Изобретение относится к гальвано технике и может быть использовано для автоматизации процесса электрохимической обработки изделий большой протяженности, пацример провелоки.
Известно устройство автоматического регулирования процесса элект р о хи ми ч е с к о г о т р а в л е i -: и я ми к р о п р о волоки, соцсржапкае ванну травления, датчик размера5 емкостной икондуктометрическтп преобразователи и блок сравнения il J.,
Недостаток данного устройства заключается в слох ности конструкции и в трудности его практического использования в промышленности.
Наиболее б:)изким по технической сущности и достигаеь-юку результат к изобретению явлргется устройство для контроля процесса травления, содержащее ванну травления с установлеггным ка ее выходе датчиком размера, связанным с. послед.овательно соединенными преобразователем,, амгаи тудньпх( детектором и индикатором, электропривод намотки с цепью управления L2 1,
Недостатком устро йства является сложгюсгь в зксштуатацин. низкая надежность, обусловленные низкой згрфектквн остью К01мпенсации вые окои низкочастот ых возмущений основным ко11Т--ром и чонтуром самонастройки, в Р зульгате чег-о регулятор входит в автоколебагельпьй режик даже lipH саж-лх незвачительмых колебаниях диаметра иохоявой мг кропроволоки.
Цель изобретения - повьш.1ение точности контроля и надежности работы.
Цель достигается тем, что устройство для контроля травления содержащее ванну травления с установленным кл й выходе датчиком . свя;;анкь м с последовательно соеди1геикь)ми преобразователем, амплитудным детекиором и илд;ткатором, электропривод камотки, с целью управления, снабжено преобразователе с амплятудзю-фазо ь;м детектором, ком параторат-И, источниками: опорного )1апряжения,, логически;-.} злемектамь ключами с задержкой и сигнализатороМ; причем,, амплитудio-фазовьш детектор в лими-о связи преобразователя с иыд1;;чатором, зьссод амгши т уд, i. о -фа з о в ог О д е т ект ор а п од ключей к ;j,ByM входам компара.тора.
два других входа которого подсоединены к источникам опорного напряжения, выход первого компаратора подключен к входам первого логического, элемента 2И-НЕ, выход которого подключен к входам второго логического элемента 2И-НЕ, а выход второго комДаратора соединен со входами третьего логического элемента 2И-НЕ, выходы второго и третьего логичесK1-IX элементов 2И-НЕ подключены через соответствующие ключи с задержкой к сигнализатору, включенному в цепь управления электроприводом намотки,
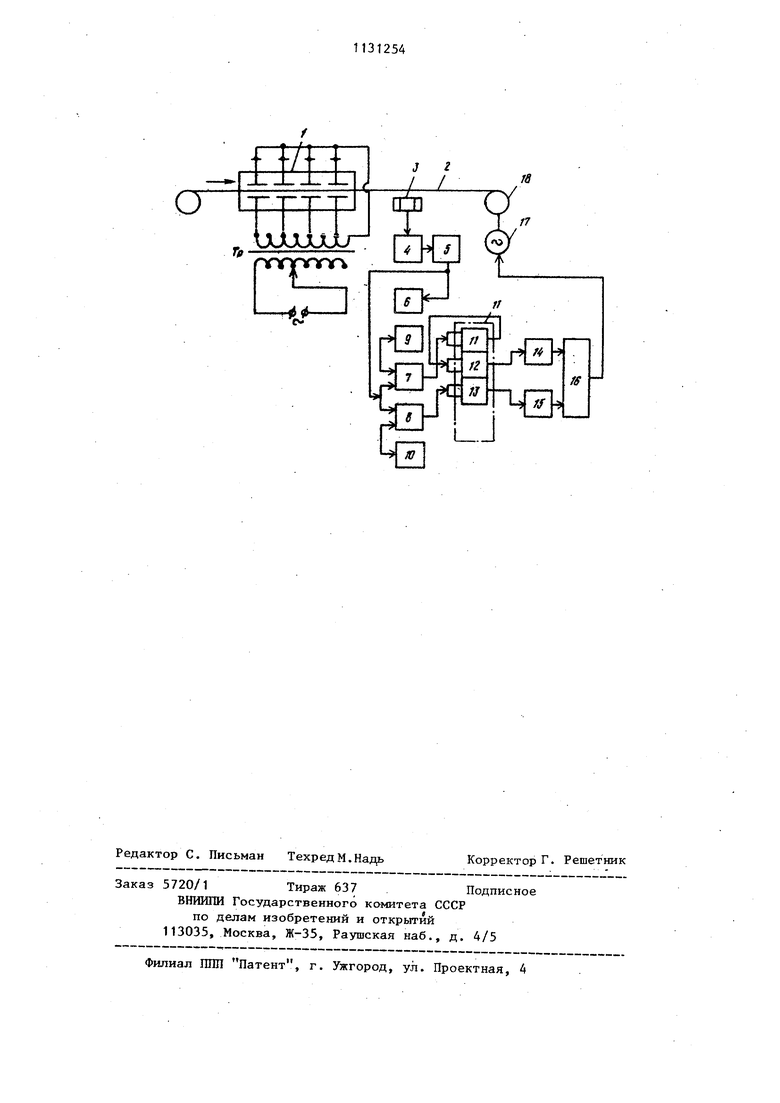
На чертеже изображена схема предлагаемого устройства.
Устройство содержит ванну 1 травления, заполненную электролитом, электродами, между которыми движется обрабатываемое изделие 2, размер изделия контролируется на выходе вакнь е помощью датчика размера 3, связанного с последовательно соединеинымт- преобразователем 4, амплитудно-фазовым детектором 5 и индикатором 6, Выход амплитудно-фазового детектора подсоединен к входам компараторов 7 и 8, два других входа которых подклюнены к источникам 9 и 10 опорного напряжения, регулировкой вь содных напряжений этих источников устанавливаются соответственно нижний и верхний технологические допуски по размеру изделия.
Выход .компаратора 7 подсоединен к входам первого логического элемента 2И-ЫЕ, вьс-сод которого подсоедргнен к входам второго логического 12 2И--НЕ, выход компаратора 8 соединен с входами третьего логического элемента 13 2И-НЕ, выходы логических элементов 12 и 13 по,цключены ;ерез ключи с задержкой 14 и 15 к сигнализатору 16, включенному в цепь угфавления электроприводом 17 намотки проволоки на катушку 18.
Устройство работает следующим образом.
Обрабатываемое изделие 2 движется через ванну 1 травления между электродами, питание на которые подается от трансформатора Тр. В резуг ьтате обработки размер изделия 2 на вьЕ5:оде ванны, уменьшается, что контролируется датчиком размера 3, связанным с последовательно соедикенньс и преобразователен 4, с помощью которого сигнал с датчика размера 3 усиливается до величины напряжения, необходимого для надежной ра боты амплитудно-фазового детектора Амплитудно-фазовый детектор 5 преоб разует напряжение высокой частоты в напряжение постоянного тока, амплитуда которого пропорциональна ра меру изделия.а полярность - знаку отклонения. Текущее значение размеpa изделия контролируется с помощью индикатора 6, подключенного к выход блока 5. Выходной сигнал с блока 5 поступает на входы компаратора 7 и 8, вт рые входы которых подсоединены к соответствующим источникам опорного напряжения 9 и 10. Работа логического блока, содержащего элементы 2И-НЕ осуществляется в следующей последовательности. Исходное состояние: в момент вре мени (t) размер изделия не превышает установленных допусков. При этом на выходе компаратора 7 формируется логический сигнал О, на выхо де логических элементов 11 и 12 соответственно сигналы 1 и О, на выходе компаратора 8 логический сигнал 1, элемента 13 - О, следовательно, сигналы на вход ключей 14, 15 с задержкой не поступают, сигнализатор 16 не срабатьгоает и не вьщает командный сигнал на отключение электропривода намотки. Допустим теперь, что в момент вр мени (Ь) размер изделия изменился стал выше технологического допуска, предварительно установленного с .помощью источника опорного напряжения 9, подсоединенного к одному из входов компаратора 7. При этом на его выходе формируется логический сигнал 1, на выходе логических элементов 11 и 12 соответственно О 1, на входах компаратора 8 и элемен та 13 сигналы без изменения - 1 и О следовательно, на входе ключа 14 сигнал 1, ключа 15 О сигнализатор выдает командный сигнал на электропривод и процесс обработки изделия прекращается, чтобы устранить причины выхода размера изделия за допуск, Этот сигнал вьщается с задержкой, исключающей случайные отключения электропривода. При превыщении в момент времени (tj) размера изделия нижнего технологического допуска, предварительно -установленного с помощью источника 10 опорного напряжения, подключенного к одному из входов компаратора 8, на его выходе формируется логический сигнал О, на выходе элемента 2И-НЕ 13 - 1, на выходе компаратора 7-0, на выходах логических, элементов 2И-НЕ 11 и 12 соответственно 1 и О, следовательно, на входах 14 и 15 сигналы 1 и О, сигнализатор 16 вьщает командный сигнал о превьщгении размера изделия нижнего технологического допуска и процесс обработки прекращается для выявления причин отклонения размера за допуск. В случае, когда размер обрабатываемого изделия снова находится в пределах допуска, цикл работы устройства повторяется. Производственные- испытания данного устройства показали высокую надежность и точность работы, что позволило устанить имеющиеся недостатки известных устройств, сократить число контролеров и рабочих, процент брака, автоматизировать отключение оборудования при вьптуске некондиционных по размеру изделий; повысить производительность оборудования. Экономический эффект от внедрения одного устройства составит 1,5 тыс. рублей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля процесса получения длинномерных материалов | 1990 |
|
SU1805452A1 |
| Устройство для контроля процесса получения длинномерных материалов | 1985 |
|
SU1330607A1 |
| УСТРОЙСТВО УГЛОВОЙ СТАБИЛИЗАЦИИ РЕАКТИВНОГО СНАРЯДА | 2002 |
|
RU2231015C1 |
| СИСТЕМА КОНТРОЛЯ РАСХОДА И УТЕЧЕК БЫТОВОГО ГАЗА В МНОГОКВАРТИРНЫХ ДОМАХ | 2009 |
|
RU2414003C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО АДРЕСНОГО ОТКЛЮЧЕНИЯ ПОДАЧИ ВОДЫ В АВАРИЙНЫЕ УЧАСТКИ ВНУТРЕННЕГО ПРОТИВОПОЖАРНОГО ВОДОПРОВОДА ПРИ НАРУШЕНИИ ГЕРМЕТИЧНОСТИ ЕГО ГИДРАВЛИЧЕСКОЙ СЕТИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2605771C1 |
| СИСТЕМА КОНТРОЛЯ РАСХОДА И УТЕЧЕК БЫТОВОГО ГАЗА В МНОГОКВАРТИРНЫХ ДОМАХ | 2018 |
|
RU2703173C1 |
| ТЕХНОЛОГИЯ ОПРЕДЕЛЕНИЯ ВЕЩЕЙ | 2010 |
|
RU2453003C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПАРАМЕТРА | 1990 |
|
RU1766190C |
| Устройство для динамической балансировки роторов лучом лазера | 1987 |
|
SU1434301A1 |
| Фильтр-реле тока | 1991 |
|
SU1814131A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА ТРАВЛЕНИЯ, содержащее ванну травления с установленным на ее выходе датчиком размера, связаннь5м с последовательно соединенными преобразователем, амплитудным детектором и индикатором, и электропривод намотки с целью управления, отличающееся тем, что, с целью повышения точности контроля и надежности в работе, оно снабжено преобразователем с амплитудно-фазовым детектором, компараторами, источниками опорного напряжения, логическими элементами 2И-НЕ, ключами с задержкой и сигнализатором, причем амплитудно-фазовый детектор включен в линию связи преобразователя с индикатором, выход амплитудно-фазового детектора подключен к двум входам компараторов, два других входа которых подсоединены к источникам опорного напряжения, выход первого компаратора подключен к входам первого логического элемента 2И-НЕ, выход которого подключен к входам второго (О логического элемента 2И-НЕ, а выход второго компаратора соединен с входа(Л ми третьего логического элемента 2И-НЕ, выходы второго и третьего элементов 2И-НЕ подключены через соответствующие ключи с задержкой к сигнализатору, включенному в цепь управления электроприводом намотки. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического регулированияпРОцЕССА элЕКТРОХиМичЕСКОгО ТРАВлЕНияМиКРОпРОВОлОКи | 1979 |
|
SU806789A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство автоматического регулированияпРОцЕССА элЕКТРОХиМичЕСКОгОТРАВлЕНия МиКРОпРОВОлОКи | 1978 |
|
SU836246A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
