11 Изобретение относится к листовой штамповке и может быть использовано для получения оболочек двойной кривизны. Известно устройство для штамповки изделий содержащее контейнер с эластичной вставкой, жесткий пуансон и узел прижима заготовки, выполненный в виде двух колец, одно из которых смонтировано с возможностью осевого перемещения, и стержней. В зтом устройстве прижим заготовки осуществляется в течение всего цикла деформирования СООднако в известном устройстве при раздаче конических заготовок наличие постоянного прижима не дает возможности формования заготовки, прилегающей к пуансону по всей длине что приводит к необходимости либо обрезать недоформованную часть изделия, либо доформовывать ее отдельной операцией. Целью изобретения является обеспе чение возможности раздачи конических оболочек за одну операцию. Поставленная цель достигается тем что ус-Тройство, содержащее контейнер с эластичной вставкой, жесткий пуансон и узел прижима заготовки, выполненный в виде двух колец, одно из которых смонтировано с возможностью осевого перемещения, и стержней, снабжено пластиной, установленной на торце эластичной вставки концентрично пуансону, а другое из указанных колец закреплено на торце кон тейнера и в нем выполнены отверстия сквозь которые пропущены стержни, со единяющие пластины и подвижное кольцо. Пластина может быть выполнена с калибрующим пояском. На фиг.1 изображено предлагаемое устройство, продольный разрез. Устройство содержит контейнер 1, в котором расположена эластичная вставка 2, жесткий пуансон 3, соосно расположенный относительно вставки 2, узел прижима заготовки, вьшолненный в виде двух колец 4 и 5 с коническими рабочими поверхностями, концентрично установленными на пуансоне 3 с возможностью осевого перемещения, кольцевая пластина 6, установленная на эластичной вставке 2 в полости контейнера 1, и толкающие стержни 7, расположенные с зазором между кольцом 4 захвата и пластиной. 6 в отверстиях 8 кольца прижима 5, 3 закрепленного на торце контейнера 1. Устройство, кроме того, содержит пружину 9 сжатия. Пластина 6 вьтолнена с калибрзпощим пояском 10, а эластичная вставка имеет, например, конусообразную полость 11. Устройство работает следующим образом.. Коническую заготовку устанавливают в полость контейнера 1, свободно оперев на коническую рабочую поверхг ность кольца 5 прижима. Под действием траверсы пресса пуансон 3 с установленньми на нем кольцом 4 прижима и пружины 9 сжатия внедряют в полость конической заготовки до защемт ления периферии заготовки между коническими поверхностями колец 4 и 5 (в зависимости от угла конусности заготовки ее крепление может быть осуществлено и без дополнительного воздействия пружины 9 сжатия, например, путем самоторможения заготовки в рабочих пов ерхностях узла захвата) . Дальнейшее перемещение пуансона 3 вызывает раздачу заготовки путем ее меридионального растяжения по пуансону без опасности потери устойчивости центральной части заготовки независимо от геометрии и свойств материала заготовки. По мере движения пуансона раздача заготовки осуществляется от ее средних частей к периферии и центральной части. Одновременно с этим происходит заполнение полости в эластичной вставке 2, размеры которой определяют опытным или расчетным путем из условия получения замкнутого объема эластичной вставки 2 в момент полной раздачи центральной части заготовки. По достижении раздачи центральной части заготовки происходит деформация эластичной вставки 2, вызывающая осевое перемещение пластины 6 и которая, в свою очередь,через толкакицие стержни 7 производит отвод кольца 4 прижима от кольца 5, раскрепляя периферию заготовки от меридиональной нагрузки. Дальнейшее деформирование периферии заготовки осуществляется путем ее обжима по пуансону 3 эластичной вставкой 2 при непрерывном движении пуансона 3. Для предотвращения гофрообразования периферии и повьш1ения ее качества кольцо 6 имеет калибрующий поясок 10 и, двигаясь впереди эластичной вставки, предварительно деформирует, .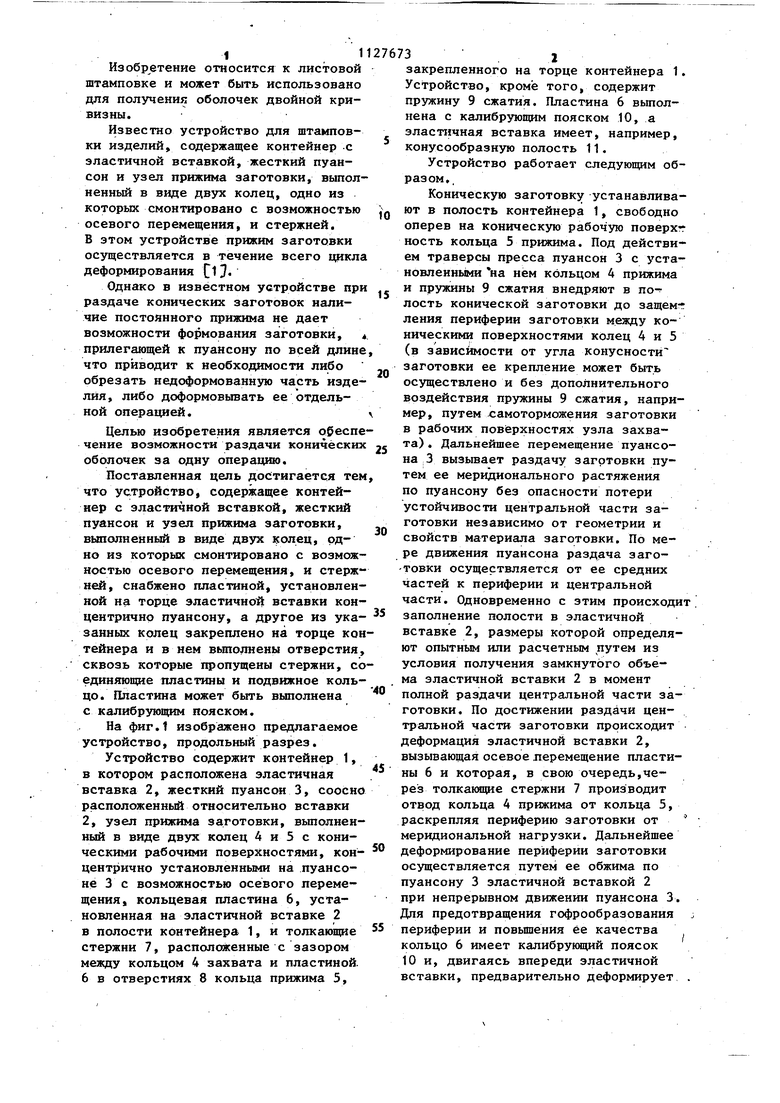

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи труб на конус | 1985 |
|
SU1282945A1 |
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |
| Устройство для раздачи тонкостенных конических оболочек | 1978 |
|
SU735358A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2014 |
|
RU2567079C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1063511A1 |
| Устройство для гидропрессования трубчатых изделий | 1987 |
|
SU1532172A1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
1. УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБЧАТЫХ ЗАГОТОВОК, содержащее контейнер с эластиодюй вставкой, жесткий пуансон и узел прижима заготовки, вьшолиенный, в виде двух последовательно установленных концентрично пуансону колец, одно из которых. смонтировано с возможностью осевого перемещения, и стержней, отличающееся тем, что, с целью расширения его технологических возможностей путем обеспечения возможности раздачи конических оболочек за одну операцию, оно снабжено пластиной, установленной на торце эластичной вставки концентрично пуансону, а другое из указанных колец закреплено на торце контейнера и в нем выполнены отверстия, сквозь которые пропущены стержни, соединяющие пластину и подвижное кольцо. 2. Устройство по п.1, о т л и ч аю щ е ее я тем, что пластина вы-, полнена с калибрующим пояском. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Зубцов М.Е | |||
| Листовая штам- повка | |||
| М., Машиностроение, 1967,с | |||
| Котел | 1921 |
|
SU246A1 |
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
