действия которых основан на измерении отношения их сигналов, так как изменение объема ленты вследствие нанесения на нее пропиточного состава и встречагацейся разнотолщинности сухого мatepиaлa приводит к изменению емкостей датчиков, которое преобразуется в изменение частоты колебаний в измерительном регулирования (не показан), откуда преобразованный сигнал поступает на регист- . рирующий прибор и электронный блок системы регулирования (не показаны) с электроприводом 8, который посредстом винтовой пары 7 производит давление на отжимной элемент 4. Последний совместно с кронштейном 15 и осью 17 поворачивается относительно опоры 18 и в каждый промежуток времени осуществляет регулирование усилия прижатия к материалу 21, соответствующее сигналу, принятому блоком cиcтe я I регулирования. В связи с наличием клиновой полости между отжимными элементами 3 и 4 отжим излишков пропиточного состава из ленты 21 происходит плавно и постепенгно. -. . Испольэование предлагаемого устройства позволяет повысить качество пропитываемого материала и снизить цотери от брака.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Устройство для пропитки нитей и отжима связующего | 1990 |
|
SU1719487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| Устройство для пропитки волокнистого шнурового материала | 1983 |
|
SU1183380A1 |
| Устройство для пропитки длинномерного материала | 1982 |
|
SU1125063A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
| Агрегат для термофиксации кордных шнуров из синтетических волокон | 1974 |
|
SU537148A1 |
| Устройство для регулировки процентного содержания связующего вещества в движущейся ленте из жгутов армирующих волокон | 2016 |
|
RU2646010C1 |
| Устройство для изготовления изделия из композиционных материалов методом намотки | 2021 |
|
RU2770527C1 |
| Устройство для пропитки рулонных материалов | 1976 |
|
SU572302A1 |
УСТРОЙСТВО ДЛЯ ПРОПИТКИ ДЛИННдаЕРНОГО МАТЕРИАЛА, включакщее пропиточную ванну, направляющие ролики и отжимной механизм в виде нижнего основания и верхней плиты со средствами изменения ее положения по вертикали, отличающеес я тем, что, с целью обеспечения регулирования степени отжима и повышения качества пропитки, оно снабжено установленными на входе в пропиточную ванну и на выходе из отжимного механизма датчиками объема ленты, а верхняя плита смонтирована с возможностью качания на оси, установленной в неподвижной .опоре с эксцентриситетом на обращенном к пропиточной ванне конце, и подвешена на штоке, шарнирно связанном со средствами изменения положения плиты по вертикали в виде винтовой пары, привод которой электрически связан § через блоки регулирования с датчикаО) ми объема ленты.
Фие.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для пропитки рулонных материалов | 1976 |
|
SU572302A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для пропитки шнурового материала прямоугольного сечения | 1975 |
|
SU521942A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
