(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КАТУШЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU736189A2 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| Автомат для изготовления электрическихКАТушЕК | 1979 |
|
SU807396A1 |
| Автомат для изготовления электрических катушек | 1975 |
|
SU576616A2 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU720549A1 |
| Станок для намотки обмоток электрических катушек | 1980 |
|
SU1023418A1 |
| Намоточная головка | 1980 |
|
SU930405A2 |
| Автомат для изготовления электрических катушек | 1985 |
|
SU1359809A1 |
| Намоточная головка | 1984 |
|
SU1277229A1 |
Изобретение относится к технологическому оборудованию Для изготовления электрических катушек и может быть использовзг но в радиоэлектронной и электротехнической промышленности.
Известен станок для изготовления электрических катушек, включаюший в себя поворотный стол с гнездами для крепления каркасов, намоточные головки с раскладчиками провода, исполнительные механизмы для выполнения вспомогательных операций и привод с механизмом управления 1.
Однако известный станок имеет низкую производительность, так как механизм раскладки, выполненный с кольцевым кулачком требует длительной переналадки при намотке катушек с разными количеством, витков и диаметрами проводов.
Известен автомат для изготовления электрических катушек, содержащий основание, поворотный стол со сменными оправками для каркасов катушек, привод поворотного стола с механизмом управления, намоточные головки, механизмы раскладки провода, имеющие кольцевой кулачок, и ряд исполнительных механизмов для выполнения вспомогательных технологических операций по
изготовлению электрических катушек: крепление выводных концов, зачистка изоляции, резка выводов, флюсование, лужение и сброс готовых катушек в тару 2. Данный автомат является наиболее близким к изобретению по технической сущности и достигаемому результату.Однако механизм раскладки такого автомата требует длительной переналадки при намотке катушек различных типоразмеров и сечений проводов и, кроме того, при переводе провода из секции в секцию при намотке многосекционных катушек уменьшается скорость намотки, что снижает производительность.
Целью изобретения является повышение
производительности.
Поставленная цель достигается тем, что механизм для раскладки провода вьшолнен в виде двух концентрично расположенных кареток, связанных между собой упругим элементом, ходового винта с левой и правой
резьбой, находяшегося в зацеплении с двумя гайками, связанными с наружной кареткой и тормозными элементами, и кулачка, кинематически связанного с наружной кареткой и механизмом управления и контактирующего с рычагом, жестко связанным с внутренней кареткой, а внутренняя каретка жестко связана с намоточной головкой.
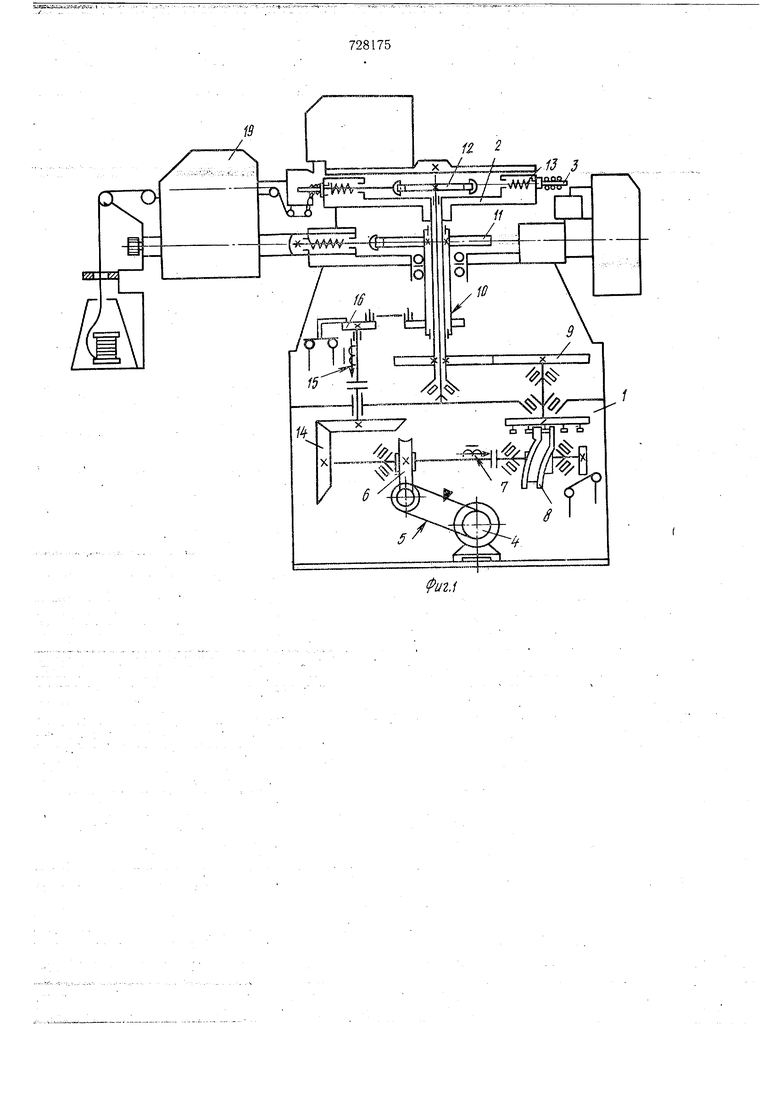
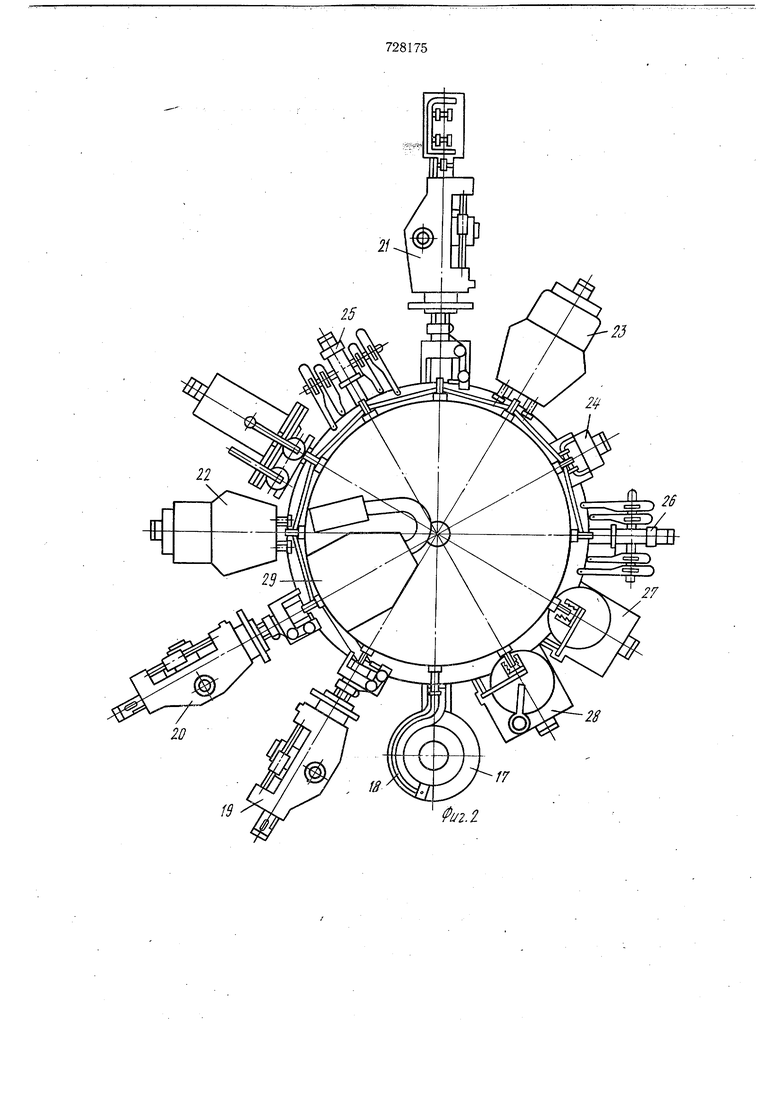
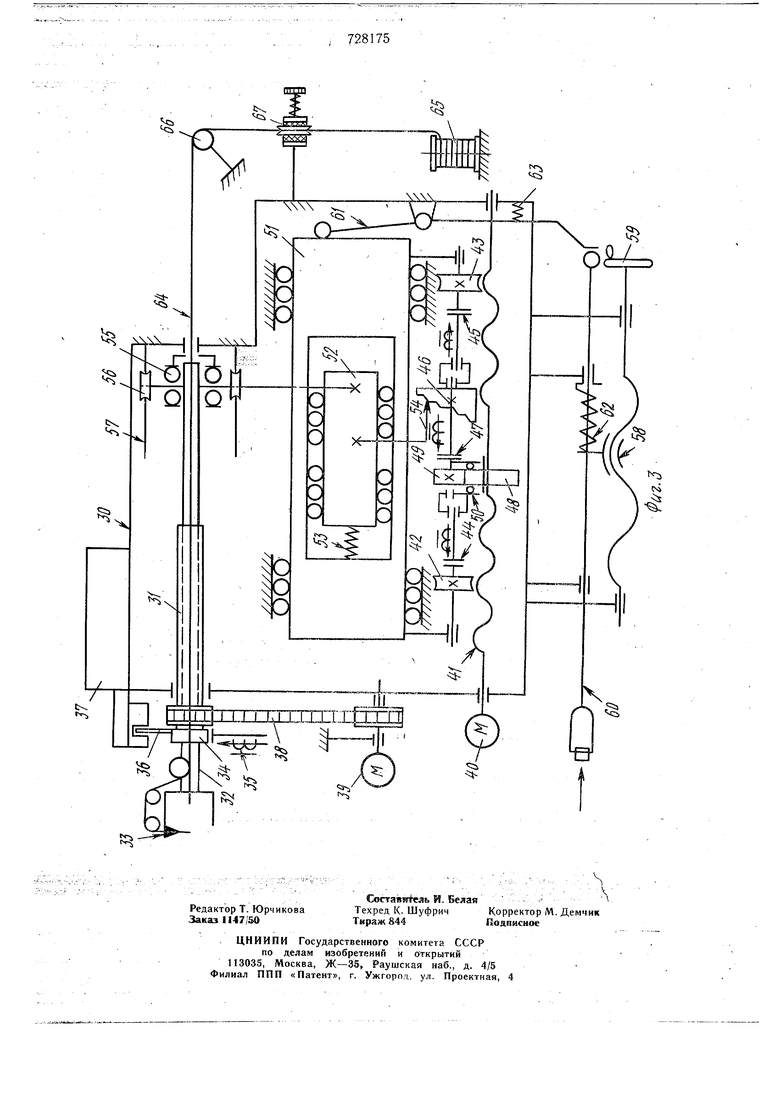
На фиг. I изображена кинематическая схема автомата; на фиг. 2 показан автомат в плане; на фиг. 3 представлена кинематическая схема намоточной головки и механизма раскладки.
Автомат для изготовления электрических катушек содержит основание 1, поворотный стол 2 с установленными на нем сменными оправками 3 для крепления каркасов катушек; привод поворотного стола, состояш.ий из электродвигателя 4, клиноременной передачи 5, червячной пары б, электромагнитной муфты 7, кулачкового механизма 8, зубчатой пары 9, позволяюш,ей производить поворот стола на заданный угол; механизм управления с распределительным валом 10, несущим кулачок 11, включаюш,ий автономные привода исполнительных механизмов, кулачок 12 и идтоки 13; привод с механизмом управления, состояш,ий из конической зубчатой пары 14, электромагнитной муфты 15, кривошипно-шатунногомеханизма 16, осуществляющего поворот распределительного вала, бункерного устройства 17 (фиг. 2) с направляющими 18, обеспечивающими ориентацию каркасов в заданном положении; исполнительные механизмы для выполнения вспомогательных операций: намоточные головки 19, 20 и 21 для образования обмоток проводами разного диаметра, механизмы зачистки 22 и 23 изоляции, механизм крепления 24 выводов, механизмы резки 25 и 26, механизм флюсования 27, механизм лужения 28 и механизм 29 образования промежуточных отводов.
Намоточная головка содержит корпус 30 (фиг. 3), в верхней части которого расположен подвижный относительно гильзы, 31 шпиндель 32 с поводком 33. На шпинделе закреплены диск 34 для электромагнитного тормоза 35 и флажок 36 программирующего устройства 37. Шпиндель зубчатым ремнем 38 связан с двигателем 39. В нижней части корпуса 30 установлен шаговый двигатель 40, соединенный с виитовой парой, состоящей из ходового винта 41 с правой и левой резьбой, с которым в постоянном зацеплении находятся гайки 42 и 43, служащие для продольного перемещения кареток с помощью электромагнитных муфт 44 и 45. Между внутренними опорами гаек находится ступенчатый кулачок 46, вал которого соединен с ходовым винтом электромагнитной муфтой 47, перемещающейся вдоль оси ходового винта зубчатой парой 48 и 49, которая установлена между опорами 50. Оси гаек закреплены в наружной каретке 51, в которой концентрично ей на шариковых опорах расположена каретка 52. Между каретками установлен упругий элемент 53, обеспечивающий постоянное поджатие внутренней каретки к ступенчатому кулачку через жесткую связь 54. Кроме того, внутренняя каретка
соединена с опорным подшипником 55, установленным на каретке 56 щпинделя, которая перемещается по направляющим 5/. Корпус 30 намоточной головки соединен с гайкЬй винтовой пары 58, винт которой привоJ дится во вращение маховиком 59. Шток 60, рычаг 61 и пружины 62 и 63 предназначены для возврата шпинделя с каретками в исходное положение.
Для направления провода 64 от бобины 65 в зону намотки служит ролик 66, 0 а для создания натяжения - устройство 67.
Автомат работает следующим образом. Включением привода поворотного стола 2 осуществляется его установка в рабочую позицию. При этом происходит отключение электромагнитной муфты 7 и включение электромагнитной муфты 15 механизма управления распределительным валом 10, который при помощи кулачка 11 включает в работу привода исполнительных механизмов, осуществляющих вспомогательные технологические операции изготовления электрических катущек.
Каркас катущки из бункера 17 по направляющим 18 поступает в приемник механизма подачи. От кулачка 11 распределительного вала 10 через шток 60 происходит включение 5 механизма подачи каркасов и последующая досылка каркаса на оправку 3 поворотного стола 2, после чего стол в каркасами поворачивается кулачковым механизмом 8 на заданный угол и подводит каркас к намоj точной головке 19.
Намоточная головка посредством щтока 60 и рычага 61 устанавливается в положение начала обмотки. От программирующего устройства 37 включается дв1 гатель 39 и через av64aTbra ремень 38 приводит во 5 вращение гильзу 31 щпинделя 32.. Одновременно включается шаговый двигатель 40, вращающий ходовой винт 41. При этом гайки 42, 43 включаются в работу, поочередно продольно перемещая каретки 51, 52, т. е. если гайка 42 застопорена от вращения вокруг своей оси электромагнитной муфтой 44, то она перемещается вдоль оси ходового винта 41 только поступательно, а гайка 43 с отключенной электромагнитной муфтой 45 перекатывается по резьбе винта, как по рей$ ке. Изменение направления продольного перемещения кареток производится от программирующего устройства 37 путем переключения электромагнитных муфт 44, 45. Таким образом производится намотка многослойных обмоток. Ввиду того, что гайки постоянно замкнуты на ходовом винте, а электромагнитные муфты обладают малой инерционностью, отсутствует погрешность намотки по шагу на краях обмотки.
Так как оси гаек 42 и 43 закреплены в наружной каретке 51, а внутренняя каретка 52 связана с наружной через упругий элемент 53 и через жесткую связь 54 со ступенчатым кулачком 46, вал которого закреплен в опорах гаек 42 и 43, то при
продольном перемещении какой-либо из этих гаек происходит одновременное перемещение как наружной, так и внутренней кареток. Это перемещение через каретку 56 шпинделя и опорный подшипник 55 передается щпинделю 32. Таким образом осуществляется раскладка провода в обмотке.
Для переброса провода из одной секции в другую при намотке многосекционных катушек необходимо завести провод в паз межсекционной перегородки. По достижении момента переброса провода из секции в секцию от программирующего устройства включается электромагнитная муфта 47, а так как колеса зубчатой пары 48 и 49 вращаются постоянно, то ступенчатый кулачок 46 начинает вращаться и сообщать через жесткую связь 54 дополнительное перемещение внутренней каретке 52 относительно каретки 51, которая в этот момент продолжает поступательное движение, сообщаемое ей какой-либо из гаек 42 и 43. Таким образом шпиндель 32 получает дополнительное перемещение на величину, равную толщине межсекционной перегородки.
После переброса провода электромагнитная муфта 47 отключается и дальнейшая раскладка провода осуществляется от гаек 42 и 43 ходового винта 41.
По достижении заданного количества витков двигатели 39 и 40 выключаются и включается электромагнитный тормоз 35, который фиксирует шпиндель 32 в заданном положении.
Фиксация ходового винта 41 осуществляется за счет кратковременного и одновременного включения гаек 42 и 43, имеющих противоположное направление резьбы. Установка каретки 51, а следовательно, и щпинделя 32 в исходное положение осуществляется штоком 60 и рычагом 61 при отключенных гайках 42 и 43, а каретки 52 - путем поворота кулачка 46 в прямом направлении до нулевого положения в процессе смены позиций.
По окончании процесса намотки включается привод поворотного стола 2 и производится смена позиций. Намотанная катушка переводится в позицию механизма зачистки 22 изоляции, затем последовательно в позиции механизмов крепления 24 выводов.
резки 25 выводов, флюсования 27 и лужения 28. В проц,ессе намотки катушки, если обмотка имеет промежуточные отводы, включается в работу механизм 29 образования промежуточных отводов.
Сброс готовых катушек в тару производится воздействием кулачка 12 привода поворотного стола 2 на шток 13, а оправка 3 выводится из намотанной катушки.
Все технологические операции по изготовлению катушек осуществляются одновременно в течение одного цикла.
Технико-экономический эффект от внедрения изобретения заключается в повышении производительности труда за счет сокращения времени на переналадку и сохранения высокой скорости намотки при изготовлении катушек.
Формула изобретения
Автомат для изготовления электрических катушек, содержащий механизм для установки и перемещения каркасов катушек, намоточную головку, механизм для раскладки провода, привод с механизмом управления и исполнительные механизмы для выполнения вспомогательных операций, кинематически связанньте с механизмом управления, отличающийся тем, что, с целью повышения производительности, механизм для раскладки провода выполнен в виде двух концентрично расположенных кареток, связанных
между собой упругим элементом, ходового винта с левой и правой резьбой, находящегося в зацеплении с двумя гайками, связанными с наружной кареткой и тормозными элементами, и кулачка, кинематически связанного с наружной кареткой и механизмом управления и контактирующего с рычагом, жестко связанным с внутренней кареткой, а внутренняя каретка жестко связана с намоточной головкой.
Источники информации,
принятые во внимание при экспертизе
№ 474859, кл. Н 01 F 41/04, опублик. 1975.
