Изобретение относится к станкам для электроэрозионной и .электрохимической обработки и может найти применение при производстве рабочих колес, турбин А других деталей с криволинейными каналами.
Целью изобретения является упрощение конструкции и повьшёние точности станка.
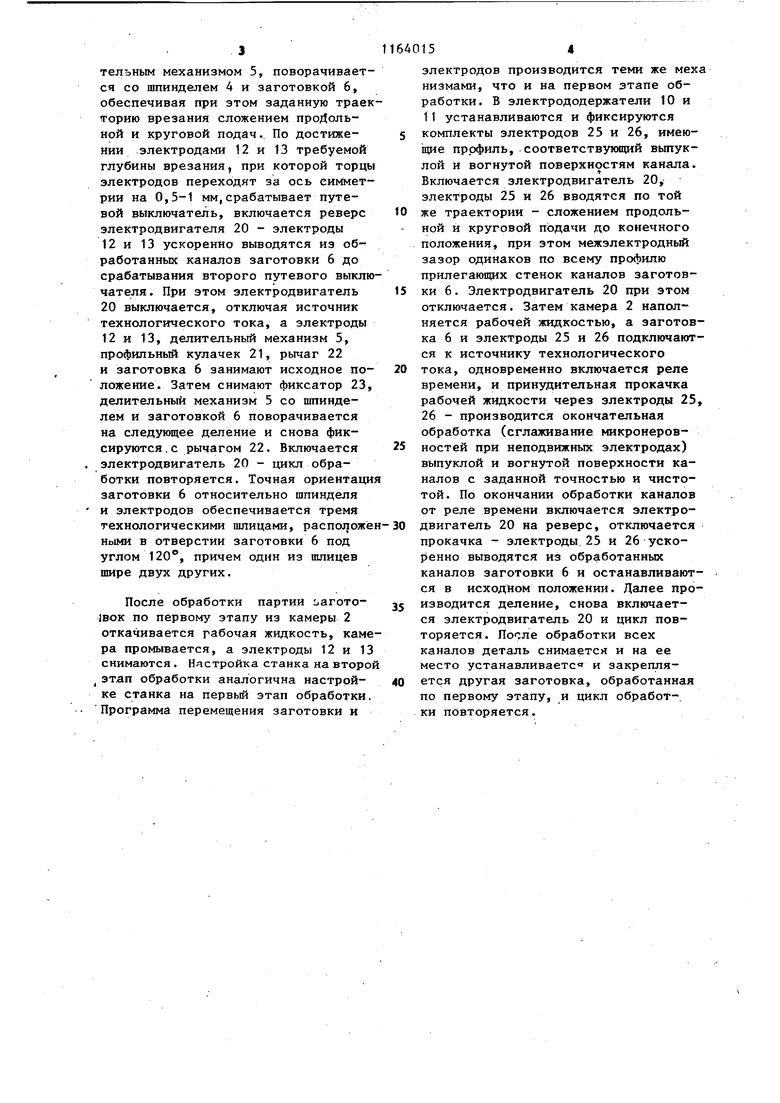
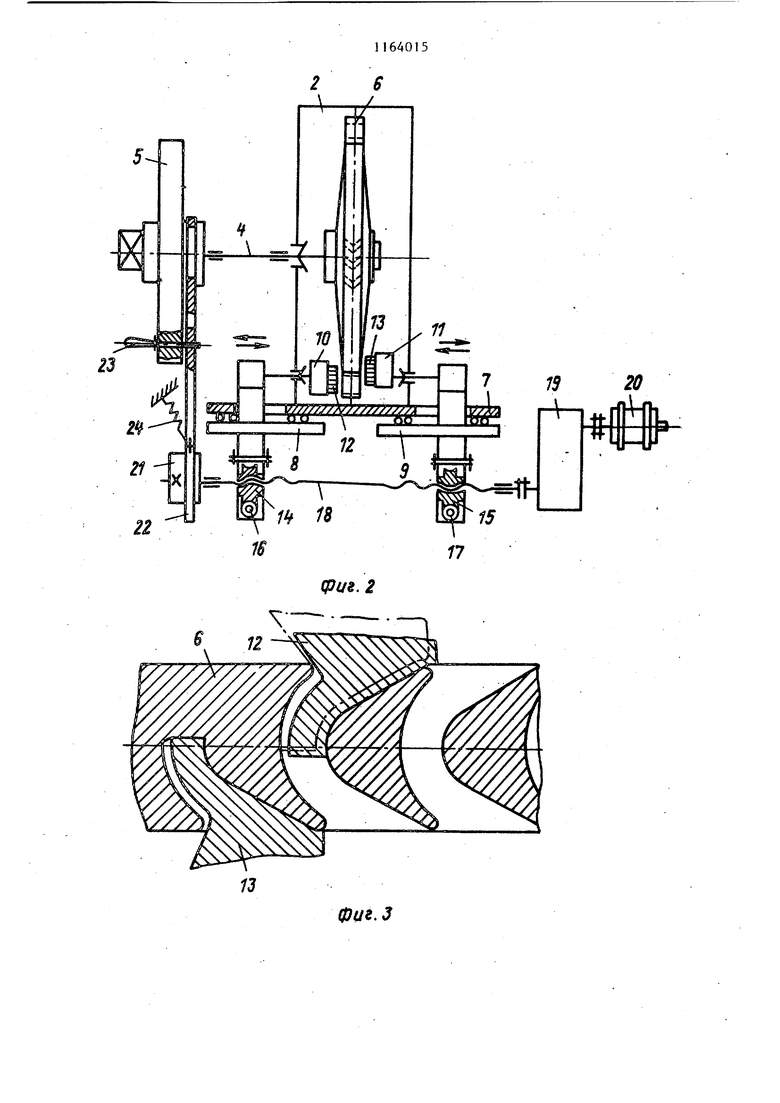
На фиг. 1 изображен предлагаемый станок, общий ВИД; на фиг. 2 - то ж кинематическая схема; на фиг. 3 развертка профильного сечения межлопаточного канала активной турбины и инструмента при электроэрозионной обработке-, на фиг. 4 - то же, для электрохимической обработки.
Станок для электрообработки содержит станину 1, камеру 2 со съемной крьпикой 3, шпиндель 4, снабженный делительным устройством 5 и устройством (не показано) для идентичной установки (точного ориентирования относительно шпинделя и электродов при переустановках) и закрепления заготовки 6. На направляющей плите 7 расположены с возможностью продольных перемещений каретки 8 и 9, на валах которых закреплены съемные многопрзиционные электрододержатели 10 и 11 для комплекта электродов 12 и 13 (фиг. 2). Электр од од ержател и 10 и 11 и электроды смещены друг относительно друга по окружности каналов на угол, кратный углу между двумя соседними каналами детали. Механизм продольной подачи электродов имеет два .корпуса, жестко закрепленных на каретках 8 и 9, в коюрых размещаются гайки 14 и 15 соответственно с левой и правой нарезкой одного шага, выполненные в виде червячных колес, спаренные с червяками 16 и 17, предназначенными для независимы перемещений кареток 8 и 9 при настройке станка. Гайки 14 и 15 соединены с ходовым винтом 18, снабженным соответственно левой и право нарезками одного шага, связанного с редуктором.19 и электродвигателем
20.Механизм круговой подачи заготовки 6 имеет профильньй кулачок
21,жестко посажеаньй на ходовой винт 18, рычаг 22, шарнирно смонтироваиньй соосно со шпинделем устройства 5 с возможностью фиксации на нем фиксатором 23. Рычаг 22
контактирует с рабочей поверхностью профильного кулачка 21, причем прижим рычага к кулачку обеспечивается пружиной 24. Профильный кулачок 21 и рычаг 22 имеют установочные риски, совмещение которых соответствует исходному положению электродов 12 и 13. Ограничение хода конечного и исходного положений электродов
12 и 13, реверсирование привода на
ускоренный вывод электродов из обработанных каналов, а также включение и выключение технологического тока производится путевыми выключателями и реле времени (не показаны).
Обработка каналов заготовки 6 производится одновременно с обеих сторон в два этапа. На первом этапе ведется электроэрозионная обработка партии заготовок, на втором - электрохимическая, с принудительной прокачкой рабочей жидкости в межэлектродном зазоре.
Станок работает следующим образом. При снятой верхней крьш1ке 3 (фиг. 1 и 2) камеры 2 заготовка 6 устанавливается с точной ориентировкой на шпинделе 4 и закрепляется.
Регулировочными червяками 16 и 17 электрододержатели 10 и 11. устанавливаются на заданное расстояние от торцов заготовки 6 и совмещаются риски на кулачке 21 и рьмаге 22, соответствующие исходному положению элек
тродов. На каждый из электрододержателей 10 и 11 устанавливаются и фиксируются комплекты электродов 12 и 13. На направляющей плите 7 устанавливаются путевые выключатели. Камера 2 наполняется рабочей жидкостью, а заготовка 6 и электроды 12 и 13 подключаются к генератору технологического тока. Затем вклюj чается электродвигатель 20, от которого через редуктор 19 передается равномерное вращательное движение ходовому винту 18. При этом гайки 14 и 15, каретки 8 и 9 с электродами 12 и 13 синхронно перемещаются навстречу друг другу параллельно оси заготовки 6 к ее торцам. Одновременно с механизмом продольной подачи по достижении электродами 12 и 13 торцов заготовки 6 включается в работу механизм круговой подачи заготовки. Рычаг 22, взаимодействующий с профильным кулачком 21, связанный фиксатором 23 с делительным механизмом 5, поворачивается со шпинделем 4 и заготовкой 6, обеспечивая при этом заданную траекторию врезания сложением проДольной и круговой подач. По достиже- s НИИ электродами 12 и 13 требуемой глубины врезания, при которой торцы электродов переходят за ось симметрии на 0,5-1 мм,срабатывает путевой выключатель, включается реверс Ю электродвигателя 20 - электроды 12 и 13 ускоренно выводятся из обработанных каналов заготовки 6 до срабатывания второго путевого выключателя. При этом электродвигатель 15 20 выключается, отключая источник технологического тока, а электроды 12 и 13, делительный механизм 5, профильный кулачек 21, рычаг 22 и заготовка 6 занимают исходное по- 20 ложение. Затем снимают фиксатор 23, делительный механизм 5 со шпинделем и заготовкой 6 поворачивается на следующее деление и снова фиксируются ,с рычагом 22. Включается 25 электродвигатель 20 - цикл обработки повторяется. Точная ориентация заготовки 6 относительно шпинделя и электродов обеспечивается тремя технологическими шлицами, расположён-30 ными в отверстии заготовки 6 под углом 120°, причем один из шлицев шире двух других.
После обработки партии ьагото- j, ок по первому этапу из камеры 2 откачивается рабочая жидкость, камера промывается, а электроды 12 и 13 снимаются . Настройка станка на второй этап обработки аналогична настрой- 40 ке станка на первый этап обработки. Программа перемещения заготовки и
электродов производится теми же мех низмами, что и на первом этапе обработки. В электрододержатели 10 и 11 устанавливаются и фиксируются комплекты электродов 25 и 26, имеющие профиль, соответствующий выпуклой и вогнутой поверхностям канала. Включается электродвигатель 20, электроды 25 и 26 вводятся по той же траектории - сложением продольной и круговой подачи до конечного положения, при этом межэлектродный зазор одинаков по всему профилю прилегающих стенок каналов заготовки 6. Электродвигатель 20 при этом отключается. Затем камера 2 наполняется рабочей жидкостью, а заготовка 6 и электроды 25 и 26 подключаются к источнику технологического тока, одновременно включается реле времени, и принудительная прокачка рабочей жидкости через электроды 25 26 - производится окончательная обработка (сглаживание микронеровностей при неподвижных электродах) выпуклой и вогнутой поверхности каналов с заданной точностью и чистотой. По окончании обработки каналов от реле времени включается электродвигатель 20 на реверс, отключается прокачка - электроды.25 и 26 ускоренно выводятся из обработанных каналов заготовки 6 и останавливаются в исходном положении. Далее производится деление, снова включается электродвигатель 20 и цикл повторяется. После обработки всех каналов деталь снимается и на ее место устанавливаете и закрепляется другая заготовка, обработанная по первому этапу, и цикл обработ-. ки повторяется.
W 12
фиг.1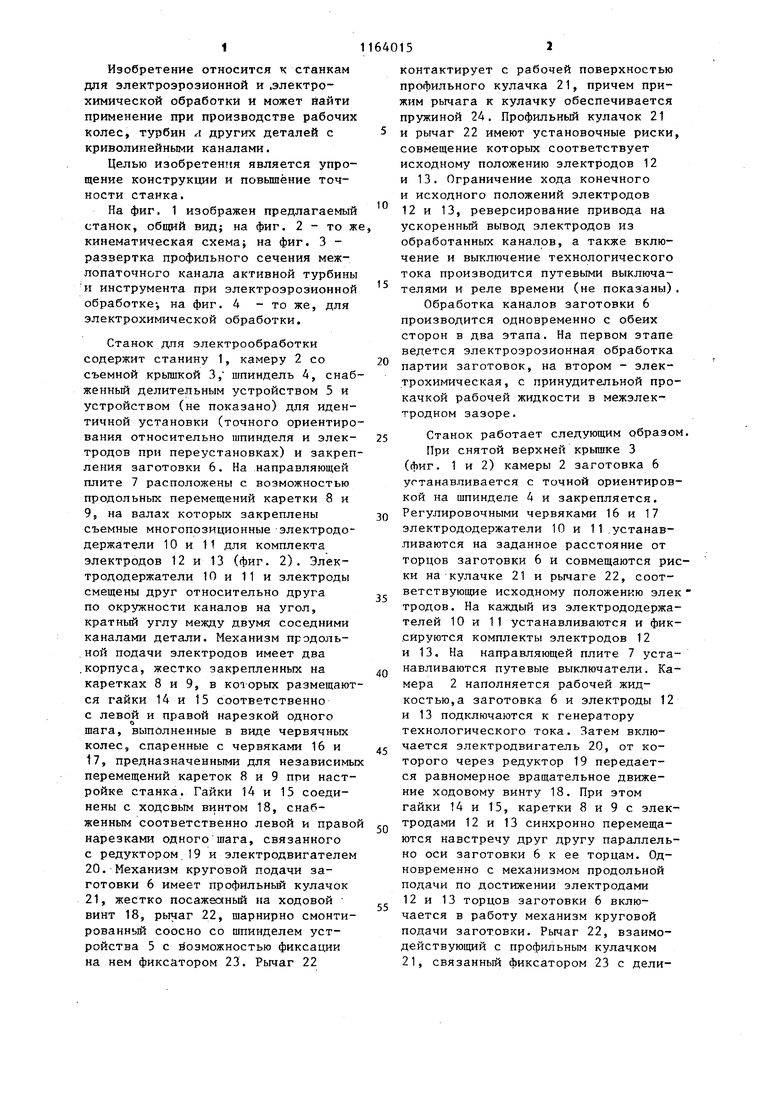
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1127734A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Устройство к электроэрозионномуКОпиРОВАльНО-пРОшиВОчНОМу СТАНКу | 1979 |
|
SU831472A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU770718A1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| Устройство к электроэрозионному копировально-прошивочному станку | 1981 |
|
SU973270A1 |

1. СТАНОК ДЛЯ ЭЛЕКТРООБРАБОТКИ криволинейных каналов в деталях типа роторов, содержащий камеру, шпинделт с делительным устройством, механизм круговой подачи и механизм подачи двзгх кареток с электрододержателями, отличающийся тем, что,с цепью упрощения конструкции и повышения точности работы станка, каретки с электрододержатепями расположены с обеих сторон обрабатываемой детали с возможностью перемещений параллельно ее оси, причем механизм подачи кареток выполнен в виде ходового винта с правой и левой резьбой одного шага и двух сопряженных с ним гаек, закрепленных в корпусах кареток, а механизм круговой подачи кинематически связан с механизмом подачи кареток и выполйен в виде подпружиненного, рычага, который шарнирно установлен на оси шпинделя с возможностью фиксации на диск.е делительного устройства и взаимодействия с профильным кулачком, жестко установленным на ходовом винте. 2. Станок по п. 1, отличающийся тем, что, с целью повышения удобства обслуживания (fl и точности настройки станка, по крайней мере Юдна гайка механизма подачи кареток выполнена в виде червячного колеса и ЕзаиМодейстВ5(ет с червяком, установленным с возможност ью вращения в корпусе ка2 ретки.
фиг.З
| Станок для электроэрозионной обработки криволинейных каналов | 1972 |
|
SU506480A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
