Изобретение относится к области электротехники, а именно к конструкциям и способам изготовления контактных сталеалюминиевых проводов, предназначенных для питания энергией электрифицированного транспорта.
Известен способ изготовления контактного сталеалюминиевого провода, по которому стальную часть сложного профиля, имеющую основание контактной части, выполненное по радиусу, и токопроводящую часть из алюминиевого профиля, содержащую головку и шейку, соединяют методом холодной прокатки. (Н.И.Белоруссов и др. Электрические кабели, провода и шнуры. М.: Энергоатомиздат, 1988 г, с.43-45).
Однако указанный провод имеет недостатки:
- неплотность контакта стальной и алюминиевой частей в процессе изготовления, что приводит к большим переходным сопротивлениям и значительным потерям электроэнергии;
- наличие расслоения провода (стальной и алюминиевой частей) в местах деформаций при изгибах и др., которое нормируется и не должно быть более 1,2 мм, что также приводит к потерям электроэнергии;
- наличие коррозии, так как оба элемента провода (стальная и алюминиевая части) не защищены от попадания влаги, что приводит к разрушению провода;
- съем напряжения токосъемниками производится из стальной части провода, что приводит к дополнительным потерям электроэнергии в стальной части провода из-за высокого удельного сопротивления стали по сравнению с алюминием;
- значительная трудоемкость изготовления провода из-за сложного стального профиля и соответственно усложнения охватывающего его алюминиевого профиля.
Прототипом является способ наложения алюминиевых оболочек на кабели (провода). По способу на сердечник кабеля накладывают на алюминиевом прессе кольцевой слой выпрессованного алюминия с помощью технологического инструмента в виде матрицы и дорна, имеющего, по крайней мере, одну конусную рабочую поверхность. Температура в зоне прессования алюминия составляет порядка 460-500°С. Сразу после инструмента: дорна и матрицы, кабель попадает в душирующее устройство, чтобы не сгорела изоляция кабеля. Температура после охлаждения водой должна быть для кабелей с полиэтиленовой изоляцией 50°С, а для других кабелей 70°С. Затем производят намотку кабеля на приемный барабан (Производство кабелей и проводов». Под редакцией Н.И.Белоруссова и И.Б.Пешкова. М.: Энергоатомиздат. 1981 г. Глава 11.7. Технология прессования алюминиевых оболочек. С.479-485).
Недостатком способа является то, что кабель (провод) сразу после инструмента: дорна и матрицы, попадает в душирующее устройство, в результате чего происходит расслоение сердечника и выпрессовываемого алюминия, что уменьшает разрывную прочность провода и увеличивает потери. Кроме того, с помощью дорна с одной рабочей конусной поверхностью невозможно наложить на стальной сердечник сложный алюминиевый профиль с различными толщинами стенок.
В основу настоящего изобретения поставлена задача - создать такой способ изготовления контактного сталеалюминиевого провода, в котором новое выполнение операций, новая их совокупность, новый технологический инструмент, новый температурный режим позволили бы изготовить провод сложного профиля, повысить стойкость провода к растягивающим нагрузкам, уменьшить электрическое сопротивление провода и потери.
Поставленная задача решается тем, что по способу изготовления контактного сталеалюминиевого провода, включающему наложение на сердечник на алюминиевом прессе кольцевого слоя выпрессованного алюминия с помощью технологического инструмента в виде матрицы и дорна, имеющего, по крайней мере, одну конусную рабочую поверхность, охлаждение водой и намотку на приемный барабан, согласно изобретению стальной сердечник выполняют из одной стальной круглой проволоки, при этом дорн имеет рабочую поверхность в виде двух сопрягающихся конусных поверхностей, причем угол конуса со стороны головки провода больше, чем острый угол конуса со стороны основания провода, а охлаждение провода водой проводят на расстоянии не менее 1,5 м от зоны прессования алюминия.
Преимущества предлагаемого способа заключаются в том, что выполняют стальной сердечник из одной стальной круглой проволоки, при этом дорн имеет рабочую поверхность в виде двух сопрягающихся конусных поверхностей, причем угол конуса со стороны головки провода больше, чем острый угол конуса со стороны основания провода, стальная часть плотно обжата сплошным слоем алюминиевой части, в результате чего обеспечивается надежный электрический контакт по всей длине провода. В местах деформации и в процессе эксплуатации отсутствует расслоение, что уменьшает потери и повышает надежность провода. В процессе длительной эксплуатации отсутствует проникновение кислорода, вредных газов и веществ, а также влаги к стальному сердечнику, в результате чего отсутствует коррозия, что повышает срок службы провода.
Благодаря тому, что охлаждение водой горячего провода проводят на расстоянии не менее 1,5 м от зоны прессования алюминия, происходит фактически сращивание стального сердечника с выпрессованным алюминиевым профилем на молекулярном уровне, то есть происходит диффузия двух металлов: стали и алюминия, что повышает стойкость провода к растягивающим нагрузкам, уменьшает переходное сопротивление на их границе и снижает потери.
Предлагаемый способ позволяет изготавливать провод большими строительными длинами. Кроме того, прессованная алюминиевая часть провода является более износостойкой, чем литая.
Стальной сердечник из одной стальной круглой проволоки предварительно перед наложением алюминия могут пропускать через правильное устройство, что улучшает качество наложения алюминия на стальную проволоку, исключая расслоение.
Угол конуса дорна со стороны основания провода может быть равен 45°, а угол конуса дорна со стороны головки провода зависит от смещения стального сердечника по оси симметрии к основанию провода и может составлять не более 60°, в результате чего стальной сердечник плотно обжат сплошным слоем алюминиевой части, обеспечивая надежный электрический контакт по всей длине провода.
В проводе стальной сердечник смещен по оси симметрии алюминиевого профиля от основания его контактной части, что значительно снижает электрические потери по сравнению с прототипом, так как при износе алюминиевой части в нижней токосъемной части провода съем тока производится одновременно как со стальной центральной части, так и с алюминиевых частей, находящихся по бокам.
Предлагаемый способ схематично проиллюстрирован на чертеже, где показан в поперечном сечении провод контактный сталеалюминиевый. На чертеже показан 1 - стальной сердечник, 2 - токопроводящая часть из алюминия, 3 - головка, 4 - шейка, 5 - основание контактной части.
Провод контактный сталеалюминиевый состоит из стальной части 1 и токопроводящей части 2 из алюминиевого профиля, соединенных вместе и содержащих головку 3, шейку 4 и основание контактной части 5, выполненное по радиусу. В проводе стальная часть выполнена в виде сердечника 1 из одной стальной круглой проволоки, непосредственно охваченной сплошным слоем выпрессованного алюминия, причем упомянутый сердечник смещен по оси симметрии алюминиевого профиля 2 к основанию его контактной части 5.
Пример. Способ изготовления контактного сталеалюминиевого провода заключается в следующем. Провод контактный сталеалюминиевый сечением 180/28 мм2 состоит из стального сердечника 1 в виде стальной круглой проволоки низкоуглеродистой термически не обработанной, второго класса, повышенной точности по ГОСТ 3282, диаметром 6 мм. Поверх стальной проволоки 1 на алюминиевом прессе выпрессовывают сплошной слой алюминия марки А7 с помощью технологического инструмента: матрицы и дорна, имеющего две сопрягающиеся конусные рабочие поверхности. Причем угол конуса дорна со стороны основания провода равен 45°, а угол конуса дорна со стороны головки 3 провода зависит от смещения стального сердечника по оси симметрии к основанию 5 провода и составляет 59°. При этом стальной сердечник 1 смещен по оси симметрии алюминиевого профиля 2 на расстояние 0,8 мм от основания его контактной части 5.
Охлаждение водой горячего провода (температура 460-500°С) проводят на расстоянии 1,9 м от зоны прессования алюминия. Затем проводят намотку провода на приемный барабан.
Следует сказать, что стальная проволока может быть выполнена различной формы, например, в виде сегмента с плоской частью у основания 5 провода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА, ПРЕИМУЩЕСТВЕННО СТАЛЕАЛЮМИНИЕВОГО | 2007 |
|
RU2351486C2 |
| Провод неизолированный сталеалюминиевый высокопрочный, высокотемпературный для воздушных линий электропередачи | 2019 |
|
RU2705798C1 |
| Способ изготовления сталеалюминиевой проволоки | 1982 |
|
SU1066694A1 |
| Способ изготовления высокопрочной сталеалюминиевой проволоки | 1980 |
|
SU881136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| СОЕДИНИТЕЛЬНЫЙ ПРЕССУЕМЫЙ ЗАЖИМ | 2017 |
|
RU2660172C1 |
| Провод для протяженных переходов воздушных линий электропередачи | 2024 |
|
RU2830106C1 |
| Головка пресса для наложения алюминиевой оболочки на кабельный сердечник с бумажной,пропитанной массой,изоляцией | 1987 |
|
SU1436129A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕАЛЮМИНИЕВОГО КОНТАКТНОГО ПРОВОДА | 2014 |
|
RU2594756C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОДА СТАЛЕАЛЮМИНИЕВОГО | 2010 |
|
RU2490740C2 |
Изобретение относится к области электротехники, а именно к конструкциям и способам изготовления контактных сталеалюминиевых проводов, предназначенных для питания энергией электрифицированного транспорта. Способ включает наложение на сердечник на алюминиевом прессе кольцевого слоя выпрессованного алюминия с помощью технологического инструмента в виде матрицы и дорна, имеющего, по крайней мере, одну конусную рабочую поверхность, охлаждение водой и намотку на приемный барабан. Стальной сердечник выполняют из одной стальной круглой проволоки, при этом дорн имеет рабочую поверхность в виде двух сопрягающихся конусных поверхностей, причем угол конуса со стороны головки провода больше, чем острый угол конуса со стороны основания провода, а охлаждение провода водой проводят на расстоянии не менее 1,5 м от зоны прессования алюминия. Способ позволяет значительно улучшить электрические характеристики провода, исключить его коррозию, увеличить стойкость к растягивающим нагрузкам. 2 з.п. ф-лы, 1 ил.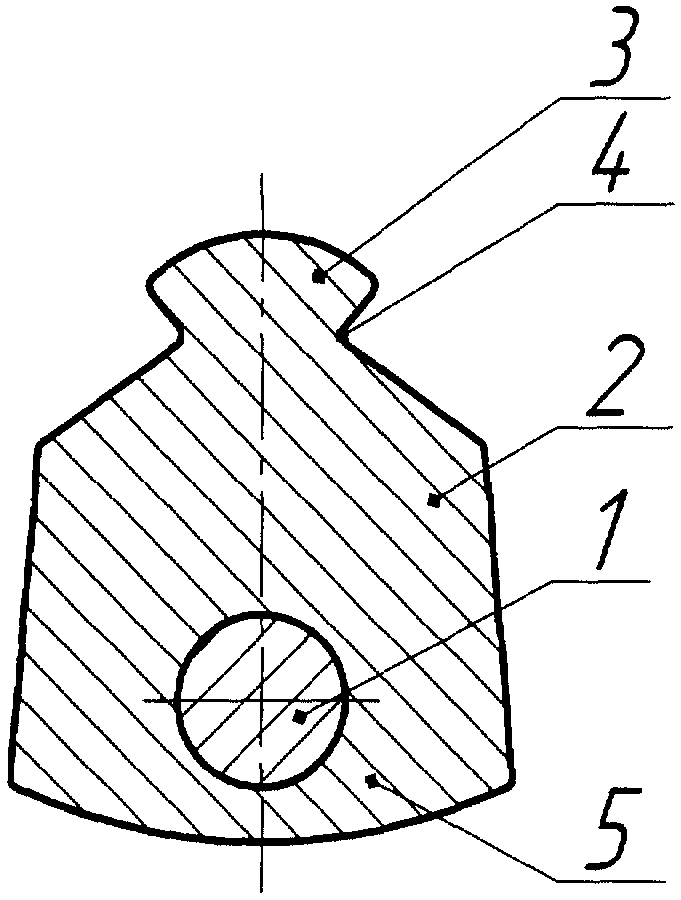
1. Способ изготовления контактного сталеалюминиевого провода, включающий наложение на сердечник на алюминиевом прессе кольцевого слоя выпрессованного алюминия с помощью технологического инструмента в виде матрицы и дорна, имеющего, по крайней мере, одну конусную рабочую поверхность, охлаждение водой и намотку на приемный барабан, отличающийся тем, что стальной сердечник выполняют из одной стальной проволоки, при этом дорн имеет рабочую поверхность в виде двух сопрягающихся конусных поверхностей, причем угол конуса со стороны головки провода больше, чем острый угол конуса со стороны основания провода, а охлаждение провода водой проводят на расстоянии не менее 1,5 м от зоны прессования алюминия.
2. Способ по п.1, отличающийся тем, что стальной сердечник из одной стальной проволоки предварительно перед наложением алюминия пропускают через правильное устройство.
3. Способ по п.1, отличающийся тем, что угол конуса дорна со стороны основания провода равен 45°, а угол конуса дорна со стороны головки провода зависит от смещения стального сердечника по оси симметрии к основанию провода и составляет не более 60°.
| Способ изготовления сталеалюминевого контактного (троллейного) провода | 1954 |
|
SU112910A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1973 |
|
SU464352A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЁАЛЮМИНИЕВбЙ ПРОВОЛОКИ | 0 |
|
SU252271A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛОВ | 1992 |
|
RU2061083C1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

