Изобретение относится к способам изготовления сталеалюминневого контактного (троллейного) провода со стальным профилированным сердечником, опрессованным алюминием или алюминиевым сплавом.
D настоящее время для этой цели применяют прокатку, волочение, обкатку и сварку.
Предлагаемый способ состоит в горячем опрессовании провода прн помощи профилированных дорна и матрицы, что улучщает электрический и механический контакт) между стальной и алюминиевой частями провода.
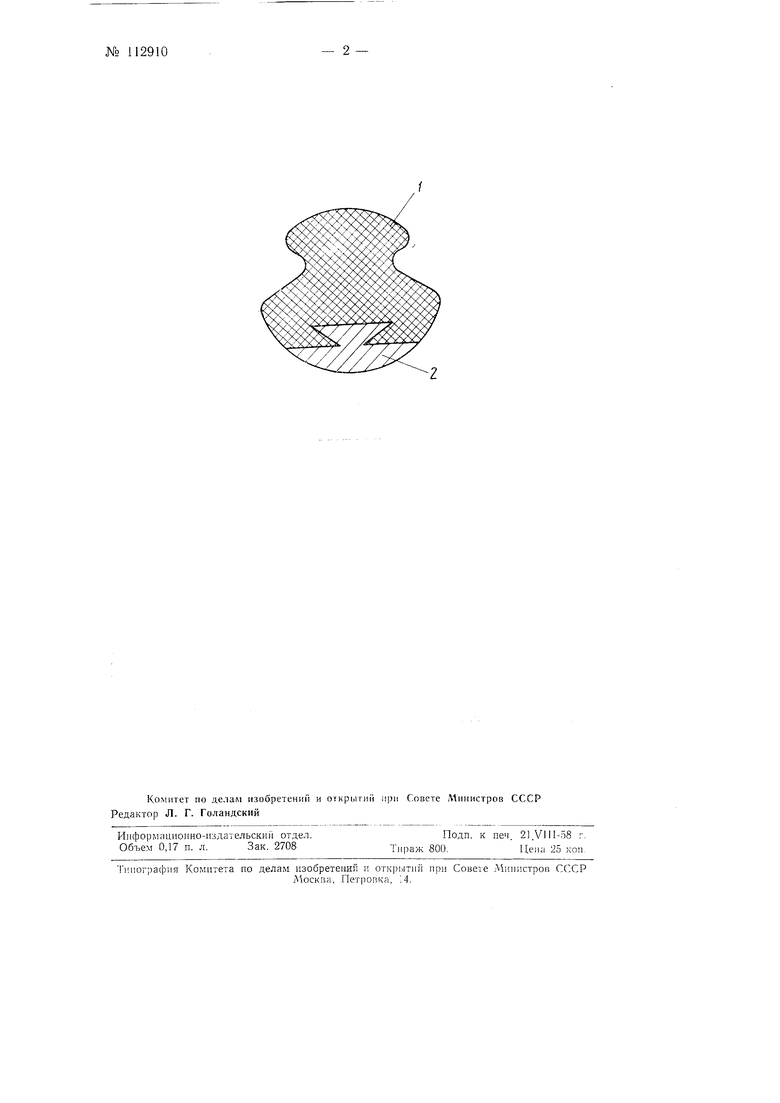
На чертеже показана конструкция провода, выполненного по предложепному способу.
Здесь: 1 - алюминиевая токоведущая часть провода, 2 - стальная контактная часть, обеспечивающая механическую прочность и малое истирание провода.
Предмет и з о б |э е т е н и я
Способ изготовления сталеалюминиевого контактного (троллейного) провода со стальным профилированным сердечником, опрессованным алюминие, или алюминиевым сплавом, о т л и ч а ю щ и и с я тем, что, с целью улучщения электрического и механического контактов между стальной и алюминиевой частялпт провода, соединение их производят по методу горячего опрессования при помощи профилированных дорна и матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического стале-алюминиевого провода | 1951 |
|
SU110456A1 |
| Плавающий электрический кабель | 1947 |
|
SU78139A1 |
| Способ изготовления маслонаполненных кабелей | 1960 |
|
SU139694A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО СТАЛЕАЛЮМИНИЕВОГО ПРОВОДА | 2006 |
|
RU2351485C2 |
| Способ опрессовки зажимов для гибких элементов | 1975 |
|
SU573833A1 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ КОМБИНИРОВАННОГО ТИПА | 2004 |
|
RU2272343C1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1980 |
|
SU881136A1 |
| НАТЯЖНОЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2016 |
|
RU2631837C2 |
| Способ изготовления сталеалюминиевой проволоки | 1978 |
|
SU729265A1 |
| СОЕДИНИТЕЛЬНЫЙ ЗАЖИМ | 2004 |
|
RU2258988C1 |