(54) СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕАЛЮМИНИЕВОЙ ПРОВОЛОКИ
I
Изобретение относится к метизному производству, а именно к изготовлению проволоки, применяемой преимущественно в воздушных линиях связи и электропередач.
Известен способ изготовления сталеалюминиевой проволоки, включающий обезжиривание, аустенизацию заготовоки, алюминирование в расплаве алюминия с добавкой кремния, охлаждение в расплаве селитры (патентирование), охлаждение воздухом и горячей водой, подготовку поверхности и волочение на заданный размер.
Недостатком известного способа является сложность технологии и необходимость создания специальных ванн для расплава алюминия 1.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления сталеалюминиевой проволоки, включающий выпрессовывание алюминиевой оболочки на проволоку через зазор между дорном и матрицей гидравлического пресса и последующее волочение через фильеру лолученной биметаллической проволоки 2. Недостатком известного способа является относительно низкая долговечность проволоки.
Целью изобретения является повышение долговечности проволоки.
Это достигается тем, что в известном способе изготовления сталеалюминиевой проволоки, включающем опрессование непрерывно движущегося стального сердечника алюминиевой оболочкой и последующее волочение, производят нагрев проволоки после ее волочения до 280-350°С и выдерж10ку в течение 30-60 мин с последующим охлаждением, например, в воде. При этом меняется структура оболочки.
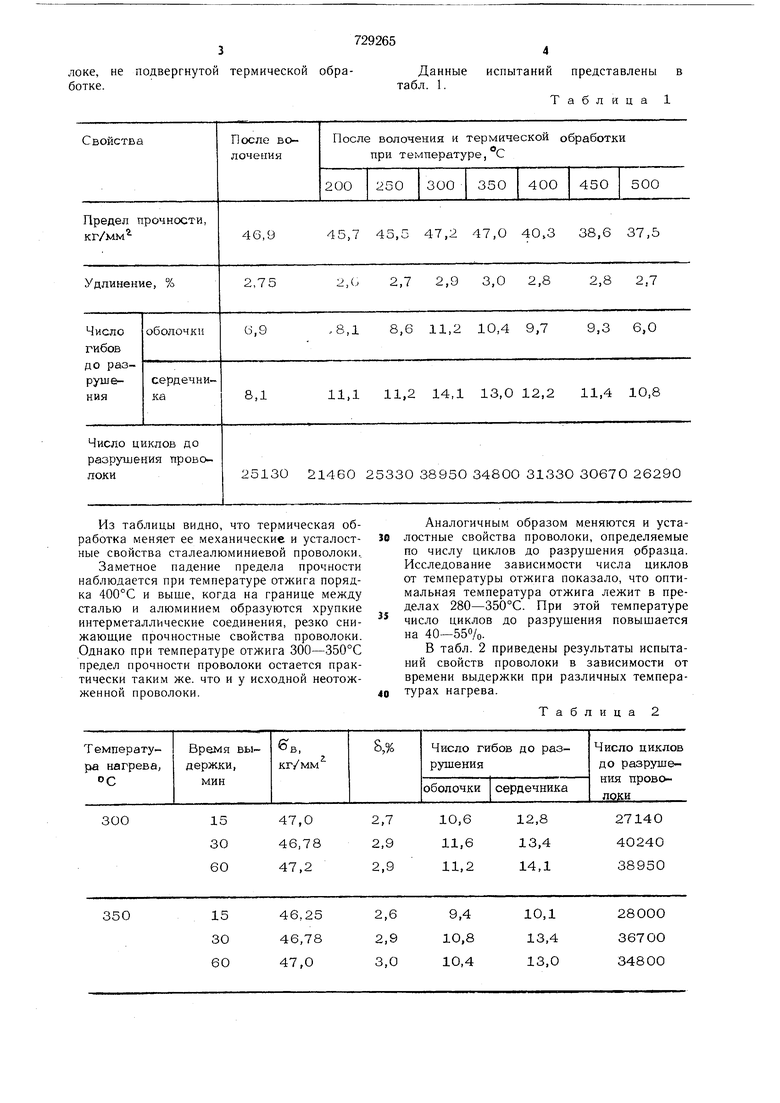
Пример. Изготовленные бунты сталеалю,j миниевой проволоки диаметром 4,3 мм, применяемой для воздущных линий связи, с сердечником из стали марки 15Г после волочения на готовый размер нагревали в селитровой ванне до различных температур, выдерживали и охлаждали в воде. После обработки определяли механические свойства, число гибов и число циклов до разрушения проволоки. Для получения сравнительных данных параллельно проводили весь комплекс вышеуказанных испытаний на проволоке, не подвергнутой термической обработке.
Данные испытаний представлены в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1973 |
|
SU464352A2 |
| Способ изготовления сталеалюминиевой проволоки | 1982 |
|
SU1066694A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1983 |
|
SU1117325A2 |
| Способ получения проводника из сплава системы Al-Fe | 2022 |
|
RU2815427C1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1985 |
|
SU1331612A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕАЛЮМИНИЕВОЙ ПРОВОЛОКИ | 1972 |
|
SU359078A1 |
| Способ получения термостойкой проволоки из алюминиево-кальциевого сплава | 2021 |
|
RU2767091C1 |
| Способ изготовления биметаллической проволоки | 1973 |
|
SU464632A1 |
| Способ получения термостойкой высокопрочной проволоки из алюминиевого сплава | 2022 |
|
RU2778037C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛИДА ТИТАНА | 2008 |
|
RU2374356C1 |
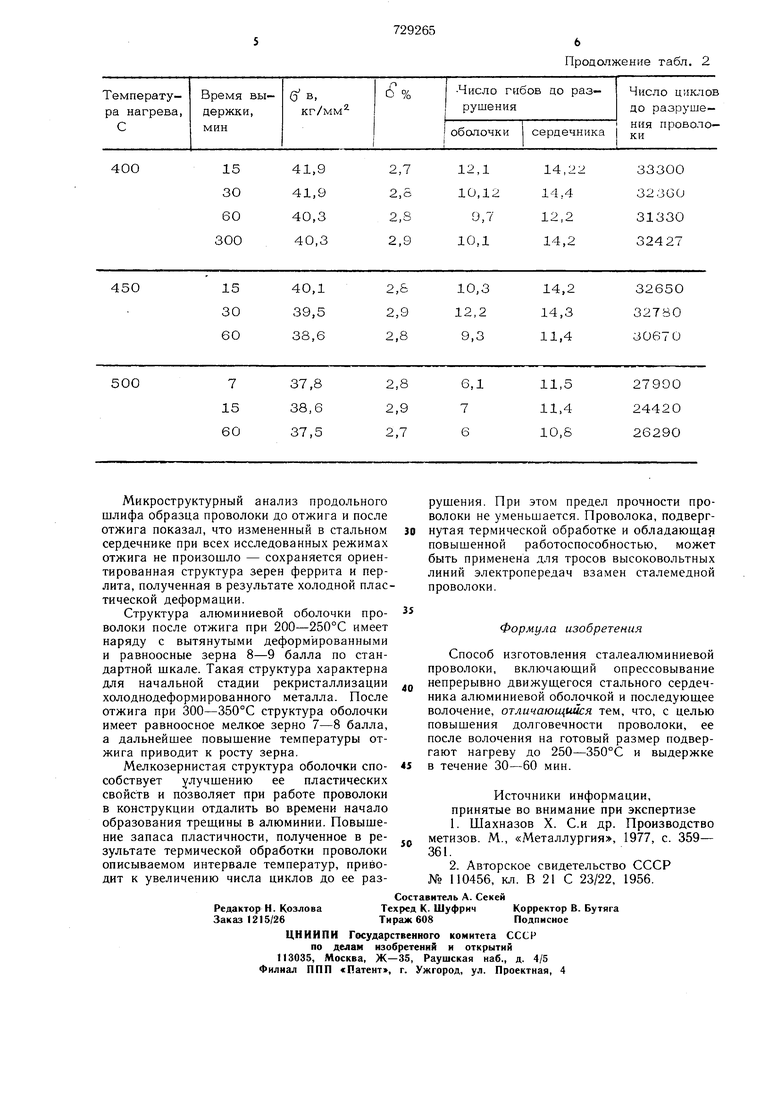
Из таблицы видно, что термическая обработка меняет ее механические и усталостные свойства сталеалюминиевой проволоки.. Заметное падение предела прочности наблюдается при температуре отжига порядка 400°С и выше, когда на границе между сталью и алюминием образуются хрупкие интерметаллические соединения, резко снижающие прочностные свойства проволоки. Однако при температуре отжига 300-350°С предел прочности проволоки остается практически таким же. что и у исходной неотожженной проволоки. Аналогичным образом меняются и усталостные свойства проволоки, определяемые по числу циклов до разрушения образца. Исследование зависимости числа циклов от температуры отжига показало, что оптимальная температура отжига лежит в пределах 280-350°С. При этой температуре число циклов до разрушения повышается на 40-55%. В табл. 2 приведены результаты испытаний свойств проволоки в зависимости от времени выдержки при различных температурах нагрева. Таблица 2
Продолжение табл. 2
