Предлагаемый автомат, предназначенный для изготовления проволочных подстроечных конденсаторов, осуществляет смазку стержня-провода клеем, намотку проволоки на указанный стержень, обрезку его и зачистку концов провода от эмали.
Основной узел автомата осуществляет намотку на стержень-провод проволоки, сматываемой с принудительно вращаемой бобины, расположенной соосно с поступательно подаваемым по ее оси проводом.
Особенностью описываемого автомата является конструктивное выполнение этого узла, позволяющее на одной части длины стержня-провода получить плотную намотку и на другой части - намотку с большим luaroM. Эта задача решается с помощью кулачкового вала, управляющет-о через рычажную передачу сцеплением стержня-провода с роликами, осуществляющими подачу его со скоростью, обеспечивающей плотную намотку, а также с суппортом, получающим от этого же вала поступательное перемещение вместе с зажимаемым им проводом со скоростью, позволяющей производить намотку с большим шагом.
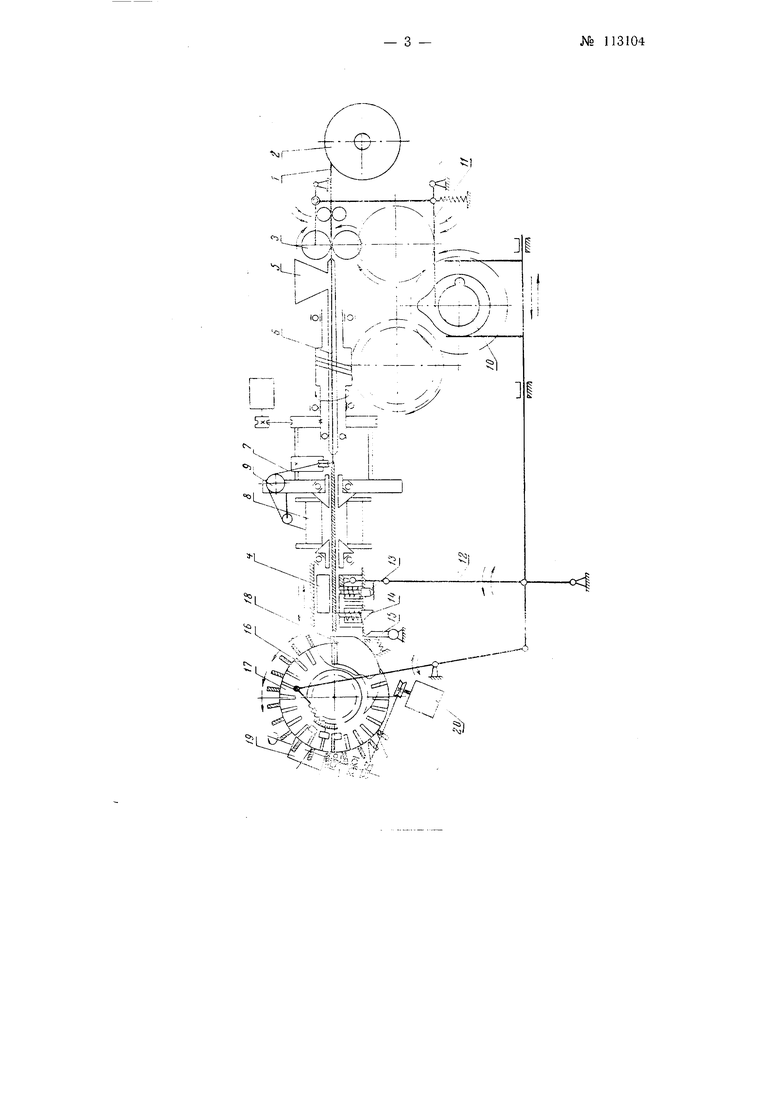
На чертеже представлена кинематическая схема описываемого автомата.
Для подачи стержня-провода 1, сматываемого с барабана 2, в автомате предусмотрено два подающих механизма: ролики 3 и суппорт 4.
При подготовке автомата к пуску стержень-провод / проталкивается между роликами 3 по наполненному каналу 5 в шпиндель 6 и в отверстие суппорта 4. Конец проволоки 7, сматываемой с бобины 8, расположенной по оси вращения шпинделя, закрепляется узлом на смазанном клеем стержне-проводе /. После этого автомат запускается от двигателя. При вращении шпинделя 6 проволока 7 сматывается с бобины 8 и. огибая направляющий ролик 9, наматывается на смазанный luieeM стержень 1, подаваемый двумя сжимаемыми пружиной роликами 3,
№ 113104-- 2 -
вращающимися от двигателя с постоянной скоростью, соответствующей шагу плотной намотки. После наложения заданного числа витков на стержень / кулачковый вал 10 через рычажную передачу 11 отводит ролики 3 от стержня 1 и через рычажную передачу 12 осуществляет с помощью кнопки 13 зажатие стержня в суппорте 4 и сообщает ему поступательное движение со скоростью, обеспечивающей получение намотки с большим шагом (3 мм для защищаемых концов конденсатора.
В конечной точке хода суппорта 4 нож 14 упирается в собачку 15, приобретает поступательное движение и обрезает стержень 1. Одноврегденно суппорт 4 освобождается и возвращается в исходное положение. В этот момент кулачковый вал позволяет осуществить зажатие стержня ведущими роликами 3, в результате чего вновь начинается плотная наамотка.
При поступательном движении суппорта 4 конец стержня 1 с плотной намоткой попадает в одно из отверстий 16 транспортирующего барабана 17, где и остается после отрезки. Кулачковый вал 10 одновременно с возвращением суппорта 4 в исходное положение поворачивает барабан 17 свободным отверстием 16 к следующему конденсатору. Наступает следующий цикл.
Барабан 17 состоит из двух дисков с радиальными отверстиями диаметром, равным диаметру стержня с намоткой, и глубиной, равной длине плотной намотки конденсатора.
Со стороны входа конденсатора в барабан диски барабана слегка разжимаются клином 18, предоставляя свободный вход конденсатору в отверстие. Барабан 17, совершая шаговое вращение, протаскивает свободные концы конденсатора между вращающимися в разных направлениях двумя щетками 19, приводимыми от двигателя 20 и производящими зачистку концов провода от эмали.
В момент входа очередного конденсатора в зазор между щетками 19 диски барабана сжимаются с обеих сторон роликами, во избежание выдергивания конденсатора из барабана.
При выходе зачищенных конденсаторов диски разжимаются тем же клином 18, и готовые конденсаторы вываливаются в тару.
Предмет изобретения
1.Автомат для изготовления проволочных конденсаторов, в котором намотка проволоки на поступательно подаваемый стержень-провод производится с принудительно вращаемой бобины, соосной с обматываемым проводом, отличающийся тем, что, с целью автоматического изменения шага намотки путем изменения скорости подачи провода, в нем применен кулачковый вал, управляющий через две рычажные системы двумя подающими механизмами, из которых один выполнен в виде пары принудительно вращаемых роликов, подающих провод со скоростью, обеспечивающей получение плотной намотки, а второй - в виде суппорта, получающего от кулачкового вала поступательное перемещение вместе с зажимаемым им проводом со скоростью, обеспечивающей получение намотки с большим шагом.
2.Автомат по п. 1, отличающийся тем, что для транспортировки готовых изделий применен барабан, получающий шаговое вращательное движение от кулачкового вала через храповую передачу и снабженный радиальными отверстиями для приема обмотанных проволокой отрезков провода и перемещения их относительно вращающихся щеток, производящих зачистку концов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для полуавтоматической намотки электрических катушек | 1956 |
|
SU107359A1 |
| Полуавтомат для намотки контурных катушек | 1961 |
|
SU141223A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| СТАНОК ДЛЯ НАМОТКИ МАЛОГАБАРИТНЫХ ТОРОИДАЛЬНЫХ СЕРДЕЧНИКОВ | 1966 |
|
SU183836A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО ВОРСА | 1991 |
|
RU2034511C1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат для изготовления металлических игл в проволоке | 1987 |
|
SU1639851A1 |
| Намоточная головка | 1980 |
|
SU930405A2 |
| Станок для автоматической намотки конденсаторов | 1958 |
|
SU124549A1 |