Изобретение относится к металлообработке, в частности к автоматам для изготовления металлических игл в проволоке.
Цель изобретения - повышение эксплуатационных свойств игл за счет обеспечения точности обработки.
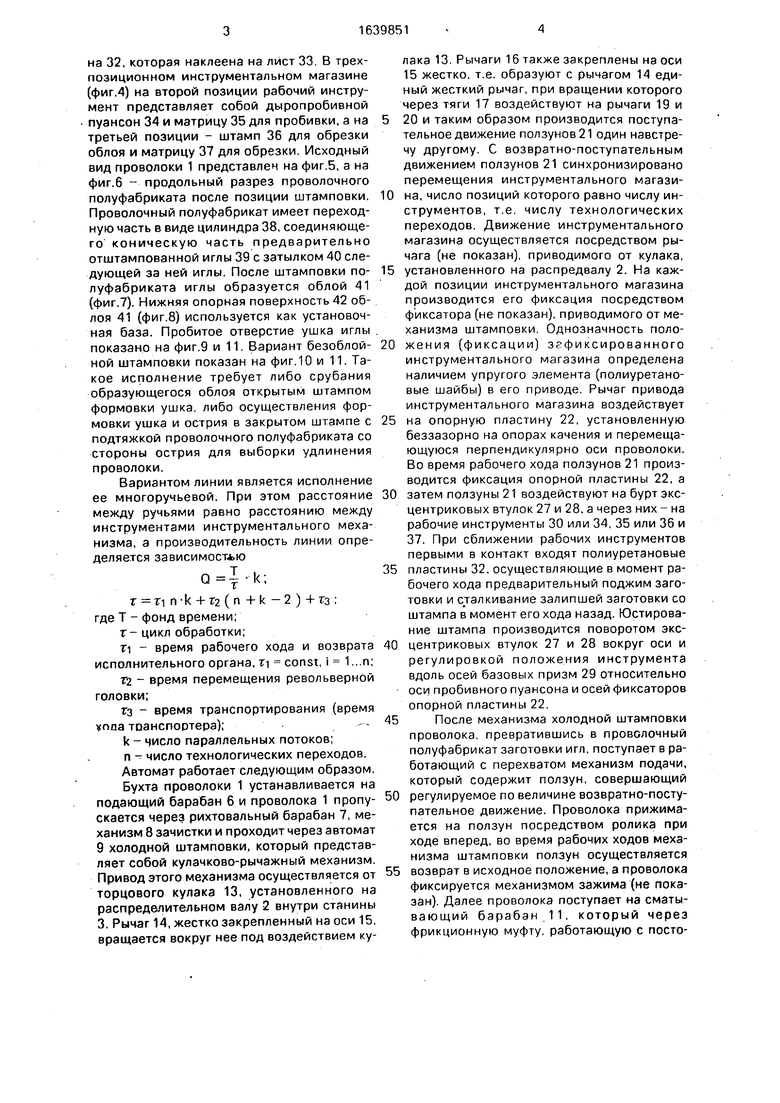
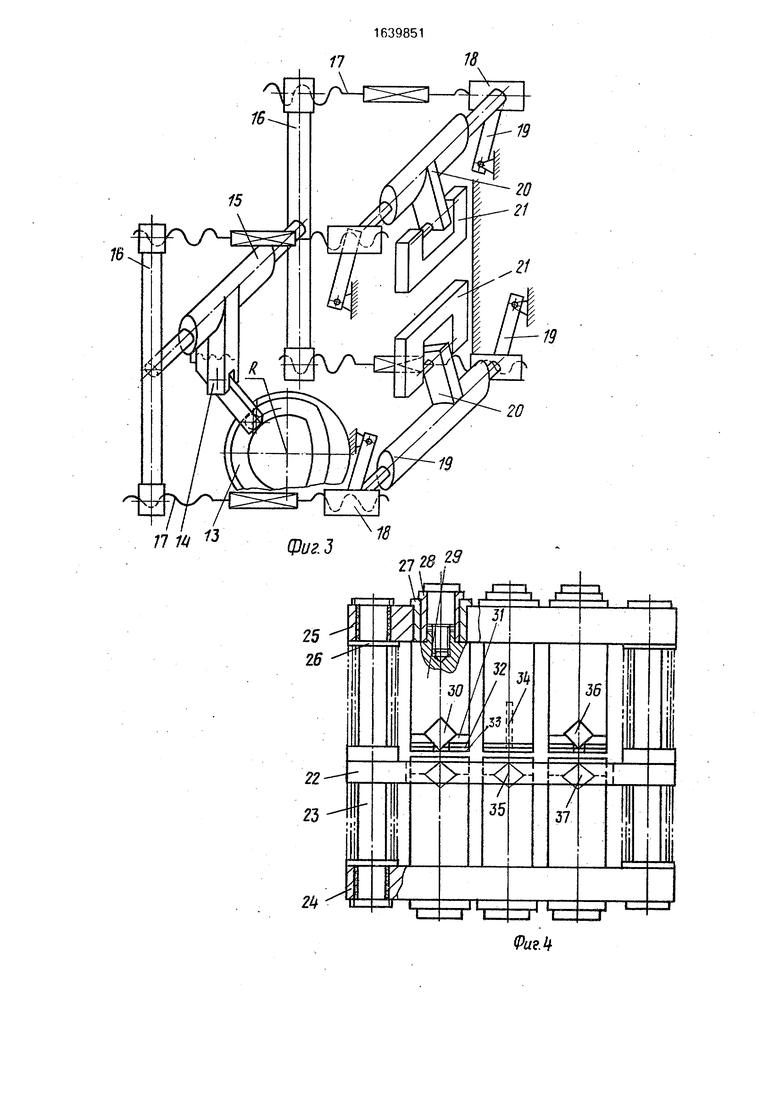
На фиг.1 и 2 представлен автомат изготовления металлических изделий из проволоки, общий вид; на фиг.З структурно-кинематическая схема привода механизма формовки; на фиг.4 - инструментальный магазин; на фиг.5-11 - технологические переходы изготовления в проволоке игл для шитья вручную.
Автомат состоит из последовательного ряда исполнительных узлов, расположенных в необходимой технологической последовательности и представляет собой кулачковый автомат с бухтой проволоки 1 (фиг.1 и 2) и горизонтально расположенным распределительным валом 2, проходящим внутри ста+шны 3 коробчатого типа, с торца которой расположен приводной электродвигатель 4 постоянного тока с тиристор- ным управлением, охваченный обратной связью по скорости. Управление длительностью рабочего цикла (скоростью вращения распределительного вала) производится с пульта 5 управления линией. На верхней плоскости станины в необходимой технологической последовательности установлены следующие исполнительные узлы: подающий 6 и рихтовальный 7 барабаны, механизм 8 очистки автомат 9 холодной штамповки, механизм 10 подачи, сматывающий барабан 11, стоп-трос 12.
Привод механизма формовки (фиг.З) содержит приводной кулак 13, сломанный рычаг 14, закрепленный на оси 15, рычаги 16, закрепленные на оси 15 тяги. Тяги 17 соединяют рычаги 16 с шарниром 18, рычаги 19 и 20 шарнирно связаны с ползунами 21. Инструментальный магазин револьверного типа (фиг.4) состоит из опорной пластины 22 с установленными на ней стойками 23, на которых установлены шариковые втулки 24 с закрепленными на них пластинами 25 и 26. На пластинах 25 посредством эксцентриковых втулок 27 и 28 опорной призмы 29 установлен рабочий инструмент 30, закрепленный пластиной 31. На последней закреплена упругая полмуретановая пласти W
Ј
о
W
о
00
сл
на 32, которая наклеена на лист 33. В трех- позиционном инструментальном магазине (фиг,4) на второй позиции рабочий инструмент представляет собой дыропробивной пуансон 34 и матрицу 35 для пробивки, а на третьей позиции - штамп 36 для обрезки облоя и матрицу 37 для обрезки. Исходный вид проволоки 1 представлен на фиг.5, а на фиг.6 - продольный разрез проволочного полуфабриката после позиции штамповки. Проволочный полуфабрикат имеет переходную часть в виде цилиндра 38, соединяющего коническую часть предварительно отштампованной иглы 39 с затылком 40 следующей за ней иглы. После штамповки полуфабриката иглы образуется облой 41 (фиг.7). Нижняя опорная поверхность 42 облоя 41 (фиг.8) используется как установочная база. Пробитое отверстие ушка иглы показано на фиг.9 и 11. Вариант безоблой- ной штамповки показан на фиг.10 и 11. Такое исполнение требует либо срубания образующегося облоя открытым штампом формовки ушка, либо осуществления формовки ушка и острия в закрытом штампе с подтяжкой проволочного полуфабриката со стороны острия для выборки удлинения проволоки.
Вариантом линии является исполнение ее многоручьевой. При этом расстояние между ручьями равно расстоянию между инструментами инструментального механизма, а производительность линии определяется зависимостью
I/
r rin-k-fr2(n+k- 2)+гз; где Т - фонд времени;
т- цикл обработки;
т - время рабочего хода и возврата исполнительного органа, т const, i 1.. n;
Г2 - время перемещения револьверной головки;
Тз - время транспортирования (время хппа транспортера);
k - число параллельных потоков;
n - число технологических переходов.
Автомат работает следующим образом,
Бухта проволоки 1 устанавливается на подающий барабан 6 и проволока 1 пропускается через рихтовальный барабан 7, механизм 8 зачистки и проходит через автомат 9 холодной штамповки, который представляет собой кулачково-рычажный механизм. Привод этого механизма осуществляется от торцового кулака 13, установленного на распределительном валу 2 внутри станины 3. Рычаг 14, жестко закрепленный на оси 15. вращается вокруг нее под воздействием кулака 13. Рычаги 16 также закреплены на оси 15 жестко, т.е. образуют с рычагом 14 единый жесткий рычаг, при вращении которого через тяги 17 воздействуют на рычаги 19 и
20 и таким образом производится поступательное движение ползунов 21 один навстречу другому. С возвратно-поступательным движением ползунов 21 синхронизировано перемещения инструментального магазина, число позиций которого равно числу инструментов, т.е. числу технологических переходов. Движение инструментального магазина осуществляется посредством рычага (не показан), приводимого от кулака,
установленного на распредвалу 2. На каждой позиции инструментального магазина производится его фиксация посредством фиксатора (не показан), приводимого от механизма штамповки. Однозначность положения (фиксации) з фиксированного инструментального магазина определена наличием упругого элемента (полиуретано- вые шайбы) в его приводе. Рычаг привода инструментального магазина воздействует
на опорную пластину 22, установленную беззазорно на опорах качения и перемещающуюся перпендикулярно оси проволоки. Во время рабочего хода ползунов 21 производится фиксация опорной пластины 22, а
затем ползуны 21 воздействуют на бурт эксцентриковых втулок 27 и 28, а через них - на рабочие инструменты 30 или 34, 35 или 36 и 37. При сближении рабочих инструментов первыми в контакт входят полиуретановые
пластины 32, осуществляющие в момент рабочего хода предварительный поджим заготовки и сталкивание залипшей заготовки со штампа в момент его хода назад. Юстирование штампа производится поворотом эксцентриковых втулок 27 и 28 вокруг оси и регулировкой положения инструмента вдоль осей базовых призм 29 относительно оси пробивного пуансона и осей фиксаторов опорной пластины 22.
После механизма холодной штамповки
проволока, превратившись в проволочный полуфабрикат заготовки игл, поступает в работающий с перехватом механизм подачи, который содержит ползун, совершающий
регулируемое по величине возвратно-поступательное движение. Проволока прижимается на ползун посредством ролика при ходе вперед, во время рабочих ходов механизма штамповки ползун осуществляется
возврат в исходное положение, а проволока фиксируется механизмом зажима (не показан). Далее проволока поступает на сматывающий барабан 11, который через фрикционную муфту, работающую с постоянным проскальзыванием, приводится от распределительного вала 2.
Формула изобретения Автомат для изготовления металлических игл в проволоке, содержащий подающий и принимающий барабаны, средство для штамповки с рабочими инструментами формовки острия иглы, пробивки ушка и срубания облоя, установленными соответственно технологическим операциям последовательной обработки проволоки, и его привод, отличающийся тем, что, с
0
целью повышения эксплуатационных свойств игл за счет обеспечения точности обработки, средство для штамповки выполнено в виде двух подпружиненных планок, несущих эксцентриковые втулки, в которых смонтированы рабочие инструменты, при этом эксцентриковые втулки кинематически связаны с приводом, выполненным в виде кулачкового распределительного вала для обеспечения перемещений рабочих инструментов, равных числу технологических операций обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Автомат для изготовления ушка и его сборки с поддоном форменных пуговиц | 1949 |
|
SU89740A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Автомат для напргссовки контактных выводов на цилиндрические корпуса пленочных сопротивлений | 1955 |
|
SU116782A1 |
Изобретение относится к металлообработке, в частности к автоматам для изготовления металлических игл в проволоке, и позволяет повысить эксплуатационные свойства игл за счет обеспечения точности обработки. Проволока пропускается через рихтовальный барабан, механизм зачистки и проходит через автомат холодной штамповки, который представляет собой кулач- ково-рычажный механизм. 11 ил.
6 8
7 г 9
Фиг. 2
1986С91
41
/
41
Фиг. 8 А-А
Фиг. 9
Фиг.7
А-А
Фиг. 10
А-А
rl
V
Фиг. 11
| Солесос | 1922 |
|
SU29A1 |
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
