Настоящее изобретение относится -к станкам для автоматической намотки конденсаторов, снабженным станиной для установки бобин с бумагой и фольгой, механизмом для намотки секций (с несколькими, поочередно включаемыми в работу разъемными оправками, расположенными на револьверном барабане), устройством для автоматической закладки ВЫВОДОВ, натяжным приспособлением с постоянным натяжением наматываемых лент из бумаги и фольги, отрезным механизмом и устройством для заклейки намотанных секции.
Предлагаемый станок отличается от известных тем, что головка намоточного механизма выполнена из двух револьверно-иланетарных механизмов с несколькими шпинделями с полуоправками, автоматически смыкаемыми одна с другой в начале намотки и раздвигаемыми при снятии намотанной секции.
Такое выполнение станка облегчает снятие намотанных секций- с оправки.
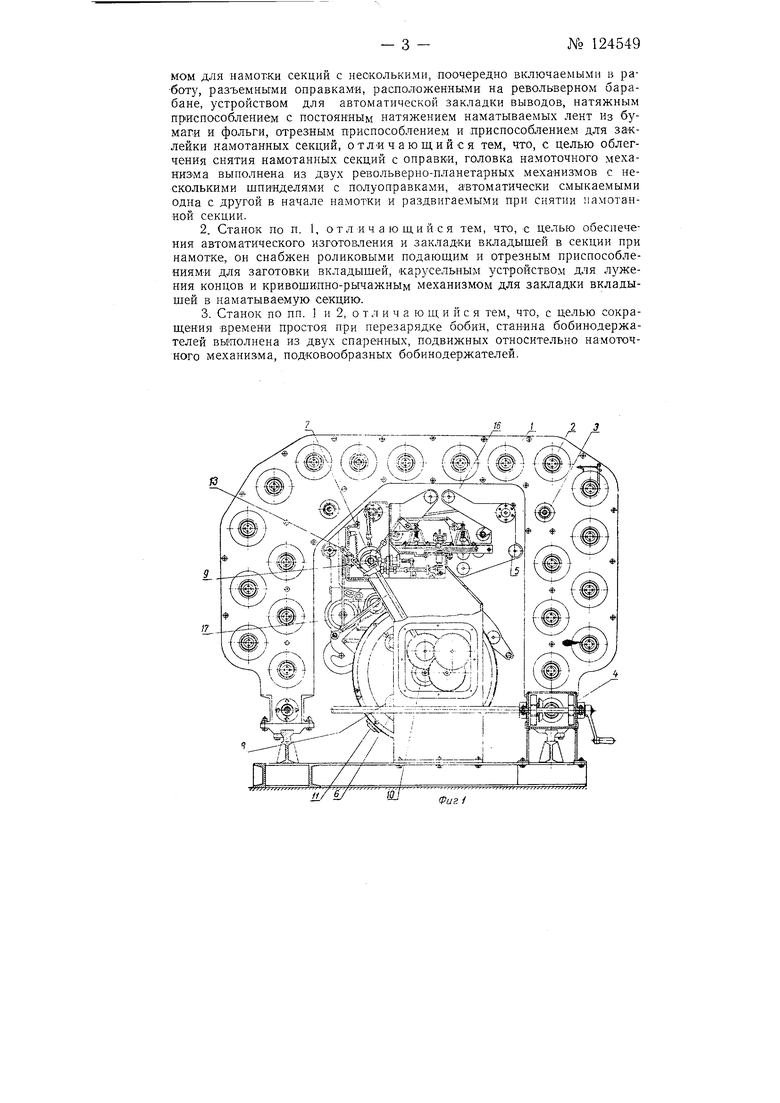
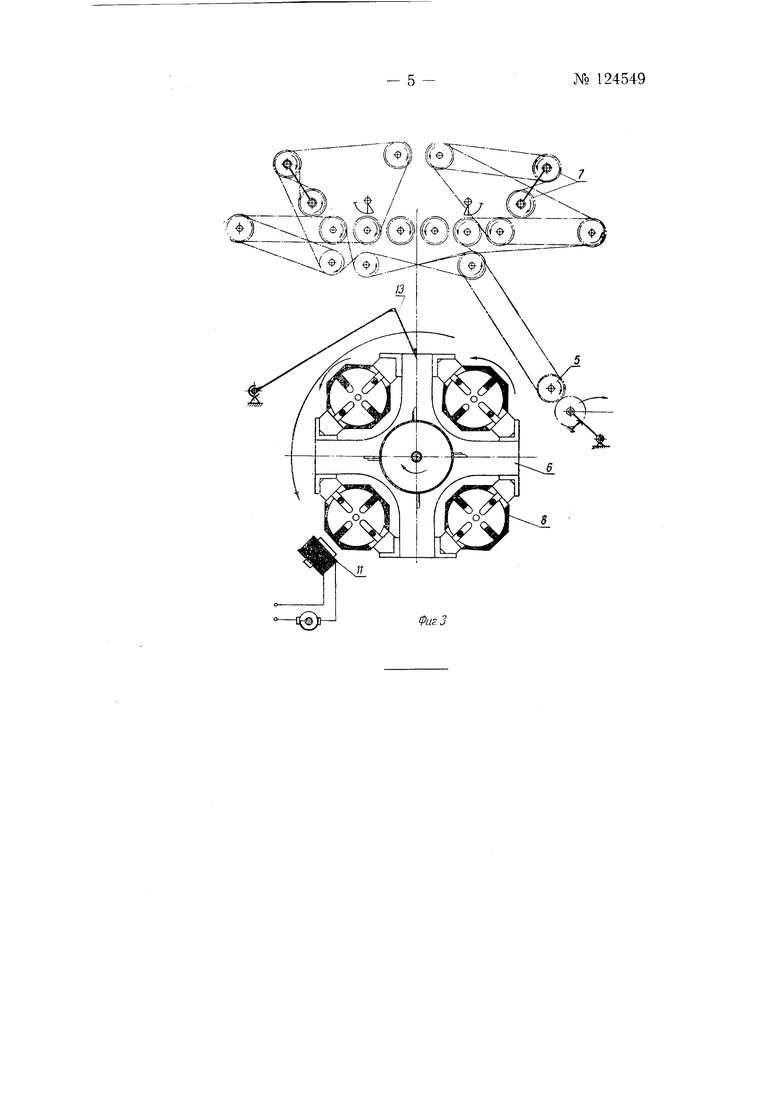
На фиг. 1 изображен обищй вид предлагаемого станка; на фиг. 2 - кинематическая схема; на фиг. 3 - схема намотки лент на оправку.
Станок состоит из двух основных частей: станины 1 для установки бобин 2 и 5 с бумагой и фольгой и механизма для изготовления конденсаторных секций.
Станина / выполнена в виде двух снаренных подковообразных бобинодержателей. Рама станины с помощью механизма 4 может перемещаться относительно намоточного механизма в пределах рабочих плоскостей отдельных бобинодержателей. При такой конструкции один бобияодержатель используется для нодачи в намоточный механизм бумаги и фольги, а другой одновременно заряжается новыми бобинами, в результате- сокращается время простоя станка для перезарядки бобин.
№ 124549- 2 -Фиксаторы определяют нормальное рабочее положение станины относительно намоточного механизма так, чтобы рабочая плоскость станины совпадала с рабочей плоскостью механизма и соблюдалась .параллельность между осями бобин, напра1вляюш,их роликов 5 и оправок намоточной головки 6, на которых наматываются секции конденсаторов.
Сматываемые с бобин ленты фольги проходят через ролики механизима 7 для образования закраин, направляются между лентами бумаги, сматываемыми с соответствующих бобин, и поступают через ролики 5 к намоточной головке.
Намоточная головка выполнена в виде двух револьверно-планетарных механизмов с несколькими шпинделями с полуоправками 8, автоматически смыкаемыми одна с другой в начале намотки и раздвигаемыми при снятии намотанной секции. Такая конструкция головки облегчает снятие секции с оправки. Синхронизация работы оправки с другими механизмами станка осуществляется с помощью кулачкового вала 9 и коробки скоростей 10. Оправки фиксируются в заданном положении с помощью электромагнита //. Регулирование скорости намотки секций и поддержание постоянного натяжения лент в процессе намотки (т. е. постоянной линейной скорости иодачи лент к оправкам) обеспечивается вариатором 12.
При подготовке станка к работе концы лент вводят между вилками оправки и, вращая вручную оправку, плотно наматывают на нее несколько витков. Затем запускают станок и постепенно с помощью вариатора наращивают скорость намотки.
После намотки нервой секции срабатывает механизм 13 для отрезки готовых секций. В это время последующие намоточные полуоправки смыкаются, захватывают лепты бумаги и фольги и входят в зацепление с вращающимися щестернями намоточной головки. Так начинаетсянамотка ленты на новую оправку.
Одновременно с изготовлением секций конденсаторов происходит изготовление выводных вкладыщей из специальной ленты, црощедшей соответствующий технологический процесс обработки в гальваническом цехе и намотанной на кассеты. Подача этой ленты с кассет осуществляется роликовым подающим приспособлением 14, которое одновременно надрезает ленту для вкладыша с целью придания заготовкам вкладыщей требземой формы. Далее отрезной механиЗ М отсекает заготовки вкладышей от ленты. К приспособлению 14 поступают одновременно две ленты и оно изготовляет по 2 вкладыша, которые закладываются в каждую секцию (по одному под каждую ленту фольги). Затем ролики карусельного устройства 15 направляют заготовки вкладыщей в установку для горячего лужения, где их наружные концы сначала погружаются в ванну с канифолью, а пото.м в расплавленное олово. Готовые вкладыщи в соответствующий момент закладываются кривошипно-рычажным механизмом 16 в наматываемую секцию.
После закладки вкладышей и обрезки намотанной, секции от ленты, -полуоправку, на которую она наматывалась, выводят из зацепления с щестерней намоточной головки и .на готовую секцию, с помощью упаковочного механизма 17, наматывается бумага, смазанная клеем. Затем полуправки разводятся и готовая секция сбрасывается.
Таким путем происходят непрерывная намотка и изготовление секции при поочередном вводе в работу оправок намоточной головки.
Предмет изоб.ре тения
1. Станок для автоматической намотки секций конденсаторов, снабженный станиной для установки бобин с бумагой и фольгой, механизMOM для намотки секций с несколькими, поочередно включаемыми в работу, разъемными оправками, расположенными на револьверном барабане, устройством для автоматической закладки выводов, натяжным приспособлением с постоянным натяжением наматываемых лент из бумага и фольги, отрезным приспособлением и приспособлением для заклейки намотанных секций, отличающийся тем, что, с целью облегчения снятия намотанных секций с оправки, головка намоточного механизма выполнена из двух револьверно-планетарных механизмов с несколькими шпинделями с полуоправками, автоматически смыкаемыми одна с другой в начале намотки и раздвигаемыми при снятии намотанной секции.
2.Станок по п. 1, отличающийся тем, что, с целью обеспечения автоматического изготоадения и закладки вкладышей в секции при намотке, он снабжен роликовыми подающим и отрезным приспособлениями для заготовки вкладышей, «арзсельным устройством для лужения концов и кривошипно-рычажным механизмом для закладки вкладышей в наматываемую секцию.
3.Станок по пп. 1 и 2, о т л и ч а ю щ и и с я тем, что, с целью сокращения времени простоя при перезарядке бобин, станина бобинодержателей выполнена из двух спаренных, подвижных относительно намоточного механизма, подковообразных бобинодержателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ СЕКЦНЙ КОНДЕНСАТОРОВ | 1966 |
|
SU179842A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU737999A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1076968A1 |
| Станок для автоматической намотки секций конденсаторов | 1957 |
|
SU117946A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций конденсаторов | 1989 |
|
SU1688294A1 |
| Устройство для намотки секций конденсаторов | 1982 |
|
SU1061183A1 |

Фиг i адрV
