Предметом изобретения является способ изготовления биметалличеокОГо стале-алюминисзого провода для линий связи и электропередач.
Обычно для междугородных линий связи применяется биметаллическая проволока, состоящая из стального сердечника с нанесенным па него слоем меди, или медная проволока. Однако применяемый способ производства медных биметаллических проводов крайне сложен и связан с больп им расходом меди.
Предлагаемая конструкция биметаллического провода представляет собой сердечпик (стальную проволоку), покрытый слоем алюминия. Эта конструкция позволяет сохранить все механические и электрические характеристики стале-медного биметаллического провода.
Преимуп1еством ста л е-алюминиевых бимета,1лических троводов, кроме отказа от меди, является значительное облегче;и е их веса по сравнению со стале-медными проводами.
Известным способом получения биметал.мических проводов до сего
времени не удавалос, получить качественного стале-алюминиевого провода.
Предлагаемый способ является более простым но сравнению с суН-1,ествуюп,ими способами изготовлг}1ия бимета;1лических проводов и обеспечивает иолучение качественпых проводов.
В описываемом способе изготовления стале-а.гюминиевых бкметал:шче-:к-1 х проводов нанесение алюминиевой оболочки на стальную
проволоку НрОИЗВОДИТ Я nyTCN ВЫпресссвывания на проволоку алюминия через зазор между дорпом и матрице гидрав.аического Tipecca.
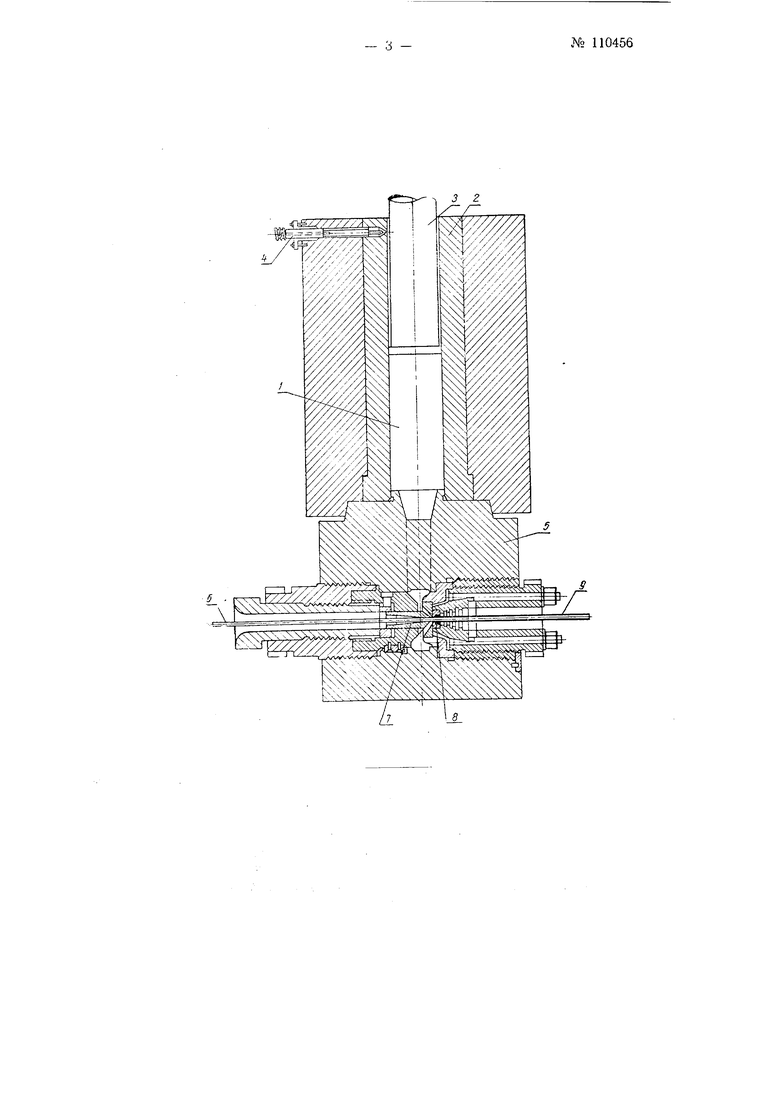
На чертеже изображена схема прессования биметаллическо ; проволоки на вepтикaлl)HO г/.дразлическом прессе.
Предлагаемый способ заключается в следующем.
Пагретые алюминиевые с.ппки ии.)индрической формы 1 зпк.ча.дываются в ре и1пиент (KOHTeiiHCjV) 2 пресса, отверстие которого закрывается алюминиевым диском диаметром, несколько больн1пм диаметра отверстия реципиента. Опускающимся штоком t) срезается алюминиевый диск, при этом реципиент герметизируется и воздзх из пего удаляется с помощью вакуумного насоса 4, что исключает возможность образо:вания воздушных пузырей и разрывов в алюминие1вой оболочке провода. При прессовании из реципиента 2 в головку 5 пресса выдавливается алюминий, кото1рый выпрессовывается на стальную проволоку 6 через зазор между дорпом 7 и матрицей 8.
Готовый биметаллический провод для получения определенного диаметра может быть протянут через фильеру.
Готовая стале-алюмИНиевая проволока 9 наматывается на барабан
приемного устройили катушку ства.
П р е д м ет изобретения
1.Способ изготовления биметаллического стале-алюминиевого провода, отличающий с.я тем, что, с целью получения алюминиевой оболочки на проволоке, алюминий выпрессовывается на проволоку через зазор .между дорном и матрицей идравлического пресса.
2.Способ изготовления биметаллического стале-алюминиевого провода по п. 1, отличающийся тем, что, с целью калибровки сталеалюмиииевого провода, он подвер -ается волочению через фильеру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сталеалюминевого контактного (троллейного) провода | 1954 |
|
SU112910A1 |
| Плавающий электрический кабель | 1947 |
|
SU78139A1 |
| Способ изготовления маслонаполненных кабелей | 1960 |
|
SU139694A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ПРОВОЛОКИ | 2013 |
|
RU2557378C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
| ПРОВОЛОКА С КОМПОЗИЦИОННЫМ СЕРДЕЧНИКОМ | 2009 |
|
RU2387035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА, ПРЕИМУЩЕСТВЕННО СТАЛЕАЛЮМИНИЕВОГО | 2007 |
|
RU2351486C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО СТАЛЕАЛЮМИНИЕВОГО ПРОВОДА | 2006 |
|
RU2351485C2 |
| Способ изготовления длинномерных биметаллических изделий из различных по пластическим свойствам порошков | 1987 |
|
SU1477524A1 |