Изобретение относится к области литейного производства, в частности к литью в металлические формы.
Цель изобретения - расширение номенклатуры отливок.
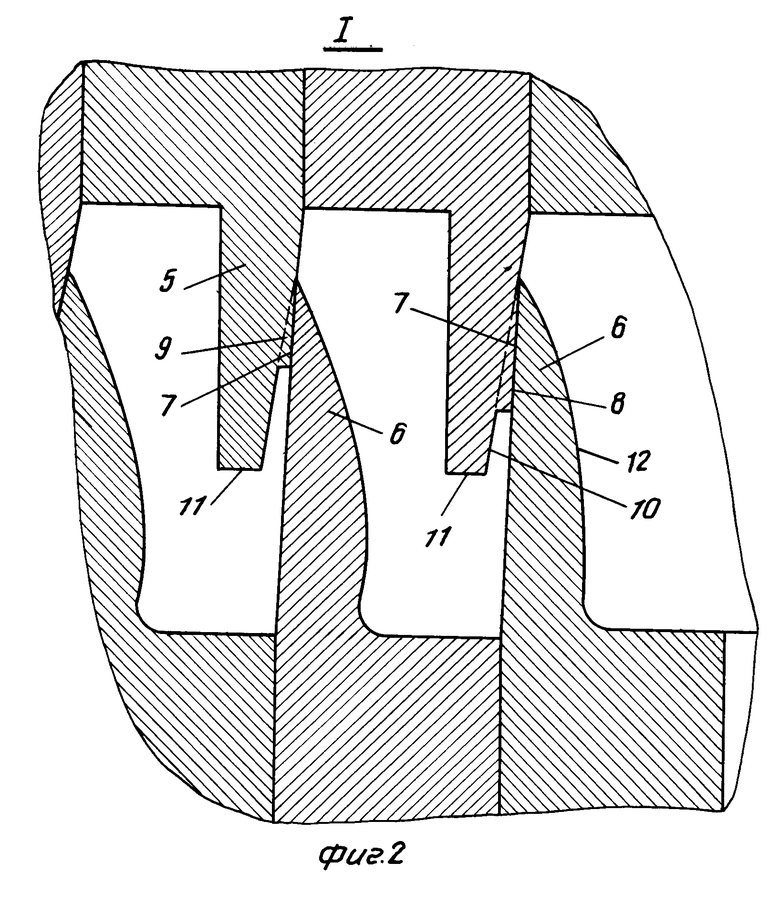
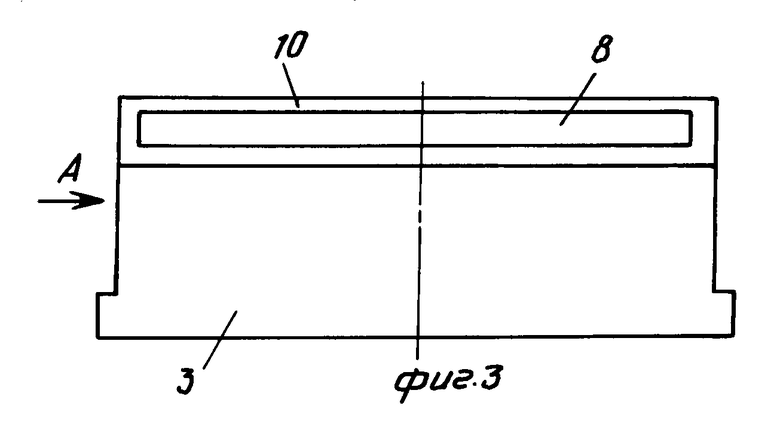
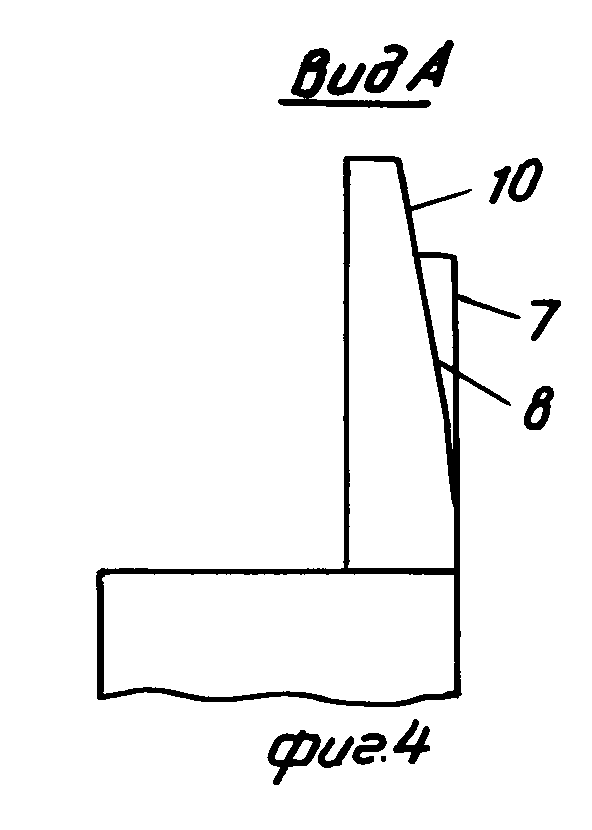
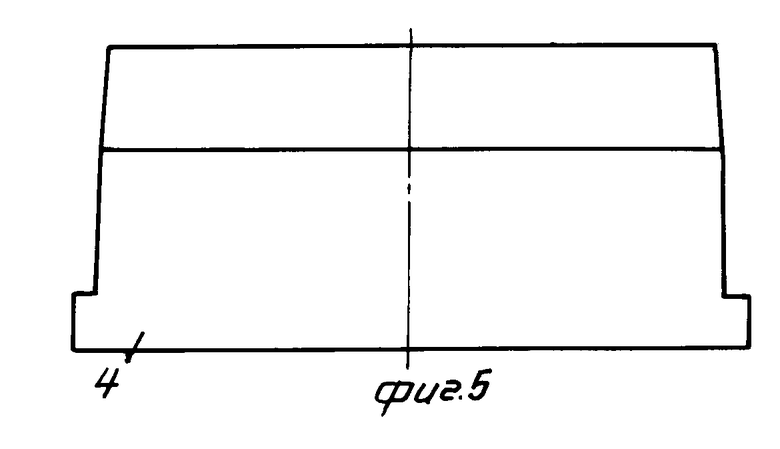
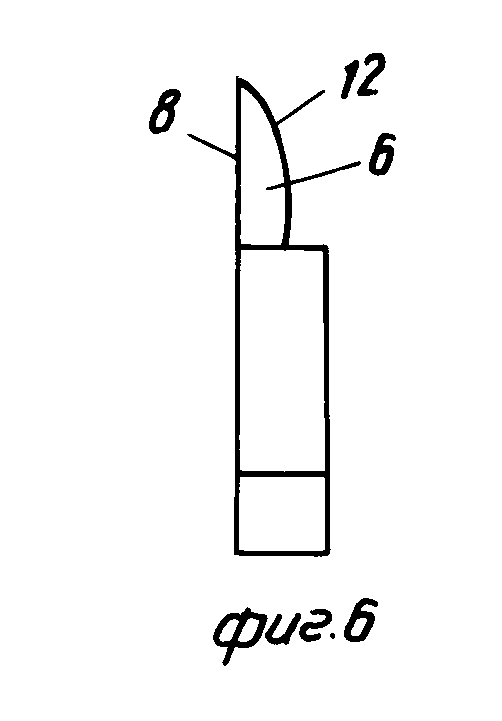
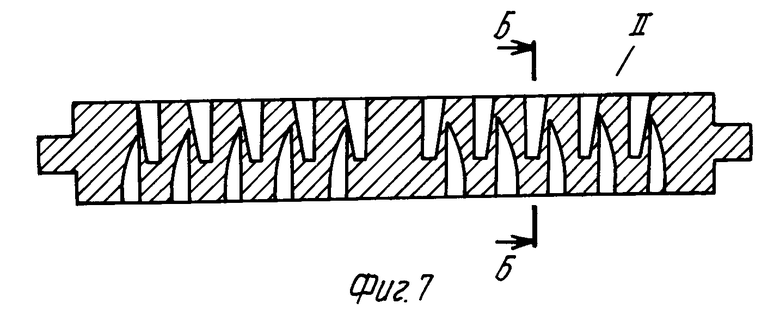
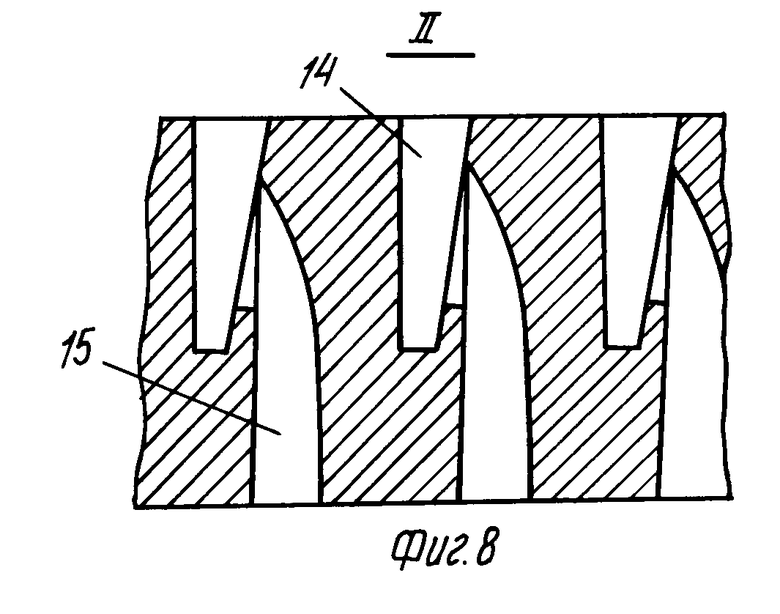
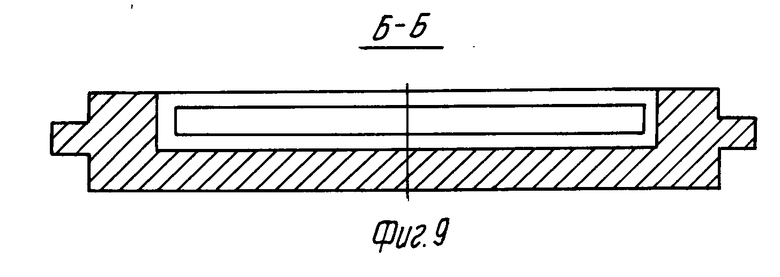
На фиг.1 изображена пресс-форма в разрезе; на фиг.2 - узел I на фиг.1; на фиг. 3 - вставка, на зубе которой выполнен выступ; на фиг.4 - вид по стрелке А на фиг. 3; на фиг.5 и 6 - вставка со встречным зубом, одна из сторон которого выполнена криволинейной; на фиг.7 - готовая отливка корпуса клапана, разрез; на фиг.8 - узел II на фиг.7; на фиг.9 - разрез Б-Б на фиг. 7.
Пресс-форма для отливки корпусов прямоточных клапанов содержит подвижную 1 и неподвижную 2 полуформы с размещенными в них навстречу друг другу вставками 3 и 4, имеющими формирующие внутренние полости зубья 5 и 6, сопрягающиеся по плоским поверхностям 7 и 8. При этом поверхность 7 принадлежит выступу 9, дополнительно выполненному на наклонной поверхности зубьев 5, в средней их части, а поверхность 8 принадлежит встречному зубу 6. Вокруг выступа 9 образована поверхность 10. Зубья 5 выполнены в сечении в виде прямоугольной трапеции с меньшей стороной в вершине 11. Встречные зубья 6 имеют плоскую поверхность 8 и криволинейную поверхность 12. Пресс-форма снабжена выталкивателями 13, которые при размыкании формы предназначены для удаления отливки.
Выполнение выступа на средней части наклонной поверхности трапециевидных зубьев с углом наклона, отличным от угла наклона поверхности, на которой он размещен, и равным углу наклона сопрягаемой поверхности, обеспечивает получение уплотнительной поверхности (контура).
Это происходит следующим образом. Трапециевидные зубья образуют щель, куда будут установлены подпружиненные пластины. Встречные зубья образуют проходное сечение. Поверхность выступа, контактируя с поверхностью встречного зуба, образует окно, а поверхность трапециевидного зуба, находящаяся вокруг выступа, образует уплотнительную поверхность, к которой будет прижата подпружиненная пластина.
Пресс-форма работает следующим образом. При смыкании полуформ 1 и 2 зубья 5 и 6 встречных вставок 3 и 4 сопрягаются по плоским поверхностям 7 и 8. При заполнении расплавом полостей зубья 5 (трапециевидные) образуют щели (фиг. 7-9), а зубья 6 - проточные каналы 14. Сопряжение поверхностей 7 и 8 образует окна 15, а поверхность 10 трапециевидного зуба обеспечивает формирование уплотнительной поверхности в готовом клапане.
Использование изобретения обеспечивает расширение номенклатуры отливок за счет возможности получения цельнолитых корпусов прямоточных клапанов, что устраняет механическую обработку и сборку корпуса и уменьшает трудоемкость изготовления клапана.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ОТЛИВКИ КОРПУСОВ ПРЯМОТОЧНЫХ КЛАПАНОВ | 1991 |
|
RU2066593C1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ОТЛИВКИ ПРЯМОТОЧНОГО КЛАПАНА | 1992 |
|
RU2060862C1 |
| ПРЯМОТОЧНЫЙ КЛАПАН КОМПРЕССОРА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОТЛИВКИ | 2001 |
|
RU2214533C2 |
| ПРЯМОТОЧНЫЙ КЛАПАН И ПРЕСС-ФОРМА ДЛЯ ОТЛИВКИ КОРПУСА ПРЯМОТОЧНОГО КЛАПАНА (ВАРИАНТЫ) | 2000 |
|
RU2274791C2 |
| Литейная форма для отливки осевого лопастного колеса гидротрансформатора | 1985 |
|
SU1384356A1 |
| Пресс-форма для изготовления моделей | 1978 |
|
SU787139A1 |
| Литейная форма для отливки осевого лопастного колеса гидротрансформатора | 1982 |
|
SU1133026A1 |
| Способ изготовления сегментных вставок двухслойной обечайки жаровой трубы, литейная форма для его осуществления, литниковопитающая система к литейной форме, способ получения модели сегментных вставок двухслойной обечайки жаровой трубы и пресс-форма для его осуществления | 1990 |
|
SU1774894A3 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU778925A1 |
Изобретение относится к области литейного производства, в частности к литью в металлические формы. Цель изобретения - расширение номенклатуры отливок. Пресс-форма для отливки корпусов прямоточных клапанов содержит подвижную 1 и неподвижную 2 полуформы с размещенными в них навстречу друг другу вставками 3 и 4, имеющими формирующие внутренние полости зубья, сопрягающиеся по плоским поверхностям. Зубья на вставке 3 выполнены с криволинейной поверхностью, а ответные в сечении имеют вид прямоугольной трапеции. Сопряжение поверхностей вставок осуществлено по выступу, выполненному на наклонной стороне трапеции, в результате чего обеспечивается получение уплотнительного контура в готовом клапане. Использование изобретения позволит расширить номенклатуру отливок за счет возможности изготовления цельнолитых корпусов прямоточных клапанов, что устраняет механическую обработку и сборку корпуса, уменьшает трудоемкость изготовления клапана. 9 ил.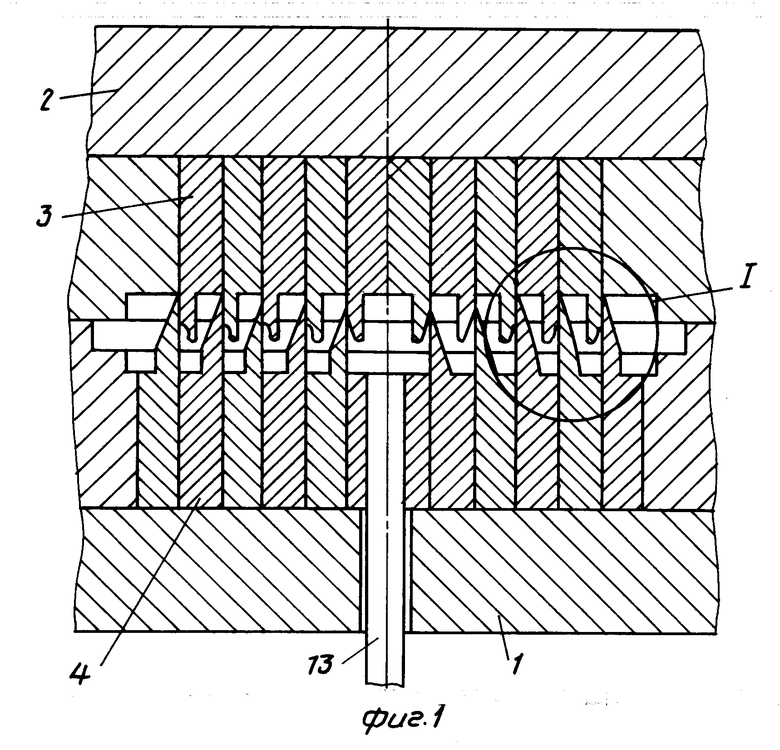
МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ОТЛИВКИ ПРЯМОТОЧНЫХ КЛАПАНОВ, содержащая подвижную и неподвижную полуформы и вставки, направленные встречно и сопрягающиеся по плоским поверхностям, отличающаяся тем, что, с целью расширения номенклатуры отливок, одни вставки выполнены с зубьями, имеющими криволинейную поверхность, а ответные вставки в сечении имеют вид прямоугольной трапеции, при этом сопряжение поверхностей вставок осуществлено по выступу, выполненному на наклонной стороне трапеции.
| Литейная форма для отливки осевого лопастного колеса гидротрансформатора | 1982 |
|
SU1133026A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
