Изобретение относится к устройствам для получения препрегов из листовых материалов и может быть использовано в производстве препрегов из арамидных бумаг типа Nomex® и Kevlar®, используемых для создания легких заполнителей многослойных. авиационных панелей.
Известна машина для пропитки и сушки стеклоткани, содержащая механизм размотки и намотки с проводом, пропиточное устройство, сушильную камеру и систему отжимных и перевалочных роликов (Коновалов В.И., Коваль A.M. Пропиточно-сушильное и клеепромазочное оборудование. М.: Химия, 1989, 224 с., рис.1.7).
Недостаток данной машины заключается в том, что пропитка осуществляется методом втирания состава в ткань, что приемлемо для тканей, но неприемлемо для более плотных и однородных арамидных бумаг, т.к. бумаги не впитывают аппретирующий и связующий составы.
В авиационном производстве типовыми установками для изготовления препрегов из тканей и бумаг являются линии типа УПСТ и МЛП (Технология производства изделий и интегральных конструкций из композиционных материалов в машиностроении / Научные редакторы А.Г.Братухин, B.C.Боголюбов, О.С.Сироткин. - М.: Готика, 2003, 516 с., рис.II.12, рис.II.13).
При изготовлении препрегов на линии типа УПСТ выполняется комплекс операций, включающий размотку сухой ткани, ее подсушку с удалением влаги и замасливателя, пропитку раствором смол, конвективно-радиационную сушку и намотку препрега и разделительной пленки на гильзы приемного устройства. Для выполнения этих операций устройство содержит устройство подачи ткани, накопитель с подвижным натяжным валком, сушильную камеру с каналом предварительной подсушки стеклоткани и основными каналами сушки препрега, пропиточную ванну с неподвижным валком, оснащенным водяной системой термостабилизации, тянущим устройством, оснащенным приводом, стабилизированным по скорости, и приемным устройством, имеющим механизм натяжения ткани с регулируемым моментом натяжения.
Линии серии МЛП отличаются от линий УПСТ агрегатным исполнением устройств, закрепленных на специальном фундаменте и не имеющих общей станины. Линии моделей МЛП имеют следующие основные узлы и устройства, установленные последовательно: устройство подачи ткани, фотодатчик системы слежения за кромкой ткани, устройство соединения ткани, накопитель, рентгенометрический датчик плотности ткани, пропиточная ванна, отжимные валки, сушильную камеру, измеритель содержания связующего, вторую систему слежения за кромкой ткани, протяжное устройство и приемное устройство.
Недостаток данных устройств заключается в том, что данные линии являются специализированными для получения препрегов из рулонных тканевых материалов (стеклоткань, углеткань, органоткань). В процессе получения препрега из рулонных тканевых материалов основным параметром является масса нанесенного связующего. Применяемый метод нанесения связующего, а именно окунание с отжимом, и способы регулирования количества нанесенного связующего на наполнитель, заложенные в конструкцию данных устройств, не позволяют получить препреги из полимерных бумаг с заданной толщиной и степенью полимеризации.
Наиболее близким по технической сущности к заявляемому изобретению является «Аппарат для получения препрега» методами пропитки и подсушки тканых наполнителей гибридными связующими, заявка №2002101671 от 20.09.03 г., МПК C08J 5/24, содержащий отпускные и приемные механизмы для поддержания непрерывного и равномерного движения наполнителя с заданными скоростями и натяжением, пропиточную ванну с греющим поддоном и вмонтированными в нее пропиточными валиками и дополнительными греющими пластинами, установленными снизу и сверху пропиточных валиков, камеру для предварительного разогрева наполнителя и основную сушильную камеру с опорно-транспортировочными и отжимными валиками для контроля наноса связующего, расположенными на входе в сушильную камеру.
Недостатками данного устройства являются те же недостатки, которые присущи вышеописанному аналогу, а именно: его узкая специализация, позволяющая наносить покрытия только на тканые материалы (стеклоткань, углеткань, органоткань), а регулирование нанесенного связующего по массе путем отжима излишков связующего отжимными валиками не позволяет получать препреги из полимерных бумаг с заданной толщиной и степенью полимеризации, что снижает технические возможности устройства.
Решаемой технической задачей изобретения является расширение технических возможностей устройства.
Указанный технический результат достигается в устройстве для получения препрега методами пропитки и подсушки бумажных полимерных наполнителей аппретирующим или связующим составами, содержащем отпускные и приемные механизмы для поддержания непрерывного и равномерного движения наполнителя с заданными скоростями и натяжением, подогреваемую пропиточную ванну со связующим и вмонтированным в нее промазочным валом и системой обеспечения постоянного количества связующего в ванне, термоблок с системой регулирования и поддержания заданной температуры, опорно-транспортные и перекатные валы, в него введены оголовок, установленный над термоблоком, вентилятор с регулируемым электроприводом, расположенный в оголовке, термоанемометры, размещенные на входных и выходных участках газового тракта термоблока, главный и вспомогательные шиберы, установленные соответственно в оголовке и на входах внизу каждой из секций термоблока, механизм регулирования высоты пропиточной ванны относительно промазного вала и систему регулирования скорости движения нагретого газа в термоблоке.
Заявленное устройство обеспечивает получение препрега из полимерной бумаги различной толщины и с различной толщиной покрытия связующим и его степенью полимеризации.
Существующие аналоги и прототипы предназначены для получения препрега из тканных наполнителей (стеклоткань, углеткань, органоткань). Регулирование количества нанесенного связующего обеспечивается скоростью перемещения наполнителя в тракте устройств и системой отжимных валков, удаляющих излишнюю массу связующего. Существенное отличие тканных наполнителей от полимерных бумаг при нанесении покрытия состоит в том, что полимерные бумаги в отличие от тканных наполнителей не впитывают связующий состав, а только адгезируют по своей поверхности, что требует других подходов к нанесению связующего состава на их поверхность и контроль.
Для пояснения сущности рассмотрим более подробно чертежи.
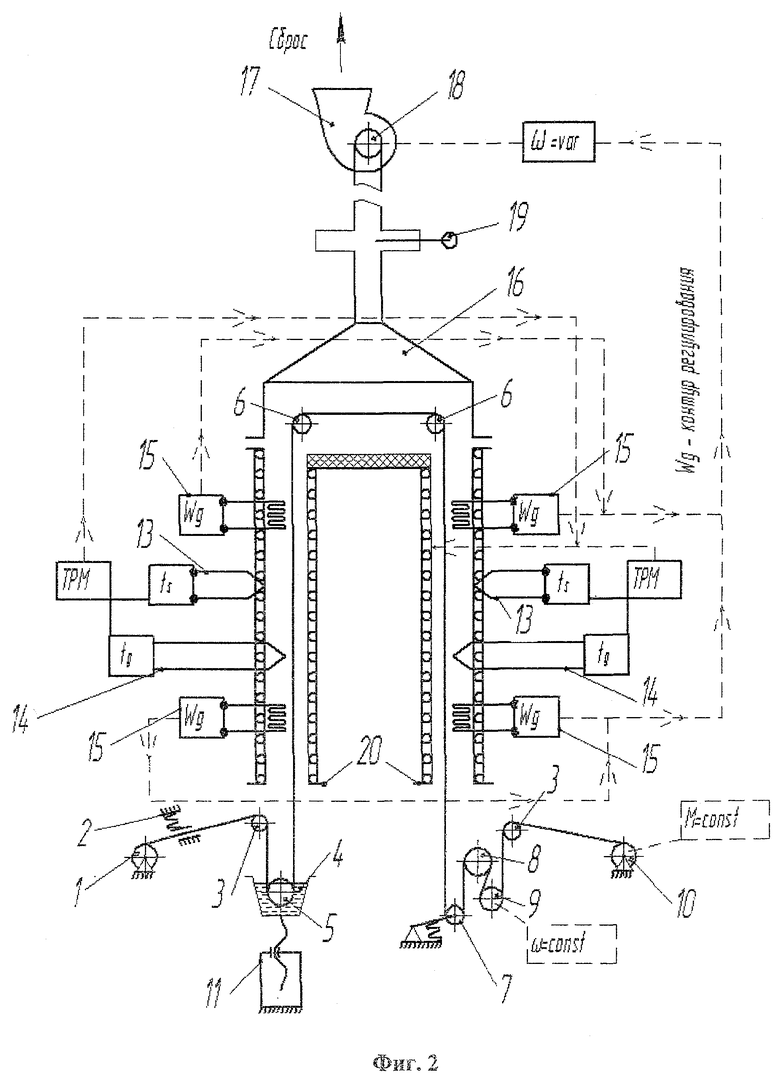
На фиг.1 представлен общий вид устройства для получения препрегов методами пропитки и подсушки бумажных полимерных наполнителей.
На фиг.2 изображена кинематическая схема устройства.
На фиг.1 и 2 цифрами обозначены следующие позиции: 1 - узел размотки бумаги, 2 - динамический фрикционный тормоз, 3 - транспортные валки, 4 - промазочный валок, 5 - пропиточная ванна, 6 - перекатные валки, 7 - плавающий валок, 8 - тянущий валок, 9 - приводной валок, 10 - узел намотки, 11 - механизм регулирования высоты ванны, 12 - термоблок, 13 - датчик температуры греющего экрана, 14 - датчик температуры вентилирующего газа, 15 - термоанемометры, 16 - оголовок, 17 - вентилятор, 18 - привод вентилятора, 19 - главный шибер, 20 - триммирующие шиберы.
Установка (фиг.1) включает в себя блочные устройства, обеспечивающие проводку бумажной основы через ванну 5 с растворами аппрета или связующего, а также через двухсторонний термоблок 12 для подсушки материала после нанесения жидкости. Для удаления выделяющихся при нагреве взрывоопасных паров сушильный тракт имеет индивидуальную систему вытяжной вентиляции, которая организует эвакуацию нагретого газа из оголовка 16 термоблока за пределы здания.
Кинематическая схема установки включает в себя неприводной узел размотки 1 с динамическим фрикционным тормозом 2, транспортные валки 3, промазочный валок 4, установленный в пропиточной ванне 5, перекатные валки 6, плавающий валок 7, тянущий обрезиненный валок 8, приводной тянущий валок 9 и приводной узел намотки 10. Привод тянущего валка 9 имеет настройку ω=const, обеспечивая с помощью обрезиненного валка 8 постоянную окружную скорость (т.е. скорость протяжки материала) и одновременно необходимое натяжение ленты. Привод намоточного барабана 10 настраивается на постоянный момент М=const, что обеспечивает равномерную намотку бумажного полотна при увеличивающемся радиусе приемной бобины. Приводы управляемые: асинхронные двигатели с короткозамкнутым ротором получают питание от блоков с преобразованием частоты, в результате чего обеспечивается плавное изменение угловой скорости вращения валов редукторов. Плавающий валок 7, снабженный пружиной, способствует равномерному натяжению бумажного полотна и его плавному ходу. Ванна 5 для аппрета и связующего состава имеет систему обогрева жидкости и систему обеспечения постоянного количества жидкости в ванне. Системы обогрева и поддержания постоянного уровня жидкости условно не показаны. Пропиточная ванна 5 имеет механизм 11 регулирования ее высоты относительно промазочного вала. Термоблок 12 предназначен для тепловой обработки препрега. Газовый тракт состоит из двух идентичных секций. В первой секции бумажное полотно движется вверх, во второй - опускается вниз. Каждая из двух секций образует канал, представляющий собой проточную щель, с движущимся в плоскости симметрии нагреваемым препрегом. Термоблок 12 снабжен датчиком 13 для измерения температуры греющего экрана ts и датчиком 14 для контроля температуры вентилирующего газа tg. Для оперативного контроля температуры материала tm при настройке рабочих режимов предусматривается использование пирометров с гибкими световодами. Для контроля расходов вентилирующего газа, контроля за присосами и увеличением объемного расхода газа при нагреве в термоблоке установлены термоанемометры 15 в нижней и верхней частях каждой из секций. Управление нагревом ТЭНами термоблока 12 осуществляется по принципу широтно-импульсной модуляции (ШИМ), который позволяет подавать напряжение питания на нагреватели периодически. Над термоблоком 12 установлен оголовок 16, в котором смонтированы вентилятор 17 с регулируемым приводом 18 и главный шибер 19. Вентилятор 17, обеспечивающий необходимый расход вентилирующего газа, имеет регулируемый привод 18. Для ступенчатого изменения гидравлического сопротивления газового тракта предусматривается установка главного шибера 19, который монтируется в воздухопроводе выше оголовка 16 термоблока 12. Вспомогательные (триммирующие) шиберы 20, регулирующие подачу воздуха в термоблок, предусмотрены на входах внизу каждой из секций термоблока 12. Температура вентилирующего газа tg внутри термоблока контролируется с использованием восьмиканального прибора (типа ТРМ138), работающего в режиме измерителя. Сигналы с термоанемометров 15, измеряющих величины скоростей на входах и выходах в секциях термоблока, используются для задания режима работы вентилятора 17 с переменной частотой вращения. Система контроля и регулирования температуры и скорости вентилируемого газа термоблока позволяет достаточно жестко держать заданный режим работы - это существенное отличие от промышленного аналога.
Устройство работает следующим образом.
Рулон полимерной бумаги устанавливается на узел размотки бумаги 1, начало рулона бумаги пропускается через рабочий тракт устройства, а именно через транспортные валки 3, промазочный валок 4 и пропиточную ванну 5, перекатные валки 6, плавающий валок 7, тянущий валок 8, приводной валок 9 и фиксируется на узле намотки 10. В зависимости от наносимого состава (аппрет или связующее), толщины бумаги, потребной величины наноса и степени полимеризации получаемого препрега производят настройку технологических параметров устройства: скорость протяжки, высоту пропиточной ванны, температуру термоблока по зонам, температуру в пропиточной ванне, скорость движения нагретого газа в термоблоке. После стабилизации установленных технологических параметров устройства включают протяжку бумаги через рабочий тракт устройства. Бумага сматывается с узла размотки 1, проходит по промазочному валку 4 через ванну 5 и входит в термоблок 12, где удаляются органические растворители и происходит полимеризация связующего покрытия. Прошедшая термоблок бумага с покрытием проходит систему тянущих валков и попадает на узел намотки 10.
Использование данного изобретения позволит получать препреги из арамидных бумаг типа Nomex® и Kevlar® различной толщины и с различной толщиной покрытия связующим и его степенью полимеризации, используемых для создания легких заполнителей многослойных авиационных панелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ С ТЕРМОРЕАКТИВНЫМ ПОЛИМЕРНЫМ СВЯЗУЮЩИМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕПРЕГА | 2006 |
|
RU2321606C1 |
| ПРОПИТОЧНАЯ МАШИНА ДЛЯ ПРОПИТКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ РАЗЛИЧНЫХ ШИРИН | 2007 |
|
RU2408437C2 |
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИТУМСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2139903C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2014 |
|
RU2597341C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2597385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
Изобретение может быть использовано в производстве препрегов из арамидных бумаг типа Nomex® и Kevlar®, используемых для создания легких заполнителей многослойных авиационных панелей. Рулон полимерной бумаги устанавливают на узел размотки бумаги 1. Начало рулона бумаги пропускают через транспортные валки 3, промазочный валок 4, пропиточную ванну 5, перекатные валки 6, плавающий валок 7, тянущий валок 8, приводной валок 9 и фиксируют на узле намотки 10. После стабилизации технологических параметров устройства включают протяжку бумаги через рабочий тракт устройства. Бумага сматывается с узла размотки 1, проходит по промазочному валку 4 через ванну 5 и входит в термоблок 12, где удаляются органические растворители и происходит полимеризация связующего покрытия. Прошедшая термоблок бумага с покрытием проходит систему тянущих валков и попадает на узел намотки 10. Изобретение позволяет получать препреги из арамидных бумаг типа Nomex® и Kevlar® различной толщины и с различной толщиной покрытия связующим и его степенью полимеризации. 2 ил.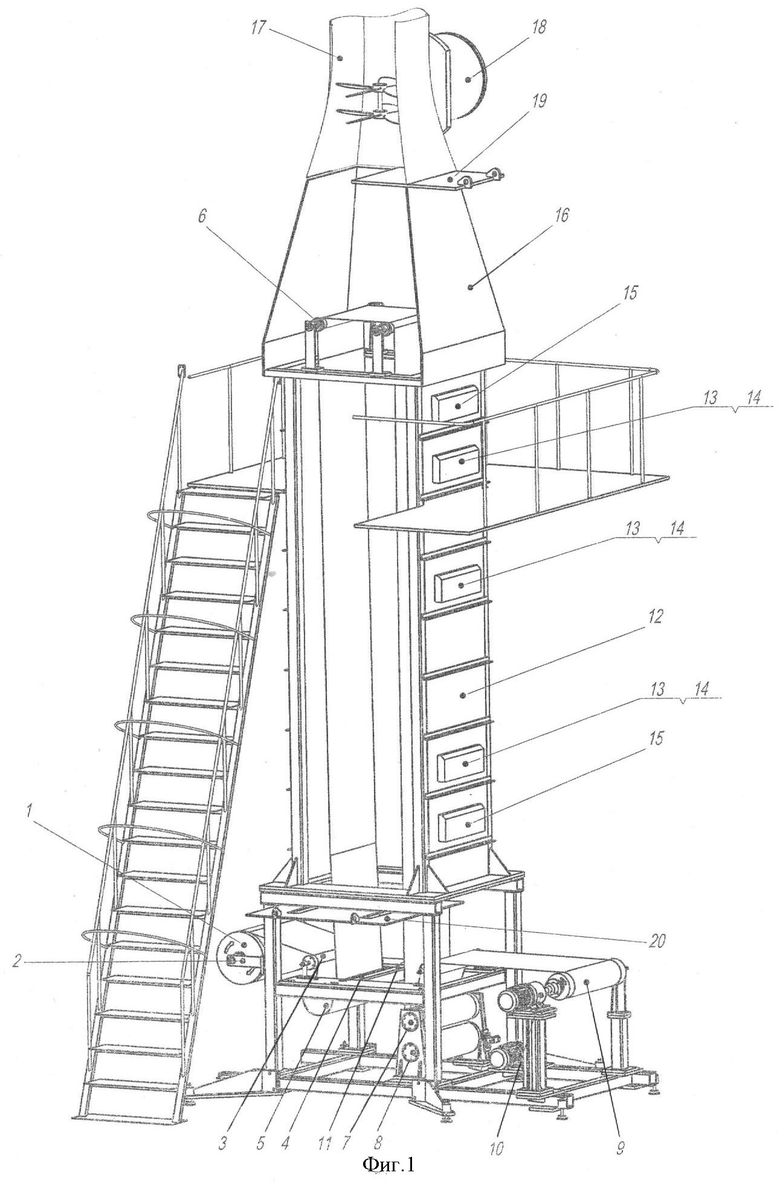
Устройство для получения препрега методами пропитки и подсушки бумажных полимерных наполнителей аппретирующим или связующим составами, содержащее отпускные и приемные механизмы для поддержания непрерывного и равномерного движения наполнителя с заданными скоростями и натяжением, подогреваемую пропиточную ванну со связующим и вмонтированным в нее промазочным валом и системой обеспечения постоянного количества связующего в ванне, термоблок с системой регулирования и поддержания заданной температуры, опорно-транспортные и перекатные валы, отличающееся тем, что в него введены оголовок, установленный над термоблоком, вентилятор с регулируемым электроприводом, расположенный в оголовке, термоанемометры, размещенные на входных и выходных участках газового тракта термоблока, главный и вспомогательные шиберы, установленные соответственно в оголовке и на входах внизу каждой из секций термоблока, механизм регулирования высоты пропиточной ванны относительно промазочного вала и систему регулирования скорости движения нагретого газа в термоблоке.
| RU 2002101671 A, 20.09.2003 | |||
| Установка для получения предварительно пропитанного ленточного материала | 1988 |
|
SU1652081A1 |
| Ручной станок для формовки кирпича | 1928 |
|
SU13477A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

