Изобретение относится к машиностроению, в частности к резьбовым соединениям, и может быть использовано в тех случаях, когда необходимо увеличить прочность и долговечность тяжелонагруженных резьбовых соединений, например в замковых соединениях бурильных труб,: переводников и т.п.
По основному авт. св. № 935220 известно резьбовое соединение деталей, имеющее равномерную силовую загрузку всех витков, резьбы, в котором резьба, выполненная, по меньшей мере, на одной из его деталей, имеет переменную по длине детали ширину резьбовой канавки. В этом резьбовом соединении базовый виток (т.е. виток с минимально возможным зазором по ширине между выступом одной детали и канавкой в другой детали) расположен в крайней части соединения 1.
Недостатком такого соединения является сравнительная сложность его изготовления из-за малых допусков, связанных с необходимостью не выйти за предельные размеры, диктуемые стандартом. Кроме того, равномерная загрузка витков резьбы достигается только в одном направлении, т.е. либо при работе витков на сжатие, либо при работе на растяжение.
Цель изобретения - повышение надежности, упрощение изготовления.
Указанная цель достигается тем, что в резьбовом соединении, имеюа1ем равномерную силовую загрузку всех витков резьбы, в котором резьба, выполненная, по меньшей мере на одной из его деталей, имеет переменную по длине детали щирину резьбовой канавки, базовый виток расположен в средней части резьбового соединения.
Кроме того, в средней части может быть расположено несколько базовых витков.
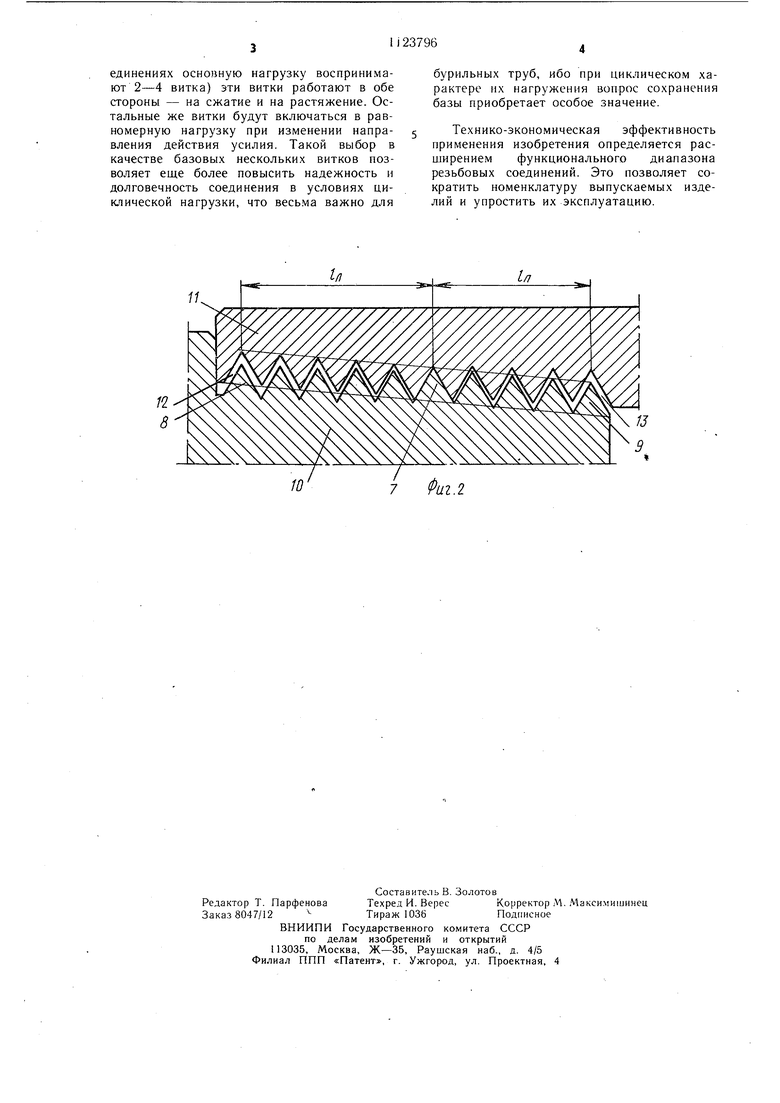
На фиг. 1 показано цилиндрическое резьбовое соединение со средним базовым витком: на фиг. 2 - коническое резьбовое соединение со смещенным от середины базовым витком.
В изображенном на фиг. 1 соединении винт 1 выполнен с обычной резьбой, а резьба с изменяющейся шириной резьбовой канавки выполнена в гайке 2. Ширина канавки изменяется (в данном случае увеличивается) в обе стороны от базового витка 3, причем в данном варианте исполнения она увеличивается за счет увеличения глубины резьбовой канавки, благодаря чему зазор 4 между витками резьбы винта 1 и гайки 2 увеличивается к крайним виткам 5 и 6.
В изображенном на фиг. 2 резьбовом соединении базовый виток 7 смещен вправо от середины резьбового соединения. Благодаря этому расстояние от него до крайнего левого витка 8 не равно расстоянию от него до крайнего правого витка 9. При этом в данном варианте резьба винта 10 вправо от
базового витка 7 выполнена обычной конической, а влево - с увеличивающейся глубиной резьбовой канавки. Резьба же гайки 11 вправо от базового витка 7 имеет увеличивающуюся глубину резьбовой канавки, а влево - выполнена обычной. Благодаря такому сочетанию, зазоры 12 и 13 как влево, так и вправо от базового витка 7 увеличиваются, создавая тем самым тот же эффект, что и в варианте, изображенном на фиг. 1.
0
Кроме того, возможен и такой вариант (не показан), когда в качестве базовых могут быть . выбраны несколько витков, в этом случае надежность и долговечность сохранения базы увеличивается равно как и число витков, участвующих в работе сое5динения при двухсторонней нагрузке (на сжатие и на растяжение).
Работают оба варианта описываемого резьбового соединения аналогично тому, как работает соединение с резьбой пере0менного шага: при появлении, например, растягивающей нагрузки зазоры между витками соединения по одну сторону от базового витка выбираются в соответствии с величиной линейных деформаций взаимодействующих деталей соединения, за счет
5 этого все витки оказываются более равномерно загруженными, что ведет к повышению надежности и долговечности соединения, а при появлении сжимающей нагрузки происходит выборка зазоров с другой стороны
0 от базового витка и в повышении равномерности загрузки участвуют уже другие витки.
Поскольку на практике резьбовое соединение, в частности замковая резьба бурильной трубы, редко работает в условиях,
5 когда растягивающие и сжимающие нагрузкй одинаковы, базовый виток целесообразно смещать от середины резьбового соединения. При этом соотношение длин участков резьбы, работающих на растяжение и сжатие, следует выбирать в зависимости от величин этих уси.тий. Наиболее целесообразно для оптимального распределения количества витков по обе стороны от базового витка положение последнего выбирать так, чтобы отношение числа вит5ков, работающих на сжатие, к числу витков, работающих на растяжение, было приблизительно равно отношению величин этих усилий. При этом для более точных расчетов следует принимать во внимание также
0 и соотношение времени и цикличности действия сжимающих и растягивающих усилий, действующих на бурильную трубу как в процессе бурения (т.е. когда .действуют значительные сжимающие усилия), так и при спуско-подъемных операциях (когда
5 действуют растягивающие усилия).
При выборе в качестве базовых нескольких витков (наиболее целесообразно от двух до четырех, ибо, как известно; в обычных соединениях основную нагрузку воспринимают 2-4 витка) эти витки работают в обе стороны - на сжатие и на растяжение. Остальные же витки будут включаться в равномерную нагрузку при изменении направления действия усилия. Такой выбор в качестве базовых нескольких витков позволяет еще более повысить надежность и долговечность соединения в условиях циклической нагрузки, что весь.ма важно для
бурильных труб, ибо при циклическом характере их нагружения вопрос сохранения базы приобретает особое значение.
Технико-экономическая эффективность применения изобретения определяется расширением функционального диалазона резьбовых соединений. Это позволяет сократить номенклатуру выпускаемых изделий и упростить их эксплуатацию.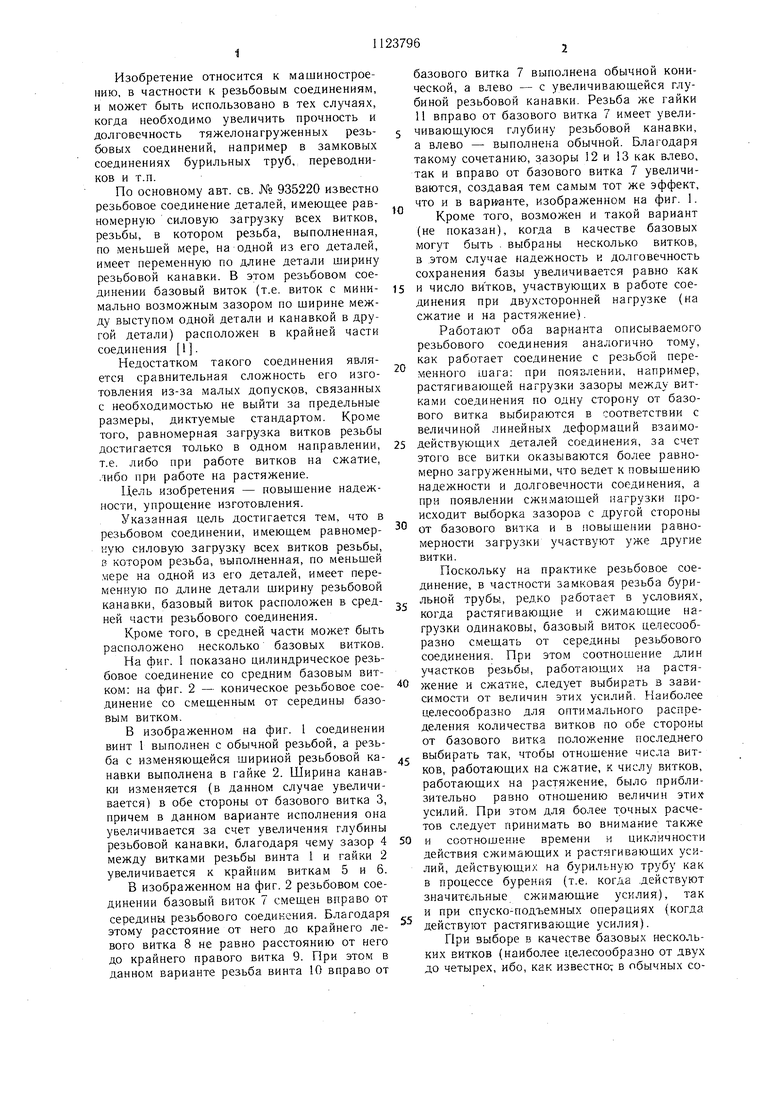
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резьбового изделия | 1985 |
|
SU1348101A1 |
| Резьбовое соединение | 1980 |
|
SU935220A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С ВИДОИЗМЕНЕННЫМИ РАБОЧИМИ СТОРОНАМИ ПРОФИЛЯ РЕЗЬБЫ | 2007 |
|
RU2443931C2 |
| РЕЗЬБОВОЙ ЭЛЕМЕНТ ДЕТАЛИ С ПРОТИВОПОЛОЖНЫМИ ЧАСТЯМИ РЕЗЬБЫ И СООТВЕТСТВУЮЩИМ ТРУБНЫМ РЕЗЬБОВЫМ СОЕДИНЕНИЕМ | 2008 |
|
RU2454525C2 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271912C1 |
| Способ изготовления резьбового соединения с переменным шагом резьбы | 1984 |
|
SU1219280A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ТРУБ | 2011 |
|
RU2518702C2 |
| БУРОВОЙ АКСЕЛЕРАТОР ДЛЯ УСИЛЕНИЯ УДАРА БУРИЛЬНОГО ЯСА | 2014 |
|
RU2571961C1 |
| ПЛАНЕТАРНАЯ РОЛИКОВИНТОВАЯ ПЕРЕДАЧА | 2002 |
|
RU2204070C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2029894C1 |
1. РЕЗЬБОВОЕ СОЕДИНЕНИЕ по авт. св. № 935220, отличающееся тем, что, с целью повышения надежности и упрощения изготовления, базовый виток расположен в средней части резьбового соединения. 2. Соединение по п. 1, отличающееся тем, что в средней .части соединения расположены несколько базовых витков. (Л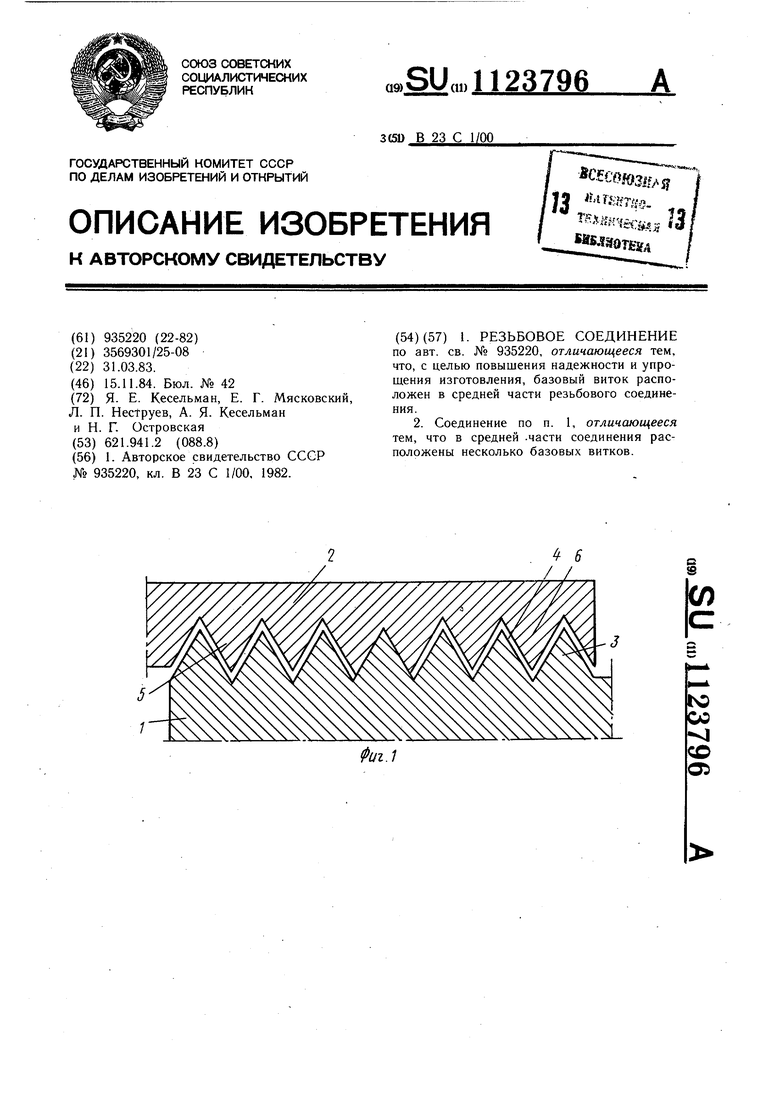
Риг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Резьбовое соединение | 1980 |
|
SU935220A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
