5. Фреза по пп. 2-4, отличающаяся тем, что смещение режущих элементов двух соседних резцов выбирают из соотношения
Ь - соответственно смещения
предыдущего и последующего режущих элементов относительно осей отверстий корпуса фрезы;
с/2 - соответственно диаметры режущих кромок предыдущето ипоследующего резцов

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| РУЧНОЙ РУБАНОК | 2003 |
|
RU2248878C1 |
| Породоразрушающий инструмент | 1988 |
|
SU1602986A1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
| РЕЗЕЦ ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ | 1992 |
|
RU2047724C1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2076207C1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1130443A2 |

1. Способ бработки поверхностей торцовой фрезой, оснащенной вращающимися резцами, которые устанавливают под углом к направлению продольной подачи детали, отличающийся тем, что, с целью увеличения стойкости фрезы и повышения качества обработанной поверхности, каждый последующий резец.во фрезе устанавливают под углом к направлению продольной подачи, отличающим-ся от угла установки предьщущего резца таким образом, чтобы скорость вращения каждого последующего резца отличалась от скорости вращения каядого предьщущего резца не более чем на 30%, причем продольную подачу детали выбирают из соотношения 5 Пф2дР , где 5д - продольная подача детали; Пф - частота вращения фрезы; 2 - количество резцов, установленных во фрезе; ЛР - перепад между радиусами соседних резцов, расположенных вершинами в одной плоскости. 2.Торцовая для обработки поверхностей, содержащая корпус, в равномерно расположенных на одном диаметре отверстиях которого установлены резцы, состоящие из державок и чашечных режущих элементов, размещенных на осях, расположенных перпендику лярно к оси вращения фрезы и под углом к радиусу фрезы и ее оси симметрии, проходящей через ось фрезы и ось отверстия корпуса под резец, I и имеющих вершины, смещенные относительно осей отверстий корпуса под рез(Л цы, отличающаяся тем, .что, с целью увеличения стойкости фрезы и повьшения качества обработанной поверхности,. резцы установлены в порядке возрастания смещений режущих элементов относительно осей отверстий корпуса под резцы, а затем в порядке СА их убьтания, а режущие элементы сосед-. СО них резцов установлены под различными углами к радиусу фрезы. «ч1 3.Фреза по П.2, отличаю Щ а я с я тем, что большему смещению 00 режущего элемента резца соответствует больший угол его разворота относительно радиуса фрезы и больший радиус его расположения. 4.Фреза по п.2, ,0 т л и ч а ющ а я с я тем, что вершины режу1дих элементов резцов расположены на одном радиусе, а большему смещению режущего элемента резца соответствует меньший угол его разворота относительно радиуса фрезы и меньший угол его разворота относительно оси симметрии фрезы.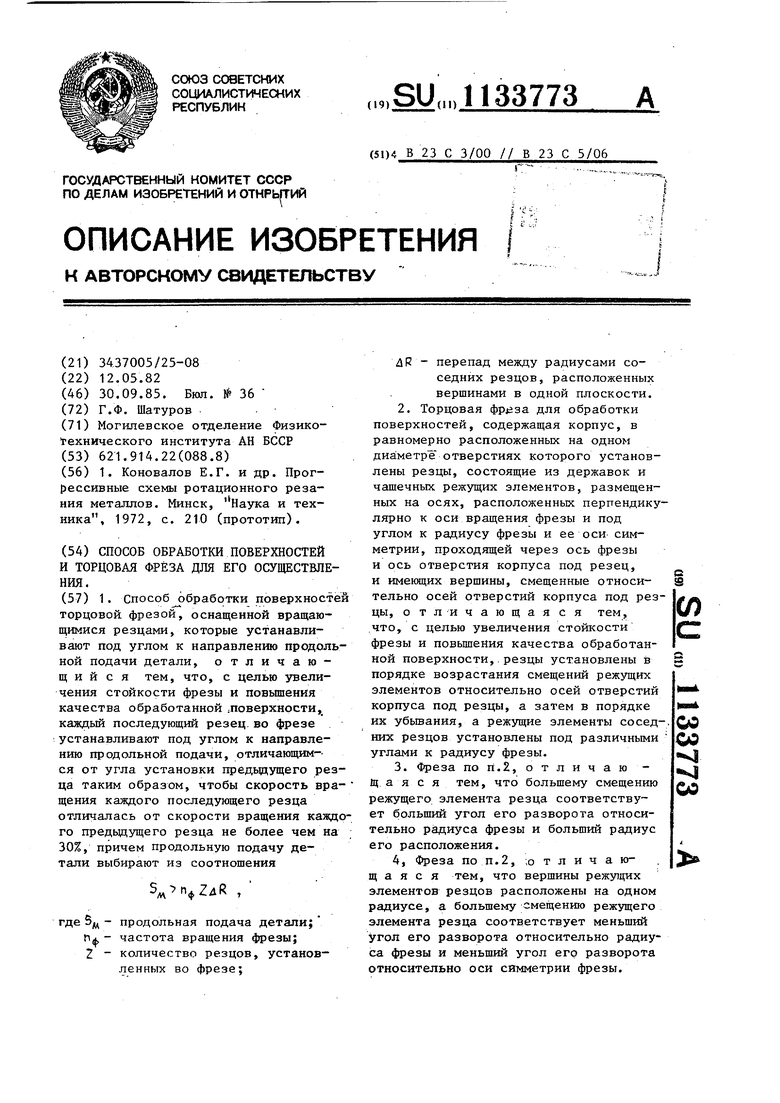
1
Изобретение относится к области машиностроения и может быть использовано при фрезеровании деталей с высокой точностью обработки.
Известен способ обработки поверхностей торцовой фрезой, оснащенной вращающимися резцами, которые устанавливают .под углом к направлению продольной подачи детали lj.
Недостатком известного способа является то, что он не учитывает положения вершины резцов во фрезе, которые в результате разного их износа и погрешности при заточке могут находиться на разных радиусах от оси вращения фрезы и иметь разные скорости перемещения и вращения режущих элементов. В результате получают разную стойкость резцов и снижение общей стойкости фрезы. Кроме того, неупорядоченное положение резцов во фрезе обуславливает изменение подачи на зуб или резец, в результате чего ухудшается качество обработанной поверхности и стойкость резцов.
Известна торцовая фреза, содержащая корпус, в равномерно расположенных на одном диаметре отверстиях которого установлены резцы, состоящие из державок и чашечных режущих элементов, размещенных на осях расположенных перпендикулярно к оси вращения фрезы под углом-к радиусу фрезы и е.е оси симметрии, проходящей через ось фрезы и ось отверстия корпуса под ,резец, и имеющих вершины, смещенные относительно, осей отверстий корпуса под резцы 23.
Недостатком данной конструкции является большое биение режущих
кромок, что отрицательно влияет на качество .обрабатываемой поверхности и стойкость фрезы.
Цель изобретения - повьш1ение стой кости фрезы и качества обработанной поверхности.
С этой целью в способе обработки поверхностей торцовой фрезой, оснащенной вращающимися резцами, которые устанавливают под углом к направлению продольной подачи детали, каждый последующий резец во фрезе устанавливают под углом к направлению продольной подачи детали, отличающимся от угла установки предыдущего резца таким образом, чтобы скорость вращения каждого последующего резца отличалась от скорости вращения каждого предьщущего резца не более чем на 30%,. причем продольную . подачу детали .выбирают из соотношения
где продольная подача детали; Пф - частота вращения фрезы; 2 - количество резцов, установ- ,
ленных во фрезе; uR перепад между радиусами 0 соседних резцов, расположенных вершинами в одной плоскости.
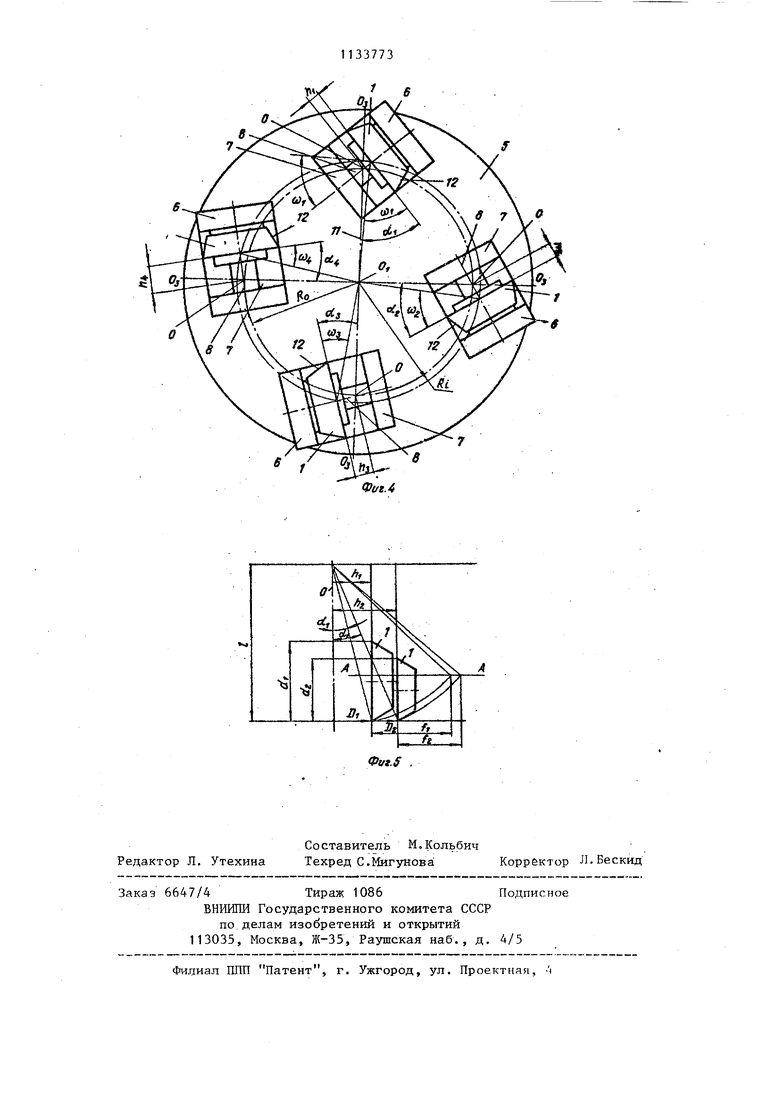
В торцовой фрезе, содержащей корпус, в равномерно расположенных на с одном диаметре отверстиях которого установлены резцы, состоящие из державок и чашечных режущих элементов, размещенных на осях, расположенных перпендикулярно к оси вращения фреЗы и под углом к радиусу фрезы и ее ойи симметрии, проходящей через ось фрезы и ось отверстия корпуса под резец, и имеющих вершины, смещенные относительно осей отверстий корпуса под резцы, резцы установлены в порядке возрастания смещений р.ежущих элементов относительно осей отверстий корпуса под.резцы, а затем в порядке их убывания. Режущие элементы соседних резцов установлены под различными углами к радиусу фрезы, причем большему смещению режущего элемента резца соответствует больший угол его разворота относительно радиуса фрезы и больший радиус его расположения, или вершины режущих элементов резцов расположены на одном радиусе, а большему смещению режущего элемента резца соответствует меньший угол его разворота относительно радиуса фрезы и меньший угол его разворота относительно оси симметрии фрезы,, а смещение режущих элементов двух соседних резцов выбирают из соотношения , 2 I 1л где li и Vin- соответственно смещения предьщущего и последующе го режущих элементов относительно осей отверсти корпуса фрезы; о1 и соответственно диаметры режущих кромок предыдуще го и последующего резцов На фиг. 1 представлена схема опис ваемого способа; на фиг. 2 - торцова фреза; на фиг. 3 - вид снизу фиг. 1 при установке резцов под одним углом к оси м симметрии фрезы; на фиг. 4 вид снизу фиг. 1 при установке резцо на одном радиусе; на фиг. 5 - схема, поясняющая установку резцов при различных диаметрах режущей кромки. Способ осуществляют следующим образом. Вращаюпщеся резцы, имеющие разные смещения li, , Ъ , fi и т.д. режущего элемента 1 относительно оси О хвостовика державки резца, расположв ны от оси 0 вращения фрезы на радиу се RO , Ось режущего элемента резца имеет возможность вращения и установлена в исходном положении под разными углами (90° - Ц), (90° -U) (90 -0)3), (90 -.w) и т.д. относительно направления продольной- пода чи 5,, где u)-i, W2, coj, u)4 и т.д. угол между вектором скорости V рабочего движения, проведенного ил вершины резца, и осью О - О, . В результате установки оси O-j-O резцов под разным: углами к направлению продольной подачи имеем разные углы оС , о6 , , 0 и т.д. ее (шклона относительно вектора скорости V вращения фрезы, проведенного через ось О хвостовика державки резца. В исходном положении установки резца вектор продольной подачи детали и вектор скорости V рабочего движения в вершине 2 резца взаимно перпендикулярны (на фиг. 1 режущий элемент 1 резца со смещением 1л находится в исходном положении). Вершина 2 резца - это наиболее заглубленная в металл точка режущей кромки 3 резца. Вершины 2 резцов в общем случае могут быть расположены на разных радиусах R , Rj, (. и т.д. от оси О ; вращения фрезы. Поскольку каждьй резец во фрезе установлен под разными углами (90 - u)j) к направлению продольной подачи и может быть расположен на разных радиусах R- , то резцы во фрезе устанавливаются по отно шению к направлению продольной подачи таким образом, чтобы скорость Vp их вращения вокруг оси или числа их оборотов р:, , Hji, Пэ и т.д. или .относительные скорости ИХ вращения, равные K V/p/V (где Vp - скорость вращения резца, V- скорость перемещения вершины резца) отличались -, от друга не более, чем на 30%. Иначе каждьй последующий резец во фрезе устанавливают под углом к направлению продольной подачи, отличным от угла установки предьщу.щего резца таким образом, чтобы ссорость вращения каждого последующего резца отличалась от скорости вращения каждого предыд:.тцего резца не более чем на 30%. Это обеспечит разницу стойкости резцов фрезы не более чем на 15%, что допустимо при эксплуатации ротационных фрез. Поскольку . МИН р --70,7 v; ТО скорость резания Vp равна К ff К -2ksinto При чистовом фрезеровании можно пр нять К sin о; , Тогда cosw и при Оптимальных и) 25-35 имее ,, минмс(кс МЙКС ,|COSU5 а стойкость резцов фрезы будет раз ниться на величину мин., макс где гг - показатель относительной стойкости резца при ротационном фр зеровании, т 1,5. Г, 5 7 0,9 0,854. Разность между стойкостью резцов во фрезе будет меньше 15%. Таким образом, углы установки резцов мож но назначать, пользуясь следующим соотношением: 0,7 . Угол (90 -.Ш-) установки оси ре ца относительно направления продол ной подачи 5 легко определяется при известном угле и) , который на дят из следующего вьфажения: li, ц. -&(. +drc Sin- COS 0. , (Э) .H,Sino6; R o4lijSinoi , 0 расстояние от оси отверстия корпуса фрезы до оси ее вра ния; R - радиус расположения вершины резца относительно оси вращ ния фрезы; - величина смещения режущего мента относительно оси хвос вика резца; oi; - угол установки оси режущего злемента резца относительно вектора V скорости вращения фрезы, проведенного через ось хвостовика резца. После установки резцов во фрезе под определенными углами (90°- w) относительно направления продольной подачи, назначаем продольную подачу стола 5дд . Продольная подача детали 4 должна быть такая, чтобы последующий резец или зуб, расположенный ня меньшем радиусе относительно предыдущего, снимал припуск. Для этого необходимо вьтолнить следующее соотношение: URI где подача на резец или зуб фрезы; дК - перепад радиусов расположения вершин соседних резцов фрезы; , (7) где - частота вращения фрезы; Z - число равномерно расположенных резцов во фрезе. Тогда можно записать Если вершины резцов рг1сположены на разных радиусах R. от оси вращения фрезы, то перепад расположения вершин резцов по радиусу равен . , гдеЯ. - радиус расположения вершины 11 последующего (i+u резца относительно оси вращения фрезы;..Fo tr2PoS:i .i R.-.. . (я t(,-.- величина .смещения реж пцего элемента последующего (i+1) резца относительно оси хвостовика резца; oL-, угол установки оси режущего элемента последующего (i+1) резца относительно вектора V,скорости вращения фрезы, проведенного через ось хвостовика резца. Фреза состоит из корпуса 5, в отверстиях которого устанонлены резцы 6, состоящие из державки 7 с режущими элементами 1, закрепленными на осях 8 с возможностью вращения. Ось 8 с режущим элементом 1 установлена до упора в упорный подшипник 9. Державка 7 своим цилиндрическим хвостовиком 10 установлена в отверстии 11 корпуса 5 и крепится в нем клеммовым, байонетным или клиновым зажимом (на чертеже не показано). Вер- 10 шины резцов фрезы расположены в одной плоскости. Режущие элементы 1 смещены на, величину Ь относительно оси отверстия 11 корпуса фрезы или относительно оси 0 хвостовика дер- 15 жавки 7 резца, выполненной в вдце вилки. Оси 8 режущих элементов 1 расположены перпендикулярно рси О вращения фрезы и под углом -тг , к оси Oj-Oj симметрии фрезы (фиг.З) 20 проходящей через ось Oj фрезы и ось отверстия 11 корпуса под хвостовик державки резца. Чашечный режущий элемент имеет боковую коническую поверхность 12, выполняющую 25 роль задней поверхности резца, и торцовую поверхность 13, выполняющ по роль передней поверхности резца. Различные величины смещения Н у резцов получаются в результате не- 30 равномерной заточки резцов по высоте, обусловленной неравномерньм их износом при работе и погрешностью при заточке. Резцы, имеющие разную высоту режущих элементов, нецелесооб- д разно снова отправлять на заточку для достгокения одинакового размера чашек по высоте,.поскольку это удорожает инструмент и приводит к повышенному расходу твердого сплава. 40 Лучшим вариантом в этом случае является правильная установка резцов во фрезе. Для установки резцов по пepвo ry варианту (фиг, 3) их устанавливают под одним углом otp к 45 оси О,Од симметрии фрезы. Вершины резцов расположены на разных радиусах R от оси фрезы. При этом получаем, что большему смещению режущего элемента резца соответствует боль-jQ ший угол to- его разворота относительно радиуса фрезы и больший рудиус R- его расположения относительно оси фрезы W.-oi(,AU). ДЮ. йгс siri I--- coSoCp Уста смещ го, ницу верш чае мене рот где R Для анту их в элеме угла к ее быть в ко У оси быть С более устан фрезе соотн R. + b- 4.2R h. 1101о 1о R, R + l,,sina навливая резцы с минимальным ением один от)юсительно лругомы получаем и инимaльнyю размежду радиусами расположения ин соседних резцов. В этом слуполучаем более равномерное изние подачи на резец за один обофрезыS. S..R, - подача на резец, мм/р; 5- - основная подача на резец, обусловленная перемещением стола, мм/р:, Л - разница ме:аду диаметрами расположения вершин сосед. них резцов, мм, .4R.R.-R. , . - радиус расположения вершин последующего резца от оси фрезы; R- - радиус расположения вершины преды,д:,щего резца от оси фрезы. установки резцов по второму вари(фиг. 4), т.е. с расположением ершин па одном радиусе, режущие нты устанавливают под разньми ми к оси cиммeтp и фрезы и радиусу. Резцы во фрезе расположены в том же порядке, тором были ранее рассмотрены. глы установки резца относительно симметрии фрезы и радиуса могут определены по формулам W--.+4W , Sir(u)J coBc/. . точки зрения получения наивысшей ости фрезы и, следовательно, равномерного износа резцов при овке резцов необходимо резцы во устанавливать из следующего ошения: минимум. т.е. необходимо искать такое сочетание вариантов установок, чтобы.отношение наибольшей подачи на резщ к наименьшей бьшо .наименьшим или разни ца наибольшей.подачи и наименьшей была как можно меньше. Поскольку могут быть установлены резцы разных диаметров, имеющие разньй угол контакта с деталью, то их надо расположить таким-образом, чтобы в работе их вершины находились в одной плоскости А-А (фиг.5). Так как жесткость резцов и их дернавок одинакова и одинаков вылет резцов относительно торцовой поверхности фрезы, то величины прогиба будет зависеть только от усилия, которое пропорционально ширине среза. ,. k,Y где:Е. - величина прогиба вершины резца; коэффициент пропорциональности;) - ширина среза; d - диаметр режущей кромки резца глубина резания; усилие. Ня основании фиг. 5 из условия нахо ждения вершин резцов при обраборсё в одной плоскости А-Аможно написат f,4, fi4, . где и „- соответственно прогибы первого и.второго резцов. ; - где fij смещения режущих элементов резцов относительно оси О отверстия 11 корпуса фрезы; 2 - выпет резцов. Тогда получим К f. где с и о/л- диаметры режущей кромки предьщущего и последующего резцов. Величину выпета резцов можно регулировать, например, изменением высоты упорного подшипника 9 (фиг. 2). Изобретение позволяет повысить стойкость многорезцового инструментаторцовой фрезы, снизить вибрации при обработке, повысить качество обработанной поверхности. Все это обеспечивает применение способа при листовой обработке плоских поверхностей больше протяженности. //
Фиг.З О
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Коновалов Е.Г | |||
| и др | |||
| Прогрессивные схемы ротационного резания металлов | |||
| Минск, Наука и техника, 1972, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
