Изобретениеотносится к судостроению и касается устройств для сборки объемных секций стоек преимущественно опорных колонн самоподъемных плавучих буровых установок.
Известно устройство для сборки секций опорных колонн, самоподъемной буровой установки содержащее горизонтальную опору с расположенными на ней кольцами, каждое из которых выполнено с направляющими желобками и с захватами, приводом и подвижными опорами, при этом каждое кольцо выполнено из четного количества сегментов, одна половина выполнена с гнездом и с тросовой осью, а другая - с площадкой, при этом между сегментами cv
гнездами поочередно расположены сегменты с площадками, а все они связаны между собой осями и фиксаторами, причем привод выполнен в виде барабана с тросами, один конец каждого из которых закреплен тросовой осью в одном из сегментов с гнездом, а другой - на соответствующем барабане привода, при этом тросы расположены в направляющих желобах соответствующих колец, причем каждая подвижная опора снабжена роликами, расположенными с возможностью перемещения.
К недостаткам данного устройства следует otnecTH его сложность, а также сложность изготовления с помощью известного
4 00 СП ЧЭ
Јь Ю
устройства секции опорных колонн с необходимой точностью и качеством.
Известен сборочно-сварочный стенд для сборки и сварки только одной модуль- секции, состоящей из плиты и трех стоек с хомутами, лесов для размещения людей, сварочного и прочего технологического оборудования.
Известен разборный сборочно-сварочный стенд для сборки и сварки объемных секций из модуль-секций, включающий в себя плиту и трехъярусные разборные леса.
Известные стенды не обеспечивают необходимого качества секции опорных колонн по следующим причинам:
модуль-секции собирают в одном стенде, а объемную секцию - в другом;
стенд объемной сборки секции-разбор- ным. -
Кроме того, сборка секции в известных стендах характеризуется большой трудоемкостью, большим объемом сборочно-сва- рочных работ на высоте ив неудобном пространственном положении,
Известно устройство для сборки и сварки каркаса кузова автобуса, содержащее основание с колоннами, несущими узлы фиксации и крепления правой и левой боковин, задней части кузова и его крыши, тележку для крепления пола и передней части кузова, на которой смонтированы узлы приёма правой плевой боковин кузова и рельсовый путь для ее перемещения, при этом устройство оснащено дополнительной тележкой, жестко связанной промежуточной тягой с основной и несущей стойки с указанными узлами крепления правой и левой боковин и узлами возвратно-поступательными перемещения этих боковин в направлении, перпендикулярном к направлению перемещения дополнительной тележки.
Указанное устройство принято в качестве прототипа.
Недостатками известного устройства являются1 его низкие эксплуатационные качества, так как оно предназначено только для сборки и сварки каркаса кузова автобуса и не может быть применено для сборки секций опорных колонн самоподъемной буровой установки.
Цель изобретения - повышение эксплуатационных качеств устройства.
Для достижения этой цели в устройстве для сборки секции стоек, содержащем основание, на котором размещены два транспортных средства, первое из которых выполнено в виде тележки, и вертикальные опоры с фиксаторами, имеющими возможность взаимодействия с окнами частей стоек секций, согласно изобретению, второе
транспортное средство выполнено из трех радиально установленных под углом 120° поворотных в вертикальной плоскости постелей, регулируемых по высоте посредством упоров постелей, а вертикальные опоры снабжены траверсой, имеющей возможность перемещения по этим вертикальным опорам, а фиксаторы постелей выполнены с возможностью взаимрдейст0 вия с окнами частей стоек.
Данное решение позволит устанавливать и стыковать каждую ранее полученную часть секции с большой точностью с частями стоек, закрепленными в постелях относи5 тельно одних и тех же базовых поверхностей.
На фиг.1 изображен общий вид устройства; на фиг,2 - вид А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - вид В на фиг.2; на
0 фиг.5 - сечение Г-Г на фиг.4; на фиг.6 . сечение Д-Д на фиг, 1; на фиг.7 - сечение
Е-Е на фиг.З; на фиг.8 -.сечение Ж-Ж на
фиг.З; на фиг.9 - вид 3 на фиг.З; на фиг.Юсхема базовых рисок; на фиг.11 - сечение
5 И-И на фиг.2; на фиг.12 - схема формирования верхней части секции; на фиг. 13 - вид К на фиг. 12; на фиг, 14 - схема формирования средней части секции; на фиг. 15 - схема формирования нижней части секции.
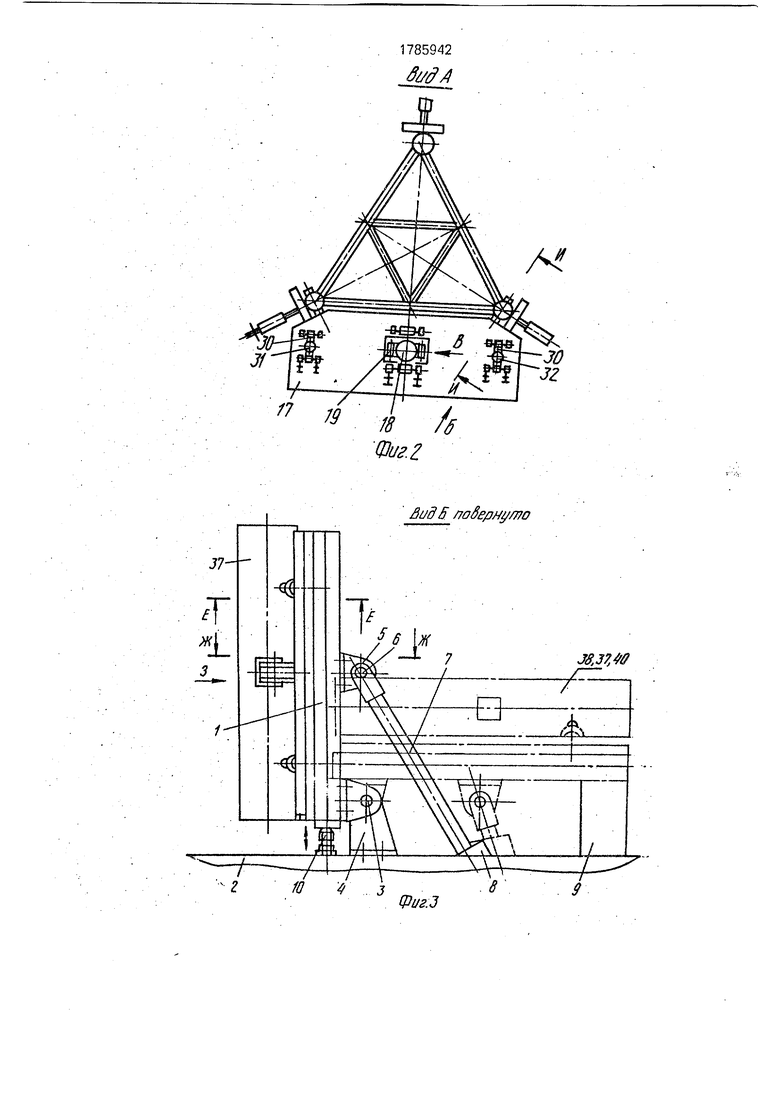
0 Устройство для сборки секции стоек опорной колонны самоподъемной .буровой установки состоит из трех постелей 1, радиально установленных под углом 120° друг к другу на основании 2 (см.фиг.Ю). Каждая
5 постель 1 (см.фиг.З) посредством оси 3 шар- нирно связана с кронштейном 4, закрепленным на основании 2, а посредством кронштейна 5 и оси 6 шарнирно соединена со штоком 7 гидроцилиндра 8, корпус кото0 рого шарнирно закреплен на основании 2 (не показано). Каждая постель 1 имеет подставку 9, предназначенную для установки постели 1 в горизонтальное положение и регулируемый упор 10, выполненный в виде
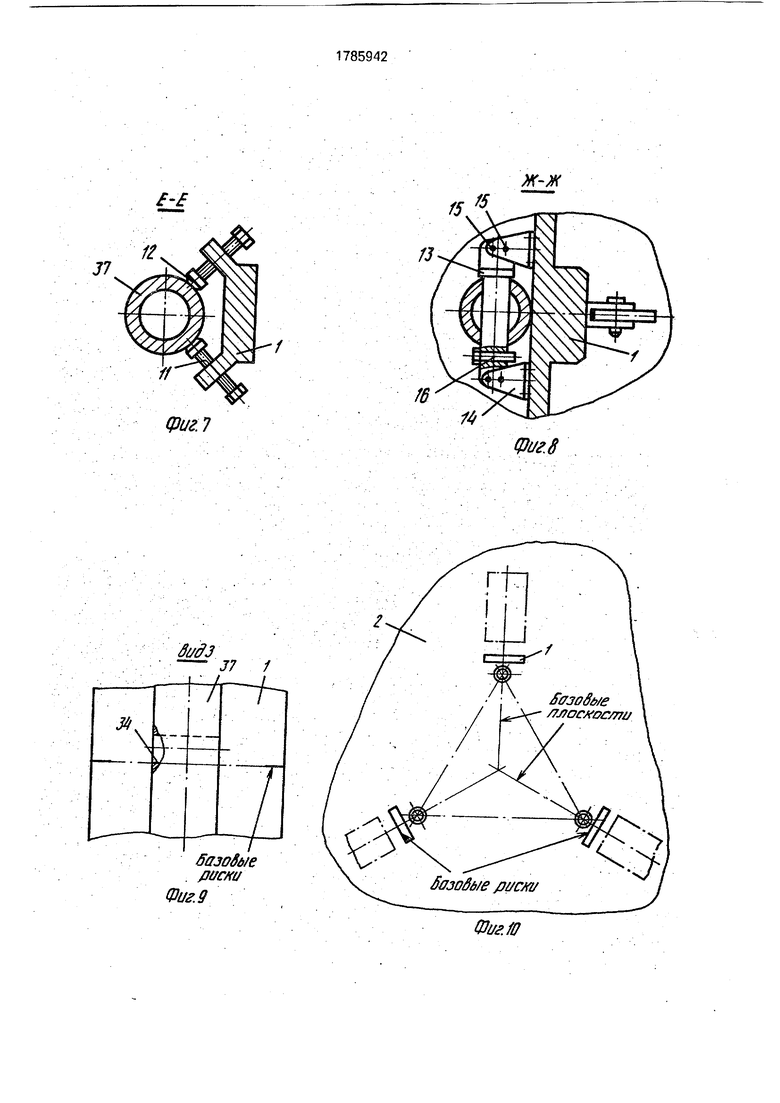
5 винта, предназначенный для вертикальной установки на него постели 1. Каждая постель 1 имеет две пары разнесенных по длине выдвижных упоров 11с шариками 12 на концах (см.фиг,7). Кроме того каждая по0 стель 1 снабжена фиксатором 13, выполненным в виде съемной балки, установленной в кронштейнах 14 и закрепленной посредством осей 15. В пазах балки размещены пальцы 16.
5 Устройство для сборки секции стоек включает в себя траверсу 17, установленную с возможностью перемещения по вертикальной опоре 18, жестко закрепленной на основании 2 (см.фиг.1). Опора 18 (см.фиг.б) имеет зубчатую рейку 19, кинематически
связанную с зубчатыми колесами 20, закрепленными на валах 21 редуктора 22, который закреплен на траверсе 17. Редуктор 22 соединен с электродвигателем 23. Опора 18 имеет направляющие 24, взаимодейству- ющие с двумя парами роликов, закрепленных на тра-версе 17 (см.фиг.4. 6), при этом в каждой паре роликов один 25, жестко закреплен на траверсе 17, а второй ролик 26, с целью выборки люфтов в направляющих 24 опоры 18 выполнен регулируемым и установлен с возможностью перемещения в опорах 27 по направляющим 28 посредством винтов 29. Траверса 17 (см.фиг. 1,2) имеет еще ролики,, конструкция которых аналогична вышеописанным, для взаимодействия с направляющими 30 дополнительных вертикальных опор 31 и 32, жестко закрепленных на основании 2, обеспечивающих плавность перемещения и отсутствие перекосов траверсы 17.
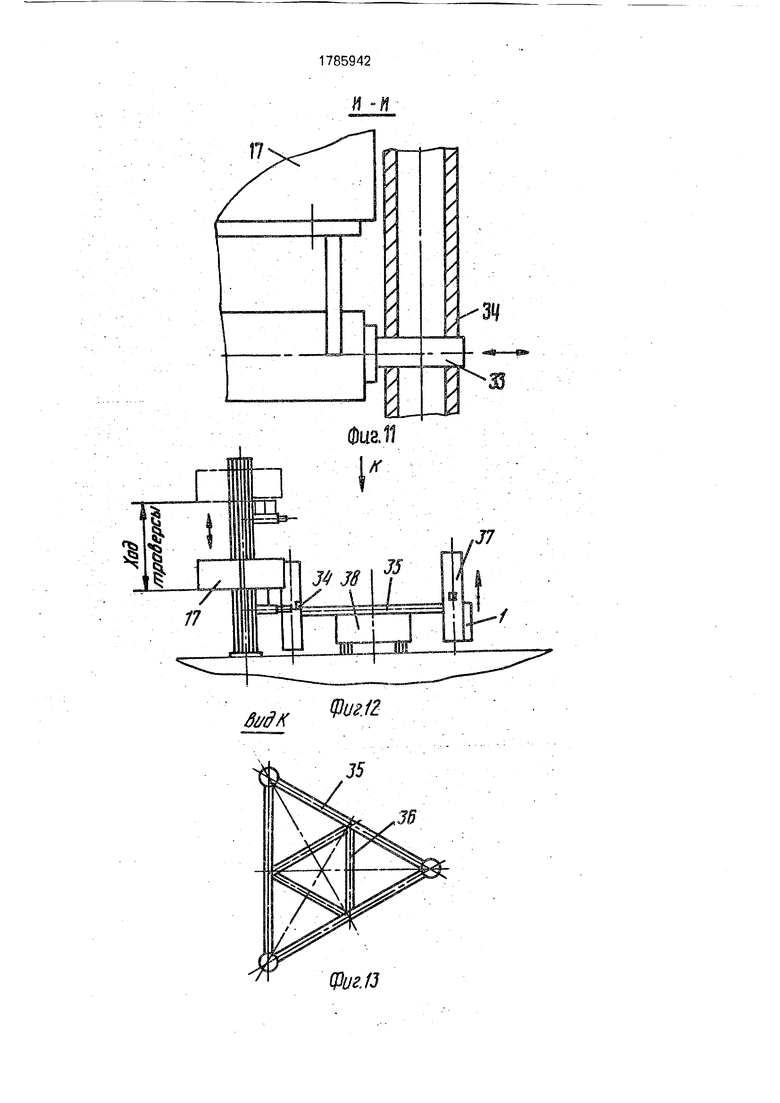
В нижней части траверсы 17 (см.фиг. 11) . смонтированы выдвижные фиксаторы 33, с приводом их перемещения, например гидравлическим (на чертеже не показан).
Секция опорных колонн состоит из трех частей: верхней, средней и нижней. Каждая часть состоит из стоек с окнами 34, горизонтальных связей 35, скрепляющих стойки и внутренних горизонтальных связей 36, скрепляющих связи 35 между собой.
Устройство работает следующим образом.
Горизонтальные связи 35 и 36 укладывают на регулируемые по высоте опоры (на чертеже не показаны). Затем на предварительно выверенные относительно базовых плоскостей постели 1 устанавливаются ра- диально под углом 1.20° друг к другу (см.фиг.10) в горизонтальное положение, при этом постель 1 опирается на подставку 9. Затем на выдвижные упоры 11 постелей 1 (см.фиг.7) последовательно укладывают верхние части стоек 37. При этом, изменяя высоту упоров 11, регулируют положение продольной оси верхних частей стоек 37 относительно постелей 1 в горизонтальном положении. Положение окон 34 относительно постелей 1 регулируют посредством поворота и продольного перемещения стоек 37 на шариках 12, при.этом одна сторона окна 34 должна совпасть с теоретической линией, соединяющей базовые риски (см.фиг.9). Таким образом, каждая верхняя часть стоек 37 в горизонтальном положении устанавливается относительно базовых рисок постелей. В окна 34 (см.фиг.8) стоек 37 вставляют съемные балки ТЗ, контактирующие с периферией окон посадочными поверхностями, затем фиксируют верхнюю
часть стоек 37 пальцами 16 от смещения по балке: 13, а затем саму балку фиксируют в кронштейнах 14 осями 15. Таким образом, верхняя часть стойки 37 зафиксирована от смещения как по балке 1.3. так и относительно постели 1. Устанавливают постели 1 гидроцилиндрами 8 в вертикальное положение на регулируемые упоры 10 (см.фиг.З), которые регулируют лишь однажды, а именно в наладочном режиме, чтобы верхние части стоек 37 оказывались размещены с необходимым зазором с ранее установленными связями 35 и 36 (см.фиг.12, 15). Верхние части стоек 37 соединяют электросваркой с горизонтальными связями 35, а внутренние связи 35 - с внутренними связями 36, Затем под полученную часть секции подводят транспортное средство, например тележку или трейлер 38 (см.фиг.12), с приспособлением для зажима горизонтальных связей 35 и 36, в строго фиксированном положении (на чертеже не показано). Затем расфикси- руют верхние части стоек 37 относительно постелей 1. Для этого съемные балки 13 освобождают из кронштейнов 14 путем удаления осей 15. Удаляют из пазов балки 13 пальцы 16, а затем вынимают и саму балку 13 из окна 34. Гидроцилиндрами 8 укладывают постели .1 в горизонтальное положение на подставки 9 (см.фиг.З). Опускают траверсу 17 включением электродвигателя 23 и редуктора 22 до упора или датчика (на чертеже не показано), при котором фиксаторы 33 окажутся напротив окон 34 в верхних частях стоек 37, В водят фиксаторы 33 в окна 34 посредством включения привода их перемещения. Одновременно с введением фиксаторов 33 в окна 34 разжимают приспособление тележки 38 и освобождают гори- зонтальные связи 35 и 36. Поднимают полученную часть секции траверсой 17 на. высоту большую, чем высота последующей части секции (см.фиг. 14). После подъёма готовой части секции отводят в исходное положение транспортную тележку. Затем укладывают на регулируемые опоры {на чертеже не показаны) горизонтальные связи 35 и 36, предназначенные для средней части секции 39, и производят операции, аналогичные описанным выше. После полного изготовления средней части стоек и отвода постелей 1 в исходное положение она остается в том же положении, так как она зажата за горизонтальные связи 35 и 36 на тележке 38. Траверсой 17 опускают ранее полученную верхнюю часть секции 37 до стыковки стоек со стойками средней части секции 39, сваривают их между собой, а потом соединяют раскосами 40 для увеличения прочности соединения частей (см,фиг,14).
Разжимают приспособление тележки 38 и освобождают горизонтальные связи 35 и 36 и отводят тележки 38 в исходное положение. Поднимают сваренные части секции 37 и 39 на высоту большую, чем высота нижней ча- сти секции. Аналогично описанному проводят операции по изготовлению нижней части секции 41 и стыковки ее со средней частью. Секция готова (см;фиг.15). Из окон 34 выводят выдвижные фиксаторы 33 и, не разжимая горизонтальных связей 35 и 36, приспособлением тележки 38 выводят готовую секцию.
Процесс сборки следующей секции повторяют.
За объекты сравнения принят прототип, а именно устройство для сборки и сварки каркаса кузова автобуса.
Предложенное устройство позволяет производить сборочно-сварочные работы на одних невысоких определенных уровнях, автоматизировать процессы сварки, достичь необходимой точности за счет изготовления всей секции в одной устройстве относительно одних базовых поверхностей, а также за счет сборки очередной части секции относительно ранее изготовленной.
Кроме того, предложенное устройство позволят исключить пригоночные работы между смежными секциями при монтаже опорных колонн на плаву за счет изготовления секций в одном и том же устройстве, что значительно снизит трудоемкость монтажа опорных колонн.
... Таким образом, положительный эффект достигается за счет:
сокращения времени изготовления;
точности сборки;
сокращения количества дорогостоящих стендов; .
исключения использования кранов большой грузоподъемности;
снижение трудоемкости при монтаже опорных колонн.
Предложенное устройство может быть применено для сборки и сварки ферменных конструкций аналогичной формы.
Ф о р м у л а и з о б р е т е н и я
Устройство для сборки секции стоек, преимущественно опорных колонн само-, подъемной буровой установки, содержащее, основание, на котором размещены два транспортных средства, первое из которых выполнено в виде тележки, и вертикальные опоры с фиксаторами, имеющими возможность взаимодействия с окнами частей стоек секций,о тличающееся тем, что, с целью повышения эксплуатационных качеств устройства, второе транспортное средство выполнено из трех радиально установленных под углом в 120° поворотных в вертикальной плоскости постелей, регулируемых по высоте посредством упоров фиксаторов постелей, а вертикальные опоры снабжены траверсой, имеющей возможность перемещения по этим вертикальным опорам, на которых закреплены фиксаторы опор, а фиксаторы постелей выполнены с возможностью взаимодействия с окнами частей стоек.



| название | год | авторы | номер документа |
|---|---|---|---|
| Монтажный стенд | 1986 |
|
SU1349817A1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| Стенд сборки кузова полувагона | 1984 |
|
SU1152840A1 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ | 2004 |
|
RU2281844C2 |
| МЕХАНИЧЕСКИЙ ПОДВОДНЫЙ ПЛАНИРОВЩИК | 2006 |
|
RU2334046C2 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| СПОСОБ СООРУЖЕНИЯ ЦИЛИНДРИЧЕСКОГО РЕЗЕРВУАРА МЕТОДОМ ПОДРАЩИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2261313C2 |
| Стенд для испытания грузоподъемной машины | 1989 |
|
SU1794877A1 |


Использование: преимущественно сборка объемных секций опорных колонн самоподъемных плавучих буровых установок. Сущность изобретения: три постели ра- диально под углом 120° установлены на основании. Постели шарнирно закреплены относительно основания и посредством гидроцилиндров 8 имеют возможность поворота из горизонтального в вертикальное положение. Постели снабжены фиксаторами. Устройство включает в себя траверсу, установленную с возможностью перемещения по опорам 18, закрепленным на основании. На траверсе смонтированы выдвижные фиксаторы. Укладывают на постели, находящиеся в горизонтальном положении, верхние части стоек и фиксируют их. Поворачивают постели в вертикальное положение, стойки прижимаются к ранее уста- новленным связям .и соединяют, их со связями. Готовую часть секции поднимают на высоту, превышающую высоту последующей части секции, и операции повторяют до изготовления следующей части секции. После чего их состыковывают и обе поднимают на высоту большую, чем высота последующей части. Далее операции повторяют. Положительный эффект: сокращение времени изготовления; повышение точности сборки; сокращение количества дорогостоящих стендов; исключение.кранов большой грузоподъемности; снижение трудоемкости при монтаже опорных колонн. 15 ил. ел с
Фиг.1
Вид В
Г-Г
Шиа.6
фиг.8
ФигЮ
Фиги
| Устройство для сборки и сварки каркаса кузова автобуса | 1974 |
|
SU558768A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
