Изобретение относится к литейному производству и касается литейной формы для отливки осевого лопастного колеса гидротрансформатора.
Известна металлическая литейная форма для получения отливки осевого лопастного колеса гццротрансформатора, содержащая . вставку с формоо азующими лопасти зубьями, расположенными под наклоном к окружности вставки, нри этом вставка имеет штифт, расположенный в спиральной направляющей, выполненной в центрирующем стержне. Эта литейная форма позволяет получить отливку е необходимым относительным шагом лопастей (i.
Однако с помощью такой литейной формы нельзя получить отливку лопастног о колеса с входным углом лопастей близким к 90 , а именно такие лопастные колеса получают широкое применение в гндротрансформаторах в качестве их реакторов.
Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является литейная форма с осевым разъемом содержащая две формообразующие вставки с зубьями. При этом по разные стороны от вершины каждого зуба первой вставки расположены плоская поверхность, примыкающая к плоской поверхности зуба второй встав ки, и криволинейная поверхность, выполненная вогнутой. Криволинейная поверхность зубьев второй вставки выполнена вьшуклой, причем между зубьями второй вставки имеется вогнутая поверхность, формообразующая входную кромку лопастей. Вершина каждого зуба первой упомянутой вставки расположена у точки сопряжения криволинейной поверхности этого зуба и вогнутой поверхности между зу&ями арутой вставки, а ее проекция на плоскость, нерпенднкулярную оси вставок, расположена напротив площадки, выполненной между плоской и вогнутой поверхностями зуба второй вставки. Использование для получения отливок указанной лнтейной формы позволяет получить хорошее качество поверхности и снизить трудоемкость изготовления зтнх колес 2.
Недостатком отливки осевого лопастного колеса, получаемой с помощью известной литейной формы, является то, что при малом выходном угле лопастей колеса, менее 35 , относительный щаг лопастей получается значительно больше оптимального значения. Особенно существенное отлнчие реализуемого шага лопастей от оптимального получается для лопастных колес реакторов гидротрансфоматоров с выходными углами 20-30 , имеющих широкое применение в трансмиссиях транспортных машин.
Невозможность реализации оптималыюго относительного шага лопастей с помощью рассмотренной литейной формы приводит к снижению КПД гидротрансформатора.
Целью изобретения является получение отливок с уменьшенным относительным шагом лопастей в сторону оптимального его значени для повышения КПД гидротрансформатора.
Для достижения указанной цели в литейной форме для отливки осевого лопастного колеса гидротрансформатора, содержащей две ограничивающие рабочую полость вставки с зубьями, по разные стороны от вершины каждого из которых расположена плоская поверхность, примыкающая к плоской поверхности зуба другой вставки, и криволинейная поверхность, формообразующая поверхность лопасти колеса, при этом криволинейная поверхность зубьев первой вставки выполнена вогнутой, а криволинейная поверхность зубьев второй вставки выполнена выпуклой, причем между зубьями второй вставки имеется вогнутая поверхность, формообразующая входную кромку лопастей, вершина зубьев первой вставки расположена в рабочей полости формы, а плоская поверхность зуба второй вставки сопряжена с вогнутой поверхностью, формообразующей входную кромку лопастей.
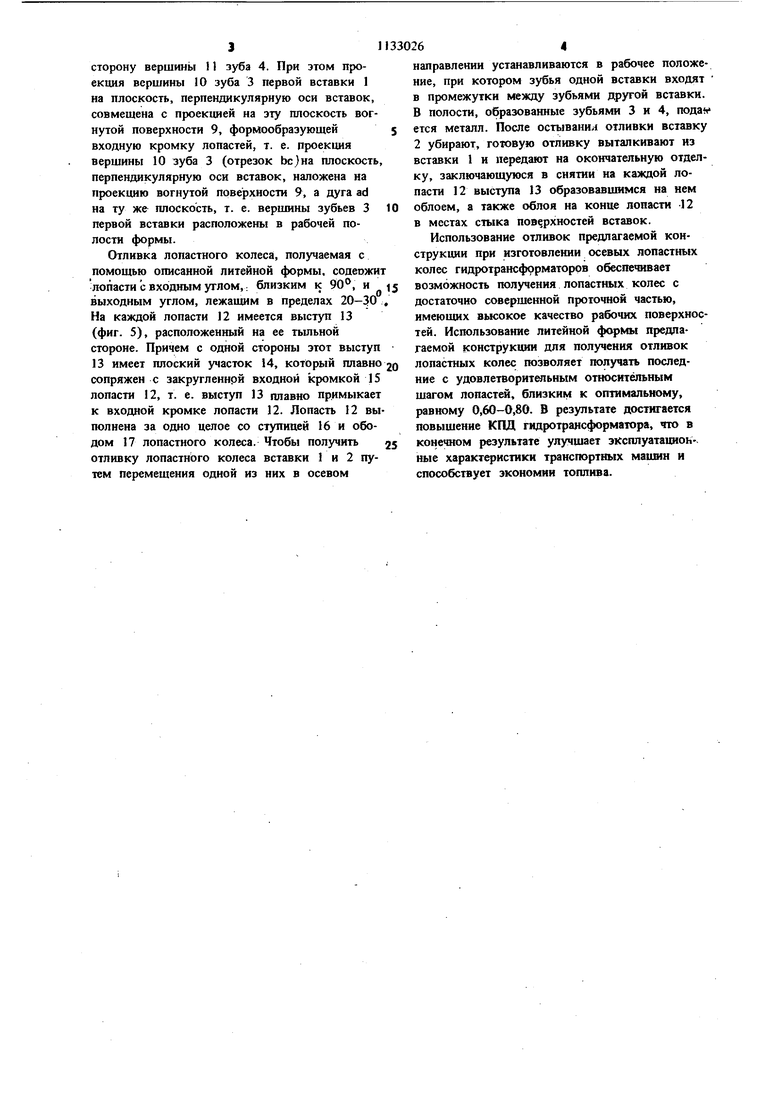
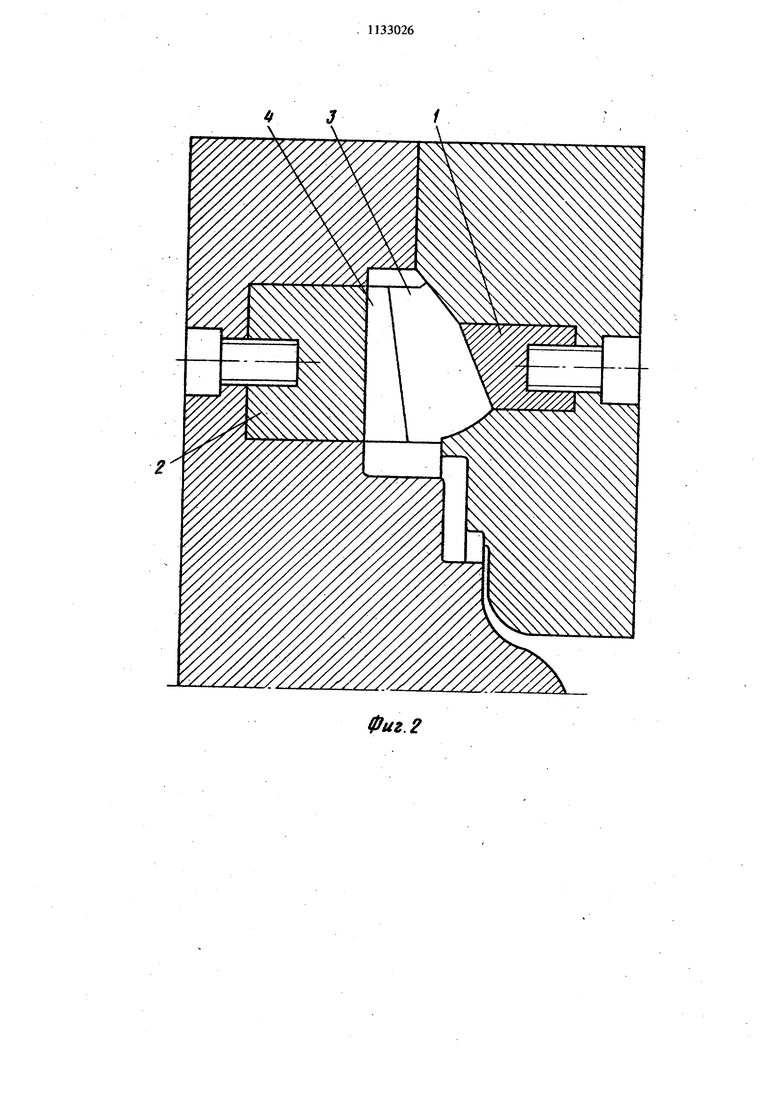
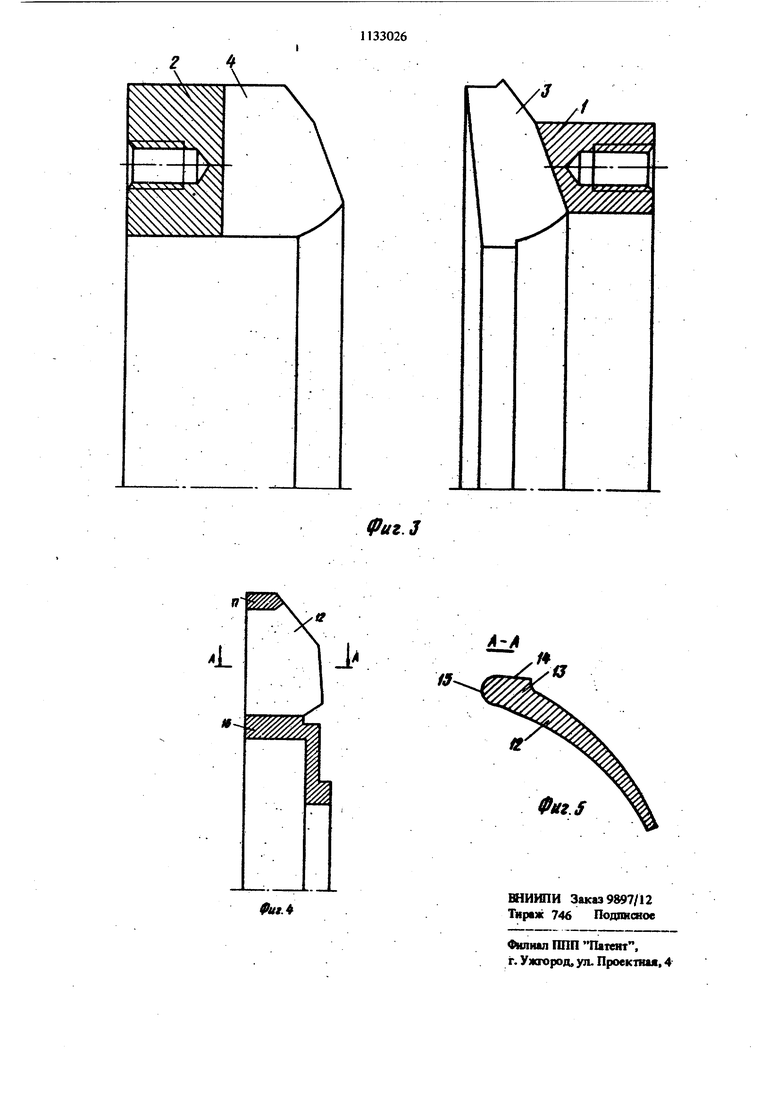
На фиг. 1 показано сечение зубьев формообразующих вставок в собранной литейной форме; на фиг. 2 - литейная форма с осевым разъемом, продолыгый разрез; на фиг. 3 - формообразующие вставки литейной формы; на фиг. 4 - отливка лопастного колеса; на фиг. 5 - сечение А А на фиг. 4.
Литейная форма для отлшки осевого лопатного колеса гидротрансформатора содержит формообразующие вставки I и 2 с зубьями 3 и 4. Криволинейная поверхность 5 зубьев 3 первой вставки, формообразующая тыльную сторону лопастей, вьшолнена вогнуто а криволинейная поверхность 6 зубьев 4 второй вставки, формообразующая лицевую сторону лопастей, выполнена выпуклой. По другую сторону от вершины каждого из зубьев 4 выполнены плоские поверхности 7, примыкающие к плоским поверхностям 8 зубьев 3 другой вставки.
Между зубьями 4 второй вставки 2 имеется вогнутая поверхность 9, формообразующая входную кромку лопастей. Вершина 10 каждого зуба 3 первой вставки 1 смещена от точки а сопряжения вогнутой поверхности 9 между зубьями второй вставки с плоской поверхностью 7 зуба и второй вставки 2 в
сторону вершины 11 зуба 4. При этом проекция вершины 10 зуба 3 первой вставки 1 на плоскость, перпендикулярную оси вставок, совмещена с проекцией на эту плоскость вогнутой поверхности 9, формообразующей5 входную кромку лопастей, т. е. проекция вершины 10 зуба 3 (отрезок be)на плоскость, перпендикулярную оси вставок, наложена на проекцию вогнутой поверхности 9, а дуга ad на ту же плоскость, т. е. вершины зубьев 3 10 первой вставки расположены в рабочей полости формы.
Отливка лопастного колеса, получаемая с помощью описанной литейной формы, содеожит лопасти с входным углом,: близким к 90, и 15 выходным углом, лежащим в пределах 20-30 , На каждой лопасти 12 имеется выступ 13 (фиг. 5), расположенный на ее тыльной стороне. Причем с одной стороны этот выступ 13 имеет плоский участок 14, который плавно 2о сопряжен с закругленной входной кромкой 15 лопасти 12, т. е. выступ 13 плавно примыкает к входной кромке лопасти 12. Лопасть 12 выполнена за одно целое со ступицей 16 и ободом 17 лопастного колеса. Чтобы получить 25 отливку лопастного колеса вставки 1 и 2 путем перемещения одной из них в осевом
направлении устанавливаются в рабочее положение, при котором зубья одной вставки входят в промежутки между зубьями другой вставки. В полости, образованные зубьями 3 и 4, ется металл. После остывания отливки вставку 2 убирают, готовую отливку выталкивают из вставки 1 и передают на окончательную отделку, заключающуюся в снятии на каждой лопасти 12 выступа 13 образовавшимся на нем облоем, а также облоя на конце лопасти 12 в местах стыка поверхностей вставок.
Использование отливок предлагаемой конструкции при изготовлении осевых лопастных колес гидротрансформаторов обеспечивает возможность получения лопастных колес с достаточно совершенной проточной частью, имеющих высокое качество рабочих поверхностей. Использование литейной формы предлагаемой конструкции для получения отливок лопастных колес позволяет получать последние с удовлетворительным относительным шагом лопастей, близки1у| к оптимальному, равному 0,60-0,80. В результате достигается повышение КПД гидротрансформатора, что в конечном результате улучшает эксплуатационные характеристики транспортных машин и способствует экономии топлива.
фиг. 2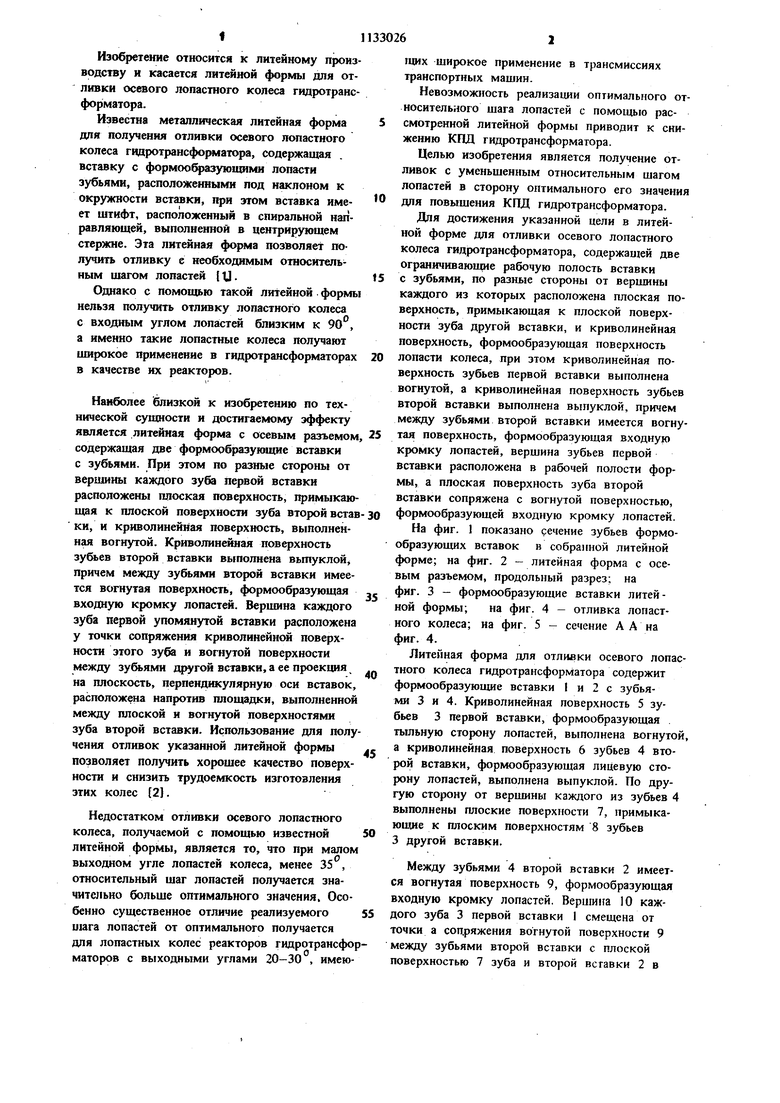
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для отливки осевого лопастного колеса гидротрансформатора | 1985 |
|
SU1384356A1 |
| Литейная форма для отливки осевого лопастного колеса гидротрансформатора | 1986 |
|
SU1407666A1 |
| Радиально-осевое турбинное колесо гидротрансформатора | 1990 |
|
SU1707357A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Колесо реактора гидротрансформатора | 1990 |
|
SU1781488A1 |
| Литейная форма для отливки колеса с наклонными лопастями | 1987 |
|
SU1533828A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ОТЛИВКИ ПРЯМОТОЧНЫХ КЛАПАНОВ | 1993 |
|
RU2030962C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ОТЛИВКИ КОРПУСОВ ПРЯМОТОЧНЫХ КЛАПАНОВ | 1991 |
|
RU2066593C1 |
| Осевое лопастное колесо реактора гидротрансформатора | 1984 |
|
SU1262169A1 |
ЛИТЕЙНАЯ ФСЙЧИА ДЛЯ ОТЛИВКИ ОСЕВОГО ЛОПАСТНОГО КОЛЕСА ГИДРОТРАНСФОШАТОРА, содержащая две ограничивающие рабочую полость вставки с зубьями. по разные стороны от вершины каждого из которых расположена плоская поверхность, примыкающая к плоской поверхностн зуба другой вставки, и криволинейная поверхность, формообразующая поверхность лопасти колеса, при зтом криволинейная пов хностъ зубьев первой вставки выполнена вогнутой, э криволинейная поверхность зубьев второй вставки выполнена выпуклой, гцжчем между зубьями второй вставки имеется вогнутая поверхность, формообразующая входаую кромку лопастей, отличающаяся тем, что, с целью получения отливок с уменьшенным относительным шагом лопастей в сторону оптимального его значения для повы§ шения КПД гидротрансфс мматора, верщина зубьев первой вставки расположена в рабосл чей полости формы, а плоская поверхность зуба второй вставки сопряжена с вогнутой поверхностью, формоо азующей входную кромку лопастей. 00 00 о tsD О)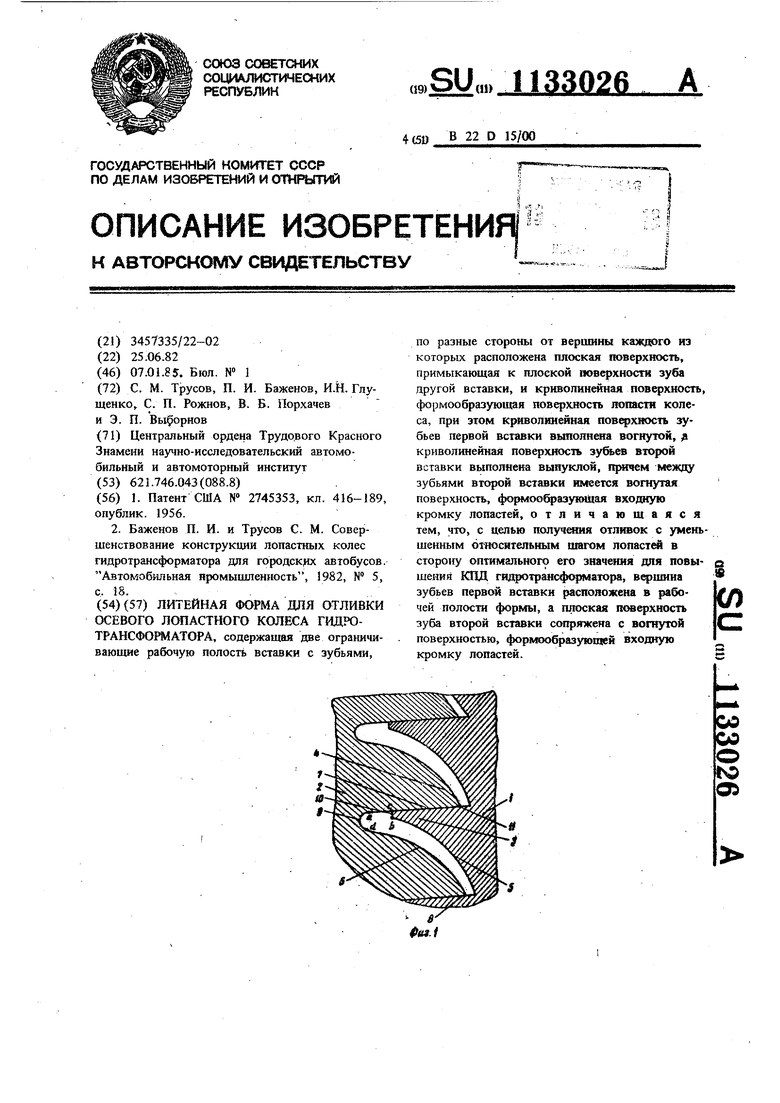
| I | |||
| АРОМАТИЗИРОВАННАЯ ИСПАРЯЕМАЯ КОМПОЗИЦИЯ | 2018 |
|
RU2745353C1 |
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
| Приспособление для строгания деревянных полов, устраняющее работу на коленях | 1925 |
|
SU1956A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Баженов П | |||
| И | |||
| и Трусов С | |||
| М | |||
| Совершенствование конструкции лопастных колес гидротрансформатора для городских автобусов | |||
| Автомобильная нромышленность, 1982, № 5, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
