Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано, для электроэрозионной обработки колес-турбин, силовых секторов и других деталей с закрытыми криврли нейньми каналами.
Известно устройство для электроэрозионной обработки по двухсторонней схеме криволинейных каналов .в деталях типа тел вращения, закрепленных на шпинделе дел1ительного механизма с возможностью вращения, содержащее кронштейн, установленный с возможностью качания вокруг центральной оси делительногр мехаханизма, поворотные валы электродержателей с электродами, связанные между собой механизмами синхронизации поворота. Устройство позволяет производить обработку довольно узких межпопаточных каналов без подрезания цилиндрических поверхностей бандажа и диска 11.
Однако формообразование профиля лопаток производится в три этапа с перенастройкой органов станка на изменение направления и xap iKтера движения электродов. Переналадка устройства во время обработки на сообщение разнохарактерных движений увеличивает трудоемкость, изготовления колес и снижает точность формообразования.
Кроме этого устройство содержит значительное количество кинематических элементов, профильные кулачки, направляющие, каретки, тяги, пружины, что усложняет конструкцию и обслуживание устройства.
Цель изобретения состоит в повы|Шении точности формообразования и упрощении конструкции. .
Поставленная цель достигается тем, что в устройстве для Электроэрозионной обработки по двусторонней схеме криволинейных каналов в деталях типа тел вращения, закрепляемых на шпинделе делительного механизма с возможностью вращения, содержащам кронштейн, установленньй с возможностью качания .вокруг центральной оси делительного механизма, поворотные валы электрододержателей с электродами, связанные между собой механизмами синхронизахщи поворота, оси валов электрододержателей расположены по касательной к окружности
описанной вокруг центральной оси делительного механизма, причем величина радиуса указанной окружности, расстояние от оси поворота валов электрододержателя до центра сим- . метрии делительного механизма и глубина врезания электродов связаны соотношениями:
5-8,
а/н 5-6;
где г- - величина радиуса окружности,
Сг- расстояние от оси поворота вала до центра симметрии делительного механизма,
м - глубина врезания электрода.
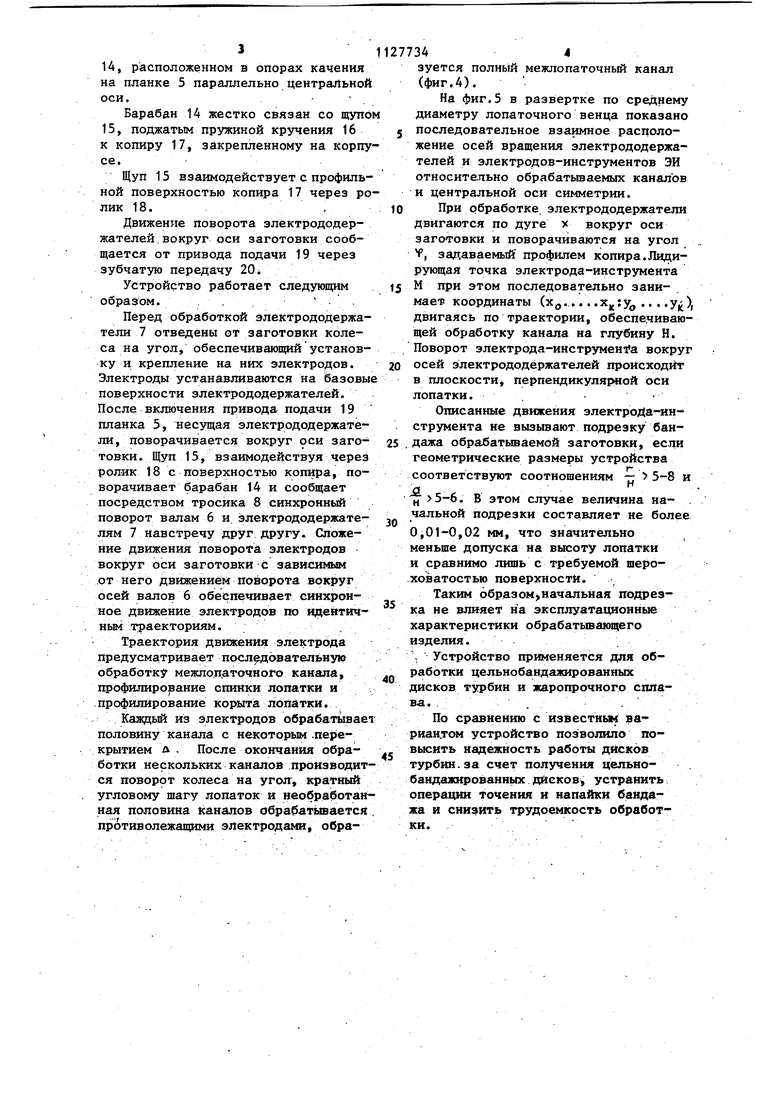
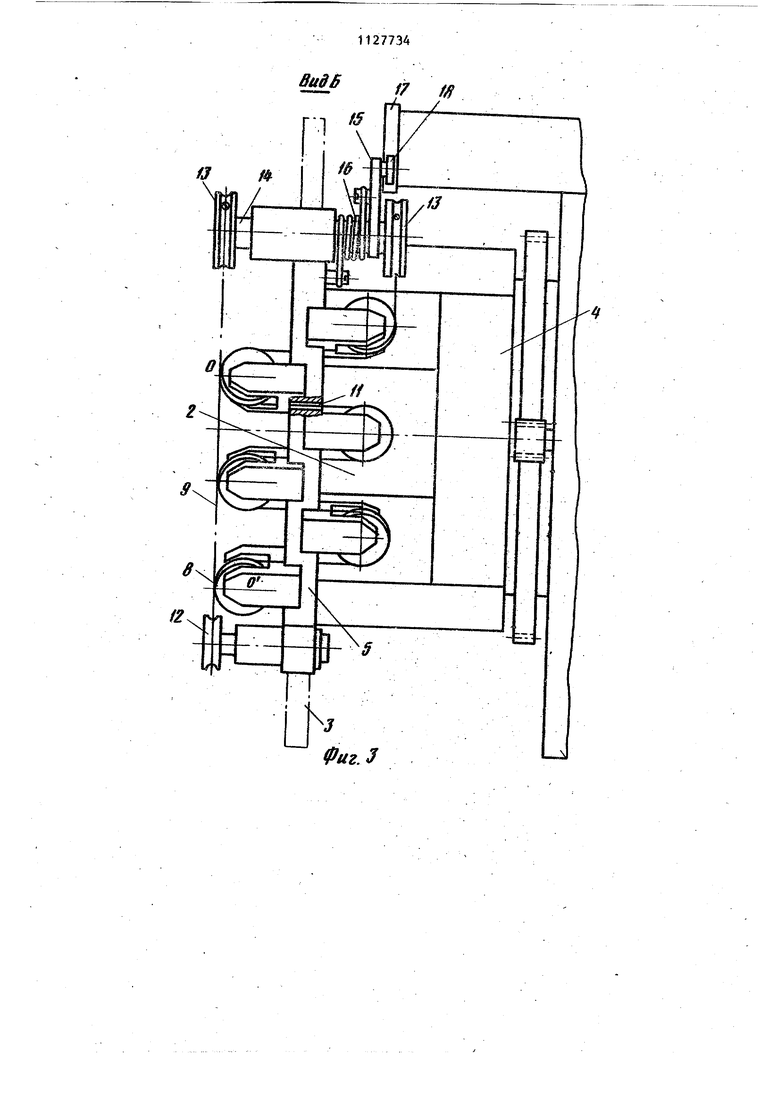
На фиг. 1 показано устройство, общий вид, на фиг.2 - вид А на фиг.1 на фиг. 3 - вид Б на фиг. 1, на фиг. 4 - взаимное расположение электродов и обрабатываемых каналов. На фиг.5 развертка по лопаточному венцу.
Устройство содержит делительный механизм 1, на шпинделе 2 которого устанавливают обрабатываемую деталь 3. На шпинделе 2 установлен кронштейн, состоящий из стойки А и съемной планки 5. На планке 5 по обе стороны обрабатьюаемого колеса установлены валы 6 в опорах качения. На валах установлены электрододержатели 7. Оси вращения валов 6 расположены по касательной к окружности радиуса i, описанной вокруг центральной оси делительного механизма. Оси валов размещаются на расстоянии а от Центра симметрии делительного механизма.
Между размерами ,а и величиной и, показьшающей глубину врезания электрода, сохраняется соотношение
7н 5-8
°1н 5-6
На валах 6 закреплены шкивы 8, последовательно связанные гибким тросиком 9, уложенным в канавки шкивов 8 и зафиксированным от проскальзывания винтами 10.
Ветви тросика 9, соединяющие разносторонние шкивы, располагаются параллельно центральной оси и проходят через отверстия 11, выполненные в планке 5. Тросик 9 охватывает шкив 12 и закрепляется на шкивах 13, закрепленных на барабане
5
14,расположенном в опорах качения на планке 5 параллельно центральной оси.- ,
Барабан 14 жестко связан со щупо
15,поджатым пружиной кручения 16
к копиру 17, закрепленному на корпусе.
Щуп 15 взаимодействует с профильной поверхностью копира 17 через ролик 18.
Движение поворота электрододержателей.вокруг оси заготовки сообщается от привода подачи 19 через зубчатую передачу 20i
Устройство работает следунщим образом. . .
Перед обработкой электрододержатели 7 отведены от заготовки колеса на угол, обеспечивающий установку и крепление на них электродов. Электроды устанавливаются на базовы поверхности электрододержателей. После включения привода подачи 19 планка 5, несущая электрододержатели, поворачивается вокруг оси заготовки . Щуп 15, взаимодействуя через ролик 18 с поверхностью копира, поворачивает барабан 14 и сообщает посредством тросика 8 синхронный поворот валам 6 и. электрододержателям 7 навстречу друг другу. Сложение движения поворота электродов вокруг оси заготовки с зависимым от него движением поворота вокруг осей валов 6 обеспечивает синхронное дв1шение электродов по идентичным траекториям.
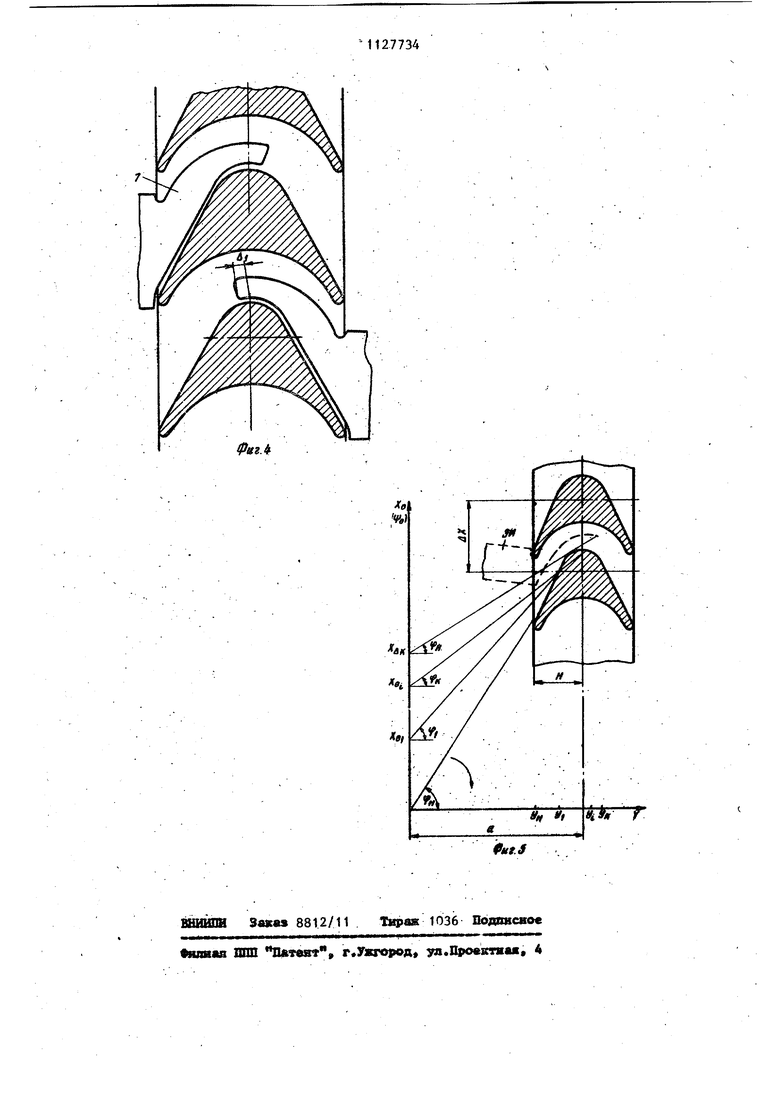
Траектория движения электрбда предусматривает последовательную обработку межлопаточного канала, профилирование спинки лопатки и профилирование корыта лопатки.
Каждьй из электродов обрабатывае половину канала с некоторым .перекрытием д- После окончания обработки нескольких каналов производится поворрт колеса на угол, кратный угловому шагу лопаток и необработанная половина каналов обрабатывается противолежащими электродами, обра77344
зуется полный межлопаточный канал (фиг,4).
На фиг.5 в развертке по среднему диаметру лопаточного венца показано 5 последовательное взаимное расположение осей вращения электрододержателей и электродов-инструментов ЭЙ относительно обрабатьшаемых каналов и центральной оси симметрии.
10 При обработке электрододержатели двигаются по дуге У вокруг оси заготовки и поворачиваются на угол Y, задаваемый профилем копира.Лидирующая точка электрода-инструмента
5 М при этом последовательно занимает координаты (XQ.....х,:у ... .у ), двигаясь по траектории, обеспечивающей обработку канала на глубину Н. Поворот электрода-инструмента вокруг
0 осей электрододержателей происходит в плоскости, перпендикуляр«ой оси лопатки. ,
Описанные движения электрода-инструмента не вызывают подрезку бан5 , дажа обрабатываемой заготовки, если геометрические размеры устройства соответствуют соотношениям - 5-8 и
, В этом случае величина на- . чальной подрезки составляет не более
0,01-0,02 мм, что значительно меньше допуска на высоту лопатки и сравнимо лишь с требуемой шеро.ховатостью поверхности.
Таким образом начальная подрезка не влияет на эксплуатационные характеристики обрабатьтающего изделия.
, Устройство применяется для обработки цельнобандажированных дисков турбин и жарощ очного сплава. .. . . По сравнению с известным вариантом устройство позволило повысить надежность работы дисков турбин.за счет получения цельнобандажированных дисков устранить операции точения и напайки бандажа и снизить трудоешсость обработки.
Фиг. 1 f 13 Вид А
Фт 2 12
ВидВ
/J
Фиг.З
/7 /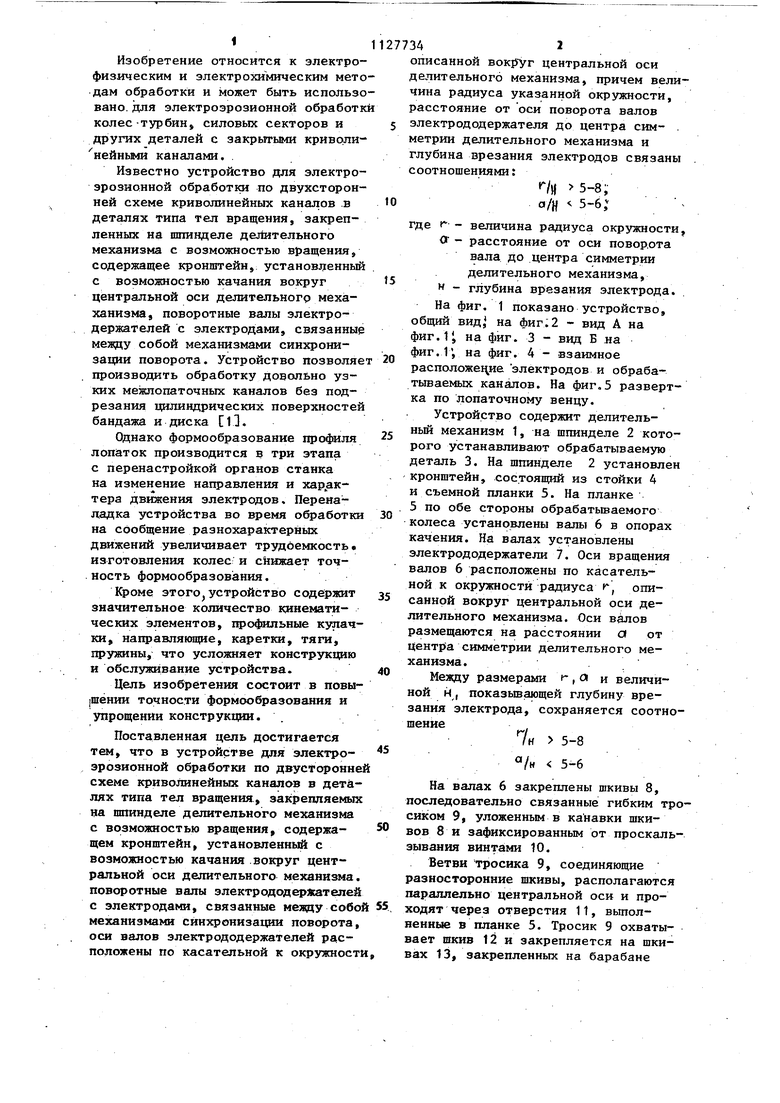
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство к электроэрозионному копировально-прошивочному станку | 1981 |
|
SU973270A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2639201C1 |
| Устройство для электроэрозионного прошивания | 1981 |
|
SU965689A1 |
| Приспособление для электроэрозионной обработки каналов | 1977 |
|
SU669578A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2276633C2 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ по двусторонней схеме криволинейных каналов в дета- лях типа тел вращения, закрепляемых на шпинделе делительного механизма с возможностью вращения, содержащее кронштейн, установленньй с возможностью качания вокруг центральной оси делительного механизма, поворотные валы электрододержателей с электродами, связанные между собой механизмами синхронизации поворота, отличающееся тем, что, с целью повышения точности формообразования и упрощения конструкции, оси валов злектрододержателей расположены по касательной к окружности, описанной вокруг центральной оси делительного механизма, причем величина радиуса указанной окружности, расстояние от оси поворота валов злектрододержателей до центра симметрии делительного механизма и глубина врезания электродов связаны соотношениями i Ун 5-8, (Л /к 5-6, где г значение радиуса окружности; 01 - расстояние от оси поворота вала до симметрии делительного механизма И - глубина врезания электрода. to 00 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
