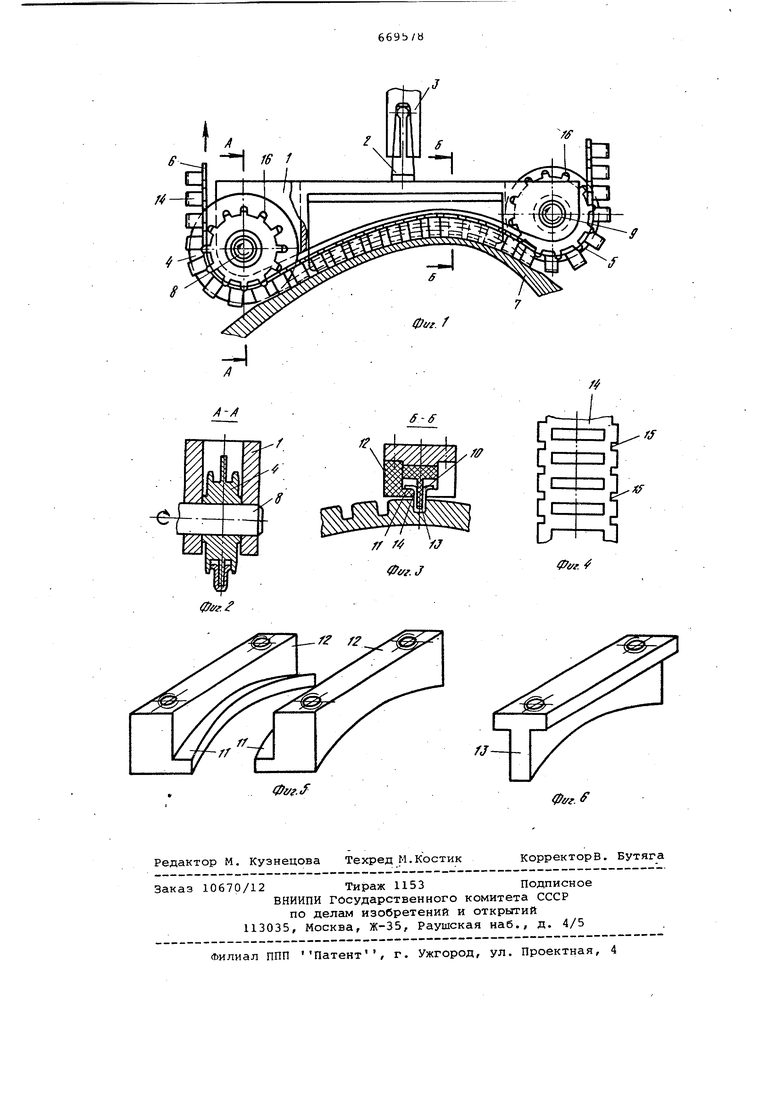
электрод-инструмент 6, при помощи которого обрабатывается канал в заготовке 7.
Шкивы вращаются на осях 8 и 9, которые закреплены на траверсе 1. Ось 8 шкива 4 соединена с приводом «вращения, а ось шкива 5 с механизмом натяжения (привод и механизм натяжения на фиг.1 не показаны).
Электрод-инструмент представляет собой желоб с отогнутыми краями,которые выполняют роль технологических направляющих 10, опирающихся на боковые выступы 11 копира, состоящего из двух.симметричных частей 12. Фиксация электрода осуществляется центрирующим ребром 13, которое входит в желоб и в совокупности с выступами 11 копира производит калибровку рабочей части электрода.
С целью увеличения гибких свойств электрода-инструмента б его рабочая часть 14 выполнена перфорированной. Изготовление продольно-поперечных прорезей 15 на технологических направляющих гибкого электрода-инструмента 6 и выступов 16 на внешних контурах шкивов 4 и 5 электродопротяжного механизма способствуют, плотному прижатию технологических направляющих электрода-инструмента, к, направляющим выступам копира и, как следствие этого, точному формообразованию дна обрабатываемого канала нижней част.ью электрода-инструмейта при его протягивании через приспособление. Электрод-инструмент изготовляется из металлической ленты с применением операций вырубки и гибки .
Обработка с помощью приспособления осуществляется следующим образом.
В исходном положении траверса 1 вместе с копиром, электродопротяжным механизмом, включающим шкивы 4 и 5,вращающиеся на осях 8 и 9, и гибким электродом-инструментом 6 отведена от обрабатываемой заготовки 7.
Одновременно с включением злектроэрозионного станка и источника технологического тока включается привод электродопротяжного механизма И гибкий электрод-инструмент 6 со шкива 5 скользит по копиру на ведущий шкив 4. Кроме этого перемещения электрод-инструмент вместе с траверсой совершает рабочее поступательное перемещение к обрабатываемой заготовке, в результате чего в заготовке 7 происходит формообразование канала, профиль которого определяется формой копира и электрода-инструмента.
После нарезания канала на всю глубину производится отвод шпинделя станка с приспособлением в исходное
положение, поворот заготовки на одно деление, обработка следующего канала и т.д.
Применение предлагаемого приспособления позволит значительно повысить точность и производительность обработки, снизить затраты da изготовление и периодическую правку электродов-инструментов, сократить объем последующих доводочных работ.
Формула изобретения 1. Приспособление для электроэрозионной обработки каналов электродом-инструментом, перемещаемыгл элект родопротяжным механизмом вдоль профиля канала по копиру, снабженному направляющим элементом, о т л и ч а5 ю щ е е с я тем, что, с целью обеспечения возможности обработки каналов на криволинейных поверхностях, электрод-инструмент выполнен в виде желоба с отогнутыми краями, копир
0 снабжен направляющими выступами, на которые опираются отогнутые края электрода, а направляющий элемент выполнен в виде ребра, входящего в желоб..
2. Приспособление по п. 1, отличающееся тем, что, с целью повышения гибкости электродаинструмента, он выполнен перфорированным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки | 1983 |
|
SU1127734A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Станок для электроэрозионного вырезания проволочным электродом сложноконтурных объемных деталей | 1985 |
|
SU1268329A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК | 1993 |
|
RU2102170C1 |