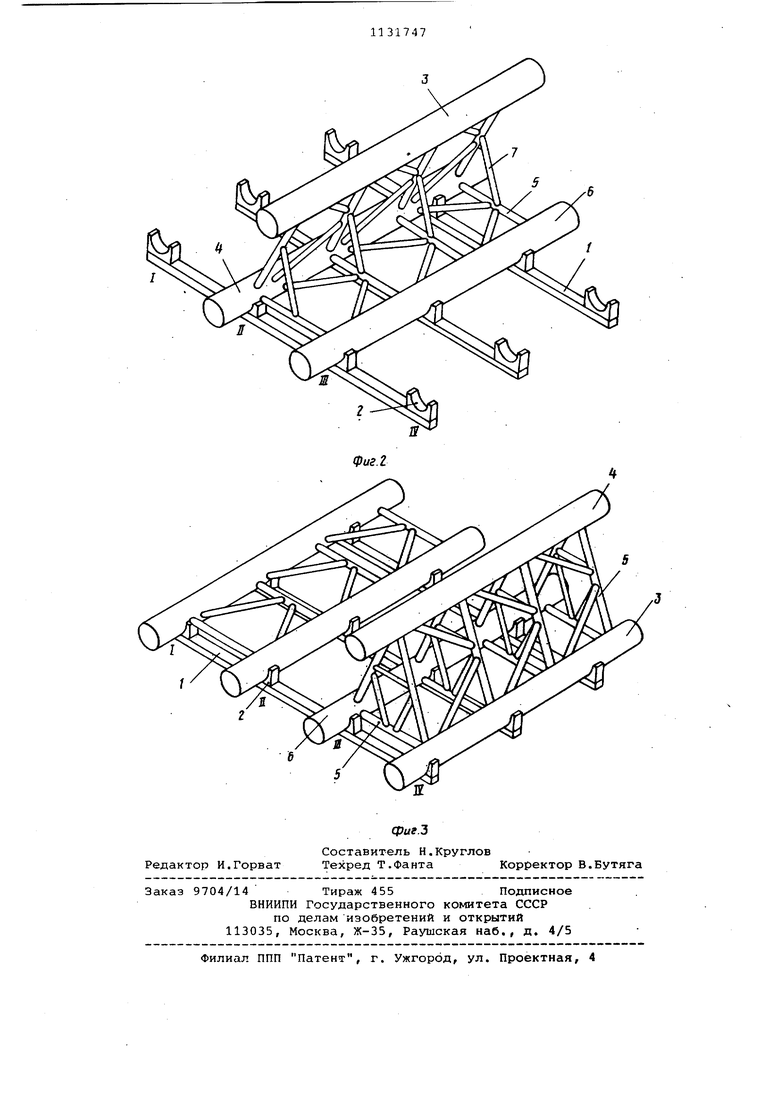
Изобретение относится к судостр нию и касается способов сборки объ ных секций опорных колонн самоподъ ной буровой установки, имеющих в сечении форму равностороннего треугольника. Известен способ сборки секций опорных колонн самоподъемной бурювой установки, при котором стойки связи сваривают между собой после укладки в горизонтальные опоры l Недостатками указанного способа являются большая трудоемкость при формировании конструкции, неблагоприятные условия труда, низкое качество и точность сборочно-еварочны работ, так как они производятся в неудобном положении. Цель изобретения - снижение тру доемкости, улучшение условий труда повышение качества сборочно-свароч ннх работ. Указанная цель достигается тем, что согласно способу сборки секции опорных колонн самоподъемной буровой установки, при котором стойки и связи сваривают между собой после укладки в горизонтальные опоры, на месте сборки размещают ряд параллельных горизонтальных опор, после чего две стойки соединяют с помощью связей между собой после укладки и в соответствующие смежные горизонтальные опоры, поворачивают собран ную часть секции на 120° относитель но оси одной из стоек этой части и фиксируют ее в этом положении, укладывают третью стойку секции в горизонтальные опоры и соединяют ее со стойкой, оставшейся в горизонтальной опоре после поворота части секции, затем поворачивают эту собранную часть секции в том же направ лении дополнительно на 120° от)1осительно оси третьей стойки, повторно укладывая стойку, поднятую при первом повороте части секции, в очеред-. ную горизонтальную опору, после чего соединяют эту стойку с третьей между собой. На фиг.1 показан первый этап сборки части секции; на Фиг.2 - соединение части секции, после ее поворота на 120 , с третьей стойкой, на фиг.З - окончательная сборка секции. Способ осуиествляют следующим образом. На предварительно выведенные и закрепленные к фундаменту смежные горизонтальные опоры 1 с полуцилиндрическими гнездами 2 и упорами от продольного смещения (не показаны) укладывают две стойки 3 и 4, соединяют их посредством связей 5, поворачивают собранную часть секции на 120° относительно оси стойки 4 и фиксируют ее в этом положении, например, посредством упоров (не показаны) , укладывают третью стойку 6 и сваривают ее посредством связей 5 и раскосов 7 со стойкой 4 ()иг.2) , поворачивают собранную часть секции в том же направлении дополнительно на 120 относительно третьей стойки 6 и укладывают первую стойку 3 в очередные гнезда 2, после чего соединяют эту стойку с третьей между собой. Предложенный способ позволяет производить весь объем сборочно-сварочных работ в нижнем положении на плоскости, чем достигается снижение трудоемкости и улучшение условий труда. Повышенная точность изготовления секций при применении предложенного способа достигается тем, что каждая часть секции собирается (сваривается) в одном и том же кондукторе (на одних и тех же простых опорах).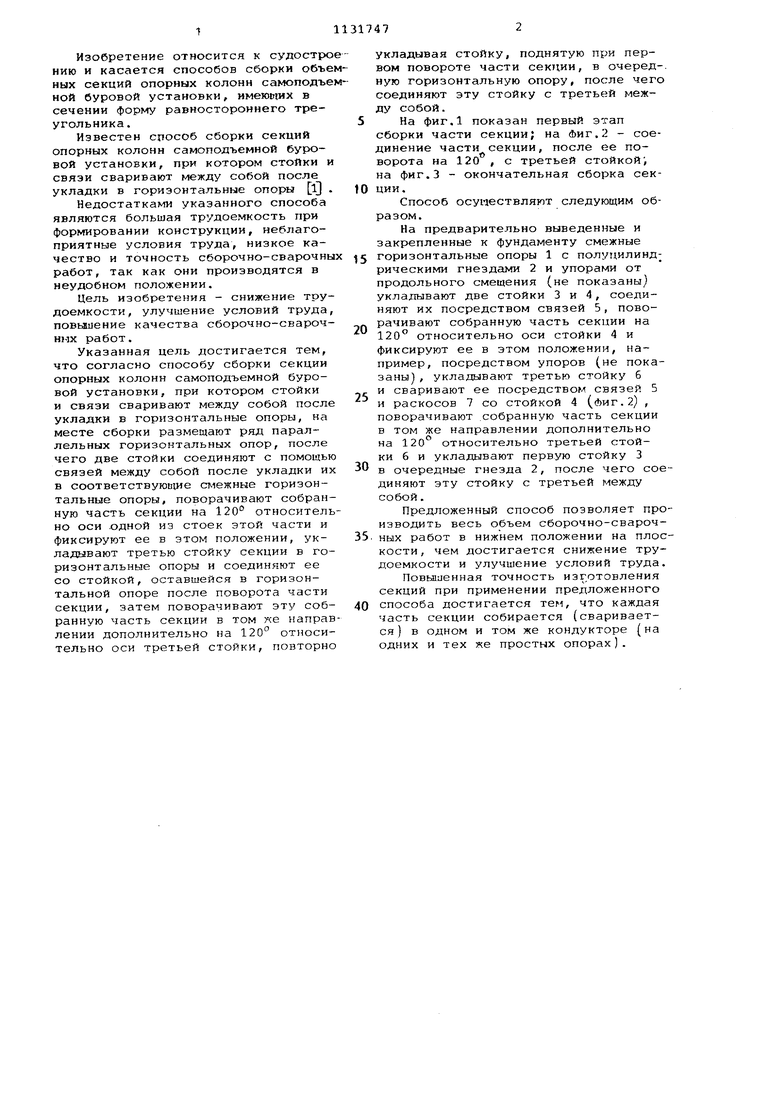
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки секций опорных колонн самоподъемной буровой установки | 1983 |
|
SU1198153A1 |
| Устройство для сборки секций опорных колонн самоподъемной буровой установки | 1985 |
|
SU1316907A1 |
| Устройство для сборки секции стоек | 1990 |
|
SU1785942A1 |
| Способ монтажа опорных колонн плавучей буровой установки | 1989 |
|
SU1664969A1 |
| Способ стыкования на плаву частей самоподъемной буровой платформы | 1986 |
|
SU1359193A1 |
| Способ постройки и спуска самоподъемной плавучей буровой установки | 1982 |
|
SU1131759A1 |
| Способ постройки и спуска на воду самоподъемной плавучей платформы и устройство для его осуществления | 1981 |
|
SU992303A1 |
| Способ стыкования на плаву частей самоподъемной буровой платформы | 1980 |
|
SU912585A1 |
| Способ сборки, монтажа и демонтажаОпОРНыХ КОлОНН САМОпОд'ЕМНОйплАВучЕй буРОВОй уСТАНОВКи | 1979 |
|
SU816861A1 |
| Устройство для монтажа опорных колонн морской самоподъемной платформы | 1981 |
|
SU982965A1 |
СПОСОБ СБОРКИ СЕКЦИЙ ОПОРНЫХ КОЛОНН САМОПОДЪЕМНОЙ БУРОВОЙ УСТАНОВКИ, при котором-стойки и связи сваривают между собой после ук-ладки в горизонтальные опоры, отличающийся тем, что, с целью снижения трудоемкости, улучшения условий труда, повышение качества и точности сборочно-сварочных работ, на месте сборки размещают ряд параллельных горизонтальных опор, после чего две стойки соединяют с помощью связей между собой после укладки их в соответствуюиие смежные горизонтальные опоры, поворачивают собранную часть секции на 120° относительно оси одной из стоек этой части и Фиксируют ее в этом положении, укладывают третью стойку секции в горизонтальные опоры и соединяют ее со стойкой, оставшейся в горизонтальной опоре после поворота части секции, затем поворачивают эту собранную часть секции в том же направлении дополнительно на 120 относительно оси третьей стойки, повторно укладывая стойку, поднятую i при первом повороте части секции, в очередную горизонтальную опору, (Л после чего соединяют эту стойку с третьей между собой. со 4 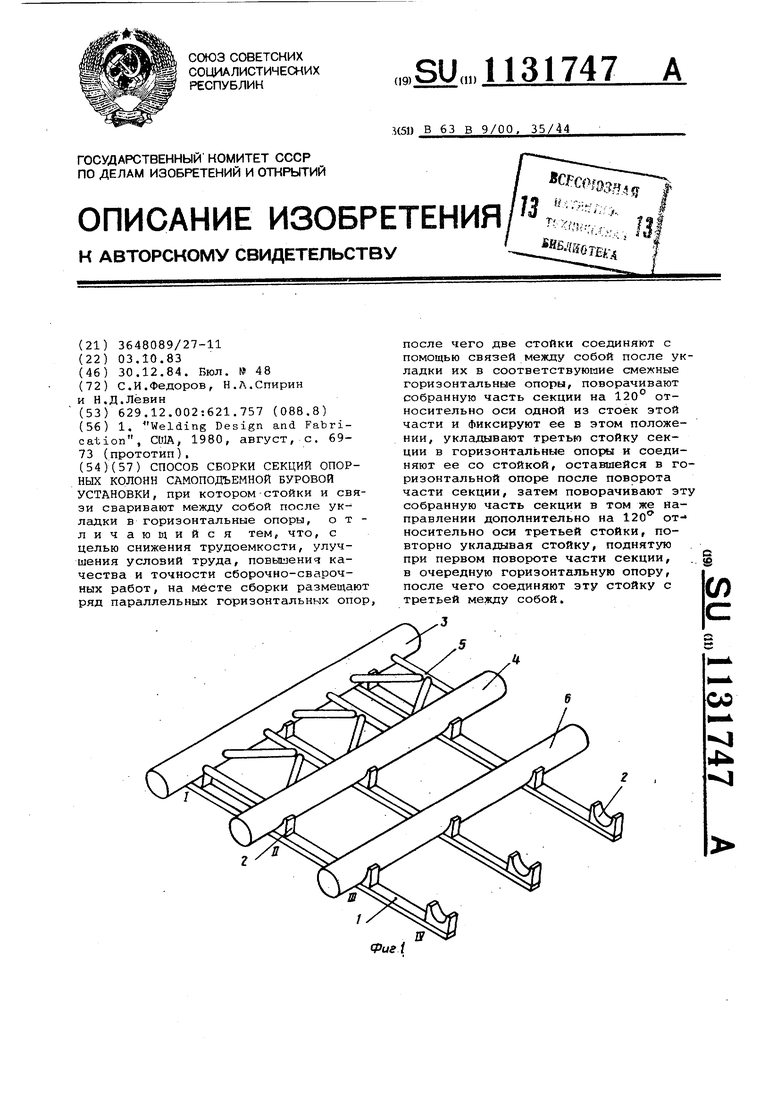
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Welding Design and Fabrication, CLiJAj 1980, август, с | |||
| МАШИНА ПОСТОЯННОГО ТОКА С РЕГУЛИРУЕМЫМ СОПРОТИВЛЕНИЕМ МАГНИТНОЙ ЦЕПИ | 1923 |
|
SU6973A1 |
