Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия.
Известно устройство для формообразования тонкостенных усеченных сужающихся оболочек (Пат. 78709 Р.Ф., МПК 7 B21D 20/30, опубл. 10.12.2008), конструкция которого позволяет регулировать давление заготовки на пуансон с помощью эластичного элемента и тем самым получать толщины детали с разным характером ее изменения вдоль образующей. При движении на пуансон действует усилие, равное суммарному усилию, создаваемому выталкивателем и от давления эластичного элемента. Так как эластичный элемент находится в замкнутом объеме, то внутреннее давление в нем зависит от возможного перемещения подкладной плиты, которая создает усилие сопротивления при сжатии эластичного буфера в виде кольца. При этом пуансон, внедряясь в эластичный элемент, перемещает часть объема. Величина перемещения подкладной плиты равна величине сжатия эластичного буфера.
Недостатками этого устройства из-за большой площади эластичной среды, расположенной по всей поверхности заготовки, являются необходимость создания больших усилий прижима по наружному и внутреннему контуру заготовки; применение значительных дополнительных усилий формообразования для реализации процесса.
Наиболее близким по технической сущности является устройство для формообразования оболочек сужающейся формы (Пат. 58055 Российская Федерация, МПК 7 B21D 22/30, опубл. 17.05.2006) из полой конической заготовки путем ее раздачи с растяжением при фиксировании заготовки по большому и малому торцу. Заготовка не перемещается, поскольку она зафиксирована за большой торец между рабочими поверхностями матрицы и прижима. Силы трения, возникающие между заготовкой и пуансоном, блокируют перемещение элементов заготовки, находящихся на ее меньшем основании, и препятствуют утонению заготовки. Конструкция устройства включает пунсон, матрицу, прижим, выталкиватель, подкладную плиту, толкатель и эластичный элемент. Эластичный элемент, установленным между толкателем и выталкивателем, выполнен в виде кольца с прямоугольным сечением, высота которого составляет не более половины рабочей части пуансона, а внутренний диаметр эластичного элемента на 15-25% больше внутреннего диаметра выталкивателя.
Недостаток этого устройства заключается в трудности согласования внешних сил для упорядоченности необходимого усилия сжатия эластичного элемента и величины перемещения внешней силы, приложенной к нему.
Задачей изобретения является получение качественной тонкостенной осесимметричной сужающейся детали без огранки за один ход пресса.
Задача достигается за счет того, что в устройстве для формообразования, содержащем пуансон, верхний плоский прижим, нижний прижим, матрицу, согласно изобретению нижний прижим в средней части имеет цилиндрическую полость, в которой размещен эластичный элемент в виде кольца, наружная поверхность которого выполнена цилиндрической, а внутренняя - конической, причем больший радиус равен радиусу малого торца пуансона, а меньший находится по формуле:
 ,
,
где σв - предел прочности заготовки;
S - толщина заготовки;
α - угол конусности эластичного элемента;
q - давление эластичного элемента;
f - коэффициент трения между заготовкой и эластичным элементом;
R - радиус большего торца детали.
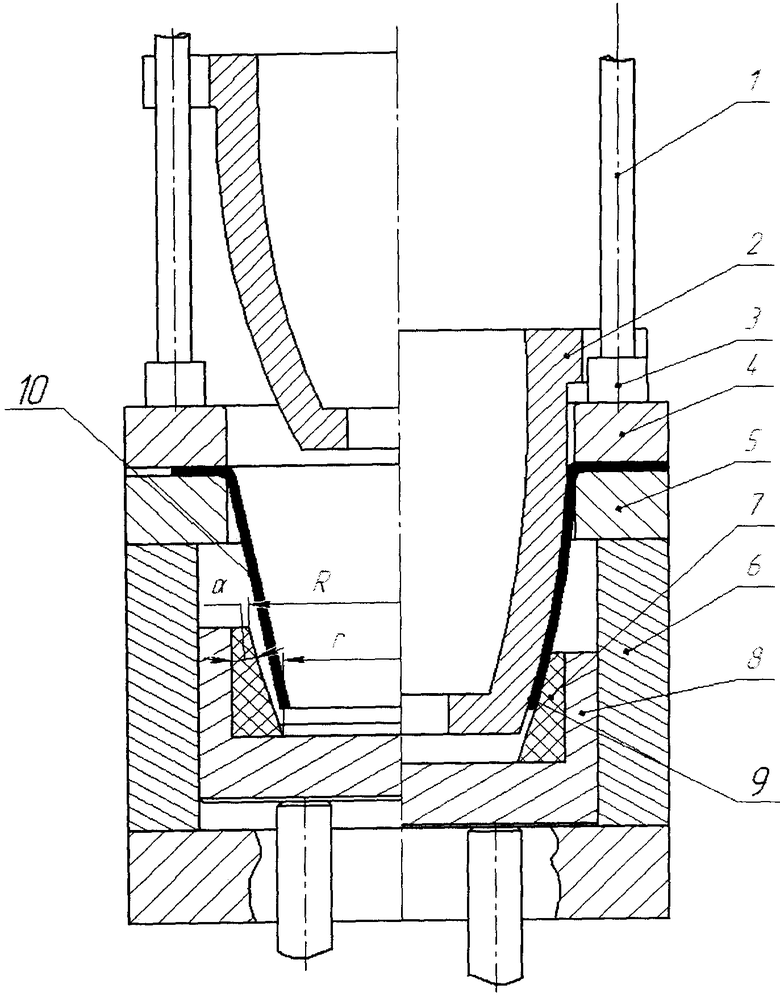
Поставленная задача достигается с помощью устройства, схема которого представлена на чертеже.
Оно состоит из шпилек 1, пуансона 2, пяты 3, верхнего плоского прижима 4, матрицы 5, опорного кольца 6, эластичного элемента в виде кольца 7, нижнего прижима 8, а также детали 9, заготовки 10.
Коническая полая заготовка 10 устанавливается в устройство и фиксируется за большой торец между рабочей матрицей 5 и верхним плоским прижимом 4. При рабочем ходе пуансона 2 осуществляется деформирование путем отбортовки и формовки (осевого растяжения). Деформируемая заготовка не перемещается, поскольку она зафиксирована за большой торец. На I стадии идет процесс отбортовки, пока заготовка не будет зажата между пуансоном 2 и эластичным элементом 7.
Усилие от пуансона передается на эластичный элемент 7, деформируя его и прижимая заготовку, состояние которой определено схемой напряженно-деформированного состояния, соответствующего процессу формовки. При этом заготовка удлиняется вдоль образующей, компенсируя укорачивание при отбортовке на I стадии. Возникающие в результате силы трения на поверхностях заготовка-пуансон и заготовка-эластичный элемент создают меридиональные напряжения, которые способствуют условиям, позволяющим с высокой точностью получать внутреннюю поверхность детали по рабочей поверхности пуансона. При такой схеме практически отсутствует пружинение. Усилие растяжения нижним прижимом можно определить:

Оно не должно превышать усилия разрыва по сечению с радиусом R.

Приравняв (1) и (2), находим:

Предлагаемое устройство позволяет получить деталь с достаточно высокой точностью геометрических размеров, в том числе и по толщине заготовки, облегчая компоновку деталей, например в двигателях ЛА; повысить коэффициент использования материала, тем самым сокращая расход металла.
Изобретение относится к холодной листовой штамповке, в частности к устройствам для формообразования тонкостенных осесимметричных оболочек. Нижний прижим в средней части имеет цилиндрическую полость, в которой размещен эластичный элемент в виде кольца, наружная поверхность которого выполнена цилиндрической, а внутренняя - конической. При этом больший радиус равен радиусу малого торца пуансона, а меньший радиус определен по расчетной формуле. Повышается точность геометрических размеров детали. 1 ил.
Устройство для формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы, содержащее пуансон, верхний плоский прижим, нижний прижим и матрицу, отличающееся тем, что оно снабжено размещенным в цилиндрической полости, выполненной в средней части нижнего прижима, эластичным элементом в виде кольца, наружная поверхность которого выполнена цилиндрической, а внутренняя - конической, больший радиус которой равен радиусу малого торца пуансона, а меньший определен по формуле:
 ,
,
где σв - предел прочности заготовки;
S - толщина заготовки;
α - угол конусности эластичного элемента;
q - давление эластичного элемента;
f - коэффициент трения между заготовкой и эластичным элементом;
R - радиус большего торца детали.
| Устройство для электрической сигнализации о качестве работы подталкивающего паровоза | 1939 |
|
SU58055A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Способ раздачи труб на конус | 1973 |
|
SU534283A1 |
| СПОСОБ РАЗДАЧИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057604C1 |
| DE 202012104513 U1, 04.12.2012 | |||

