Изобретение относится к технологии изготовления ферритовых изделий и непосредственно применяется на операции получения заданных параметров СВЧ ферритовых пластин после спекания.
Известен способ получения заданных параметров СВЧ ферритовых пластин, основанный на известной качественной зависимости фазового сдвига пластин от их геометрических размеров.
Известный способ практической реализации зависимости фазового сдвига и габаритов СВЧ ферритовых пластин включает измерение массы, высоты и фазового сдвига всех пластин данной партии и при необходимости (когда фазовый сдвиг превышает величину, задаваемую техническими условиями обработку (например, шлифовку) пластин на некоторую высоту. Недостатком такого способа получения параметров является необходимость применения метода проб, т.е. неоднократное измерение фазового сдвига и неоднократная шлифовка каждой партии пластин. Вместе с тем, отсутствие количественной зависимости фазового сдвига и геометрических размеров пластин приводит к технологическим потерям при обработке, в среднем 3% пластин шлифуется до слишком малой высоты, при которой фазовый сдвиг становится меньше минимально допустимой по техническим условиям величины.
Целью изобретения является повышение выхода годных и сокращения объема операционного контроля СВЧ ферритовых пластин.
Поставленная цель достигается тем, что в способе получения параметров ферритовых пластин путем уменьшения размеров пластин после спекания, основанном на зависимости размеров, массы и фазового сдвига, определяют порядковые статистики массы каждой пластины, измеряют фазовый сдвиг на выборке пластин, порядковые статистики которых несут максимальную информацию о распределении фазового сдвига в данной партии, обрабатывают их до минимально допустимой высоты, снова измеряют массу и фазовый сдвиг, после чего разделяют партию на подпартии по массе пластин, границы каждой из которых отличаются на величину допустимого разброса, определяемого по результатам указанного выборочного анализа, и затем уменьшают высоту пластин в каждой подпартии на величину, определенную по формуле
Δhk=  где k=1,2,3, номер подпартии, возрастающий с увеличением пластин, входящих в данную подпартию;
где k=1,2,3, номер подпартии, возрастающий с увеличением пластин, входящих в данную подпартию;
Рд.н.k, Рп.н.k нижняя граница массы пластин в k-ой подпартии соответственно до и после обработки;
Δ Р допустимый разброс массы пластин в подпартии после обработки;
Kh коэффициент пропорциональности, определяемый по результатам выборочного анализа.
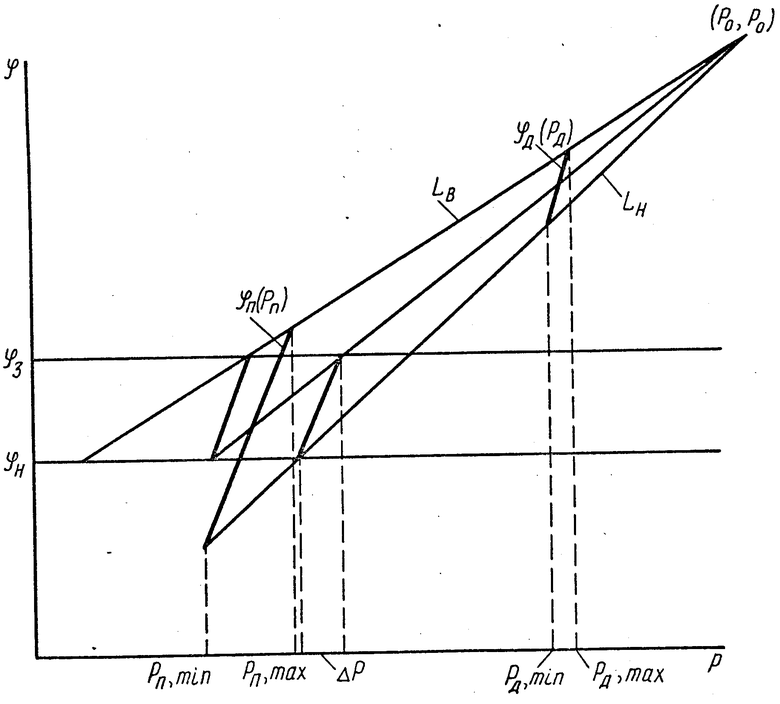
На чертеже приведен график используемых зависимостей.
Фазовый сдвиг ϕ, масса Р и высота h пластин с достаточной точностью описываются нормальным законом распределения с параметрами  и σx2, где Х соответствующий параметр информативности;
и σx2, где Х соответствующий параметр информативности;
для пластин равной высоты коэффициент линейной корреляции между величинами ϕ и Р превышает 0,9, т.е. в пределах фактического изменения массы с высокой точностью справедливо соотношение
ϕ А + ВР; (1)
при шлифовании пластин линейность зависимости ϕ (Р) сохраняется, коэффициент В практически не меняется, а коэффициент А существенно возрастает;
при расположении пластин в порядке возрастания массы порядковый номер (ранг) массы и фазы каждой пластины данной партии можно считать неизменным в процессе шлифования;
разброс массы и фазового сдвига пластин в партии, характеризуемый величинами σp и σϕ возрастает в процессе шлифования пропорционально уменьшению массы;
уменьшение фазы пластины, имеющей массу и фазу ранга i, адекватно описывается уравнением
ϕi' ai + bi Pi', (2) где ϕi' и Pi' фаза и масса пластины ранга i в процессе обработки;
ai, bi коэффициенты регрессии i  ;
;
N объем партии.
Все N прямых вида (2) можно считать пересекающимися в одной точке, координаты которой обозначаются как (Ро, ϕо);
Коэффициенты регрессии А, В, аi, bi в соотношениях (1) и (2) существенно меняются от партии к партии пластин, что делает необходимым выборочный анализ, в том числе выборочное шлифование каждой партии, для определения величины этих коэффициентов.
Графический анализ зависимостей (1) и (2) позволяет вывести следующие соотношения.
Допустимый разброс массы в i-ой подпартии до обработки:
ΔPk=  (ϕo-Aд-BPд.н.k) (3) где Ад свободный член зависимости (1) данной подпартии до обработки;
(ϕo-Aд-BPд.н.k) (3) где Ад свободный член зависимости (1) данной подпартии до обработки;
ΔP 
где ϕн,ϕв нижняя и верхняя границы допустимого изменения фазового сдвига по техническим условиям;
Рд.н.k. определяется из рекурентного соотношения
Рд.н.k.= Рд.н.k-1 + Δ Pk-1, (4) причем, Рд.н.1=Рд.min, где Рд.min минимальная величина массы пластин данной партии до обработки.
Величина k в соотношениях (3) и (4) возрастает, последовательно принимая значения 1, 2, 3, и т.д. до тех пор пока выполняется соотношение
Рд.н.k.<Рд.max, (5) где Рд.max максимальная величина массы пластин данной партии до обработки.
После разделения партии на подпартии каждая подпартия шлифуется, причем высота пластин уменьшается на величину
Δhk=  (6) где Pп.н.k=
(6) где Pп.н.k=  (7)
(7)
Kh=  (8)
(8)
Pn.min, Pn.max минимальная и максимальная величины массы пластин в выборке из данной партии после обработки.
Величины ϕo, Ро определяются как координаты точки пересечения прямых линий Lн и Lв, проходящих соответственно через точки (Рд.min, ϕд.min), (Pn.min; ϕn.min) и (Рд.max; ϕд.max), (Pn.max; ϕn.max) в прямоугольной системе координат (Р, ϕ), где ϕд.min; ϕд.max; ϕn.min; ϕn.max соответственно минимальная и максимальная величины фазового сдвига в выборке из данной партии до и после выборочного шлифования.
Предложенный способ состоит из следующих операций:
измерение массы всех пластин данной партии; присвоение каждой пластине ранга;
измерение фазового сдвига на выборке пластин, порядковые статистики которых несут максимальную информацию о распределении фазового сдвига в данной партии;
шлифование пластин выборки, измерение их массы и фазового сдвига;
разделение партий на подпартии по рассчитанным величинам массы;
уменьшение высоты каждой пластины подпартии на рассчитанную величину.
П р и м е р. Берут партию ферритовых пластин марки 4СЧ-2 объемом N=140 шт.
Высота всех пластин одинакова и равна h=5,52 мм. Заданы величины ϕн=3,1 и ϕв=3,28 (в относительных единицах). Известным способом по выборке объемом 6 шт. с применением порядковых статистик определяют коэффициенты регрессии уравнения (1) до шлифования. В данном случае: ϕд 4,65 +0,85 ˙ Рд (см. фиг. 1), линия ϕд (Рд). По замеренным экспериментальным значениям Рд.min=9,66 г и Рд.max= 10,02 г с помощью (1) определяются экстремальные значения фазы ϕд.min= 3,55 и ϕд.max= 3,86.
Отобранные пластины шлифуются на Δh=0,4 мм (нижний допуск высоты по чертежу hmin=5,1 мм), после чего у них замеряются масса и фазовый сдвиг и снова известным способом определяются коэффициенты регрессии уравнения (1). В рассматриваемом примере Pn.min=8,65 г; Pn.max=9,10 г; ϕn.min=2,89; ϕn.max=3,29. Соотношения (1) принимают вид: ϕn= -4,45+0,85Pn (см.1, линия ϕn (Pn).
Через экстремальные точки, обозначенные на фиг. 1 (Рд.min; ϕд.min), (Pn.min; ϕn.min) и (Рд.max; ϕд.max), (Pn.max; ϕn.max) проводятся прямые Lн и Lв. Точка их пересечения имеет координаты (13,0; 5,67).
По формуле (3); Δ Р1=0,17 г; по формуле (7) Рn.н.1=8,87 г; по формуле (8): Kh= 4,82 г/мм; по формуле (6) высота пластин первой подпартии уменьшается на Δ h1=0,3 мм.
Для второй подпартии по формуле (4): Рд.н.2 9,83 г; по формуле (3): Δ Р2 0,16 г; по формуле (7) и (6) Δ h2= 0,4 мм; по формуле (4) Δ Рд.н.3=9,99 г.
В третью подпартию должна входить одна пластина, имеющая массу 10,02 г. Эта пластина вошла в выборку, была отшлифована до высоты 5,12 мм, ее масса стала равной Pn.max 9,10 г, а фазовый сдвиг ϕn.max=3,29. При шлифовке данной пластины до минимально допустимой высоты 5,1 мм, ее фазовый сдвиг принял значение 3,26, что удовлетворяет требованиям технических условий.
Разделение партии на две подпартии и уменьшение высоты пластин соответственно на величины Δ h1, Δ h2 и позволило получить 139 пластин годных по величине фазового сдвига.
Предложенный способ позволяет снизить трудоемкость контроля в 60-80 раз (в зависимости от объема контролируемой партии), причем выход годных изделий на операции повышается с 97 99%
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЙ СПОСОБ ИЗМЕРЕНИЯ ФАЗОВОГО СДВИГА ГАРМОНИЧЕСКИХ КОЛЕБАНИЙ | 2009 |
|
RU2419098C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ СПЕКАНИЯ ФЕРРИТОВЫХ ИЗДЕЛИЙ В ТУННЕЛЬНОЙ ПЕЧИ ВАГОНЕТОЧНОГО ТИПА | 1989 |
|
SU1628347A1 |
| УСТРОЙСТВО ДЛЯ РАНГОВОЙ ОБРАБОТКИ ДИСКРЕТНО-АНАЛОГОВЫХ СИГНАЛОВ | 1992 |
|
RU2129302C1 |
| СПОСОБ НЕКОГЕРЕНТНОГО НАКОПЛЕНИЯ СВЕТОЛОКАЦИОННЫХ СИГНАЛОВ | 2011 |
|
RU2455615C1 |
| СПОСОБ ОБНАРУЖЕНИЯ И ПЕЛЕНГОВАНИЯ АКУСТИЧЕСКИХ СИГНАЛОВ ЭМИССИИ ГИДРОБИОНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2610568C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ В УСЛОВИЯХ МНОГОИНСТРУМЕНТАЛЬНОЙ НАСТРОЙКИ | 2008 |
|
RU2370345C1 |
| Устройство для ранговой фильтрации | 1990 |
|
SU1774327A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТАКТОВОГО ИНТЕРВАЛА СЛУЧАЙНОГО ПОТОКА ИМПУЛЬСОВ С ДИСКРЕТНЫМ ВРЕМЕНЕМ | 2002 |
|
RU2230331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТИРОВАННЫХ ПОСТОЯННЫХ МАГНИТОВ ИЗ НЕКОНДИЦИОННОГО МАГНИТОТВЕРДОГО СПЕЧЕННОГО СЫРЬЯ | 2022 |
|
RU2783857C1 |
| УСТРОЙСТВО ДЛЯ ВЫЧИСЛЕНИЯ ЛОКАЛЬНЫХ ПОРЯДКОВЫХ СТАТИСТИК | 1990 |
|
RU2024934C1 |
СПОСОБ ПОЛУЧЕНИЯ ПАРАМЕТРОВ ФЕРРИТОВЫХ ПЛАСТИН путем уменьшения размеров пластин после спекания, основанный на зависимости размеров, массы и фазового сдвига, отличающийся тем, что, с целью повышения выхода годных и сокращения объема операционного контроля, определяют порядковые статистики массы каждой пластины, измеряют фазовый сдвиг на выборке пластин, порядковые статистики которых несут максимальную информацию о распределении фазового сдвига в данной партии, обрабатывают их до минимально допустимой высоты, снова измеряют их массу и фазовый сдвиг, после чего разделяют партию на подпартии по массе пластин, границы каждой из которых отличаются на величину допустимого разброса, определяемого по результатам указанного выборочного анализа и затем уменьшают высоту пластин в каждой подпартии на величину, определяемую по формуле
где k 1, 2, 3. номер подпартии, возрастающей с увеличением массы пластин, входящих в данную подпартию;
Pд,н,k, Pп,н,k нижняя граница массы в k-й подпартии соответственно до и после обработки;
ΔP допустимый разброс массы пластин в подпартии после обработки;
Kh коэффициент пропорциональности, определяемый по результатам выборочного анализа.
| В.Н.Боголюбов, А.В.Ескин, С.Б.Карбовский | |||
| Управляемые ферритовые устройства СВЧ, М., "Советское радио", 1972. |
