со
Од Од
2.Система по п. 1, отличающаяся тем, что подающий транспортер соединен с нижней частью винтовой петли конвейерной ленты, а отводящий транспортер соединен с верхней ее частью.
3.Система поп. 1,oтличaющ а я ся тем, что винтовая петля имеет восходящие и нисходящие участки.
4.Система по п. 3, отличающаяся тем, что восходящие и нисходящие участки взаимодействуют с нап равляющими роликами, расположенными
относительно двух вертикальных параллельных осей, при этом направляющие ролики для восходящего участка соосны с направляющими роликами для нисходящего участка.
5. Система по п. 1, о т л и ч а ющ а я с я тем, что винтовая петля снабжена прямолинейной частью, расположенной вдоль подающего или отводящего транспортера, смежного с петлей, и имеет средства для соединения и разъединения с подающим или отводящим транспортерами.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ БУТЫЛОК ИЛИ ИМ ПОДОБНЫХ ЕМКОСТЕЙ ИЗ ПРОСВЕЧИВАЮЩЕГОСЯ МАТЕРИАЛА | 2007 |
|
RU2426098C2 |
| РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 2012 |
|
RU2543292C2 |
| Линия для ухода за сыром во время его созревания | 1984 |
|
SU1269767A1 |
| Подметально-уборочная машина | 2021 |
|
RU2765998C1 |
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ПОСТУПАЮЩЕЙ ПРЕДПОЧТИТЕЛЬНО В ВИДЕ КАСКАДНОГО ПОТОКА ПЛОСКИХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ПЕЧАТНОЙ ПРОДУКЦИИ | 1989 |
|
RU2042601C1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО С ХРАПОВЫМИ КОЛЕСАМИ | 2012 |
|
RU2533363C2 |
| Роторно-конвейерная линия | 1980 |
|
SU952533A1 |
| НАКОПИТЕЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2553522C2 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2375935C2 |
| СПОСОБ УПРАВЛЕНИЯ ПОТОЧНОЙ ЛИНИЕЙ, ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛБАСООБРАЗНЫХ ПРОДУКТОВ, КЛИПСАТОР ДЛЯ ПОТОЧНОЙ ЛИНИИ И ЗАГРУЗОЧНАЯ МАШИНА ДЛЯ ПОТОЧНОЙ ЛИНИИ | 2007 |
|
RU2438333C2 |
1. КОНВЕЙЕРНАЯ СИСТЕМА, содержащая подающий и отводящий транспортеры, между которьми размещено накопительное устройство, отличающая ся тем, что, с целью расширения ее эксплуатационных возможностей, накопительное устройство вьшолнено с возможностью подсоединения к конвейерным путям и отсоединения в любом месте, снабжено приводом перемещения и представляет собой вертикально направленную бесконечную конвейерную ленту в виде винтовой петли. i СУ)
1
Изобретение относится к области транспортирования изделий, в частности к конвейерным системам для сбора, накопления, вертикальной подачи и распределения различных предметов в поточных линиях.
Известны конвейерные системы, содержащие подающий и отводящий транпортеры, между которыми размещено накопительное устройство Г1.
Недостатком известных конвейерных систем являются ограниченные эксплуатационные возможности, которые не позволяют осуществлять проведение различных по времени технологических операций над перемещаемыми с постоянной скоростью конвейерной системой предметами.
Целью изобретения является расширение эксплуатационных возможностей конвейерной системы.
Указанная цель достигается тем, что в конвейерной системе, содержащей подающий и отводящий транспортеры, между которыми размещено накопительное устройство, последнее выполнено с возможностью подсоединения к конвейерным путям и отсоединения в любом месте, снабжено приводом перемещения И представляет собой вертикальную бесконечнуи конвейерную ленту в виде винтовой петли.
Кроме того, подающий транспортер конвейерной системы соединен с нижней частью винтовой петли, конвейерной ленты, а отводящий транспортер соединен с верхней ее частью.
При этом винтовая петля имеет воходящие и нисходящие участки.
Восходящие и нисходящие участки взаимодействуют с направляющими роликами, расположенными относительно двух вертикальных параллельных осей при этом направляющие ролики для восходящего участка соосны с направляющими роликами для нисхо;а;ящего : участка.
i Винтовая петля снабжена прямолинейной частью, расположенной вдоль подающего или отводящего транспортера, смежного с петлей, и имеет средства для соединения и разъединения с подающим или отводящим транспортерами.
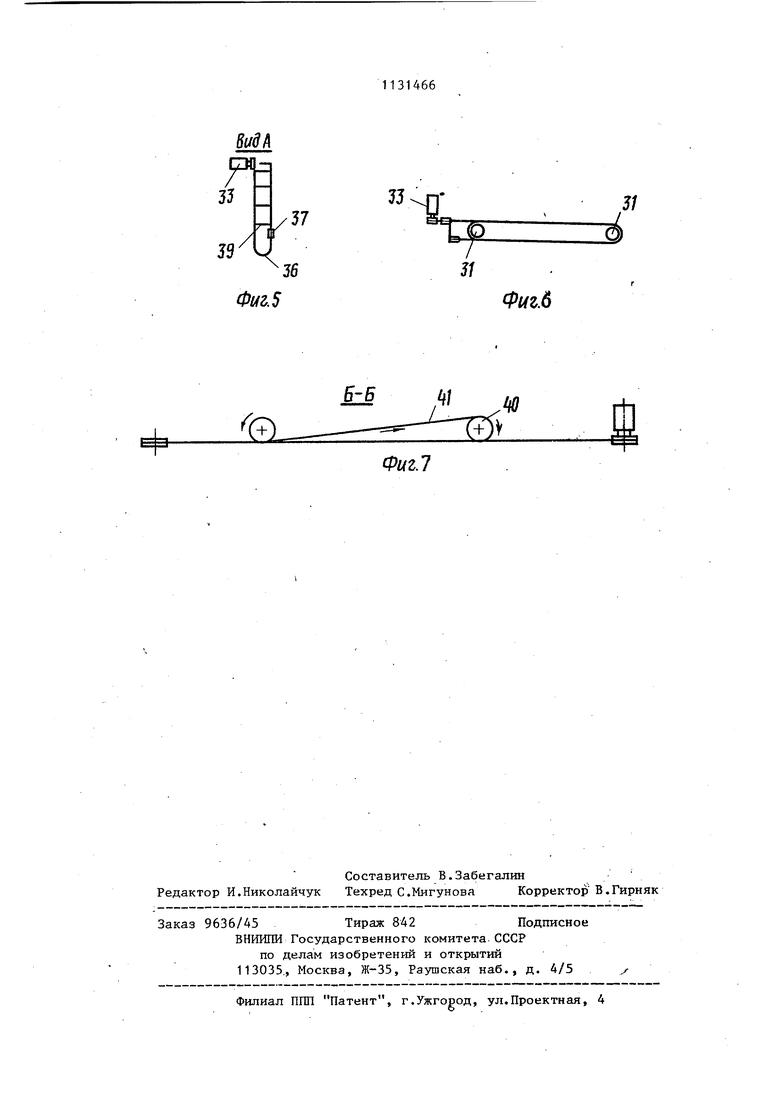
На фиг. 1 приведена конвейерная система, общий вид; на фиг. 2 - накопительное устройство в виде винтовой петли, вид сбоку; на фиг. 3 то же, общий вид} на фиг. 4 - то же, вид в плане; на фиг. 5 - вид А на фиг. 2, на фиг. 6 - то же, вид в плане; на фиг. 7 - сечение Б-Б на фиг. 3.
Конвейерная система содержит накопительное устройство ввиде винтовых петель 1-6, расположенных по ходу конвейерной системы и обслужившощих технологические позиции 7-15 по обработке транспортируемых предметов.
Винтовые петли 1-6 и технологичесие позиции 7-15 соединены между собой онвейерными путями 16-27, при этом онвейерная система снабжена подаюим 28 и отводящим 29 транспортерами. 5
Винтовые петли 1-6 содержат трансортерную ленту 30 и, могут быть выполнены в зависимости от технологических потребностей в двух вариантах.
В одном варианте исполнения (фиг.24) винтовая петля 1-6 включает два прямых боковых участка, взаимно соединенных направляющими роликами 31. Выходящий верхний участок транспортерной ленты 30 петли проходит над нап- 5 равляпощим роликом 32, снабженным приводом 33 перемещения регулируемой скоростью вращения, и далее через направляющий ролик 34 транспортерная лента 30 переходит в вертикальный 20 участок 35, направленный вниз, который, в свою очередь, после участка 36 реверса образует посредством направляющего ролика 37 восходящий участок 38 нижней петли 39.25
В другом варианте исполнения петля содержит ряд направляющих роликов 40, посаженных с возможностью вращения на двух вертикальных параллельных осях и установленных на этих 0 осях соосно. Винтовая петля имеет восходящий 41 и нисходящий 42 участки. Восходящий участок 41 доходит до верхнего направляющего ролика 40 и переходит в верхний горизонтальный 35 участок 43, после которого через другой направляющий роЛик 40, расположенный на вертикальной оси, переходит в нисходящий участок 42 и далее, проходя последовательно направляющие 40 ролики 40, в прямолинейный участок 44. Через шкив 45, снабженный приводом 46 перемещения, прямолинейный участок 44 изменяет направление движения и переходит в участок 47, который поступает 45 на шкив 48, при этом прямолинейный участок 44 снабжен средствами 49 и 50 соответственно подсоединения к конвейерным путям и отсоединения.
Конвейерная система работает еле- 50 дующим образом.
Поступающие на обработку предметы подаются на конвейерньй путь 16, с которого поступают на технологическую позицию 7. После их обработки на jS позиции 7 предметы передаются на конвейерный путь 17, на который могут поступать также предметы с других аналогичных рабочих позиций, соответствующих позиций 7.
Конвейерный путь 17 подает предметы на нижнюю часть винтовой петли 1, на которой обрабатьшаемые предметы собираются и транспортируются по винтОвой траектории в направлении наверх
Благодаря наличию привода 33 (или 46) перемещения винтовой петли 1 скорость подачи предметов может быть отрегулирована в соответствии с требуемой длительностью их обработки. С верхней части винтовой петли 1 предметы передаются на конвейерньй путь 1 который установлен на более высоком уровне.
Через конвейерный путь 18 предметы подаются на следующую технологическую позицию 8 и с нее через конвейерный путь 19 раздаются на более низком уровне. К конвейерному пути 19 подсоединена следующая винтовая петля 2 в ее нижней части.
Далее предметы поступают с верхнего участка конвейерного пути 20 винтовой петли 2 на параллельные подводящие пути, соединяющие конвейеньй путь 20 с технологическими позициями 9, или на другие технологические позиции. Проходя обработку на технологических позициях 9, предметы по параллельным отводящим путям подаются на конвейерньй путь. 21 и далее поступают на винтовую петлю 3, где осуществляется промежуточный этап накапливания и хранения предметов. С винтовой петли 3 обрабатьшаемые предметы через конвейерньй путь 22 поступают на дальнейшую обработку на технологическую позицию 10, с которой по конвейерному пути 23 подаются на винтовую петлю 4 Аналогичным образом после винтовой петли 4 посредством конвейерного пути 24 предметы подаются последовательно на технологическую позицию 11 винтовую петлю 5, технологические позиции 12-14, после чего обрабатываемые предметы могут поступать на двойную винтовую петлю 6, после которой поступают на Заключительную технологическую позицию 15 через отводящий транспортер 29.
В зависимости от технологического процесса обработки предметов, длительности и характера отдельных технологических операций винтовые петли могут быть установлены в различных
местах конвейерной системы, на различных по высоте уровнях. Соединение винтовых петель с конвейерными путями или разъединение осуществляются известньми средствами, например затворами или вентилями. Кроме того, блогодаря наличию индивидуальных приводов перемещения винтовых петель, регулируемых :по скорости,можно варьи- ровать временем нахождения предметов на винтовых петлях.
Можно также изменять в широком диапазоне выполнение винтовых петель
как в виде единичной, так и в виде двойной петель, изменять их габариты в горизонтальной плоскости, а также число Наложенных один на другой витков.
Таким образом, предложенная конвейерная система позволяет осуществлять различные по времени и характеру отдельные операции по обработке различных предметов, обеспечивая непрерывность в целом всего технологического процесса.
0
Фиг,1
75
31
М.
Л
Фмг.5
Ф{4г&
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дикий Б.Ф | |||
| Автоматизация консервного производства | |||
| М., Пищевая промышленность, 1966, с | |||
| СПОСОБ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ЛИМОННОЙ КИСЛОТЫ, СОДЕРЖАЩЕЙСЯ В РАСТВОРЕ | 0 |
|
SU192194A1 |
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
