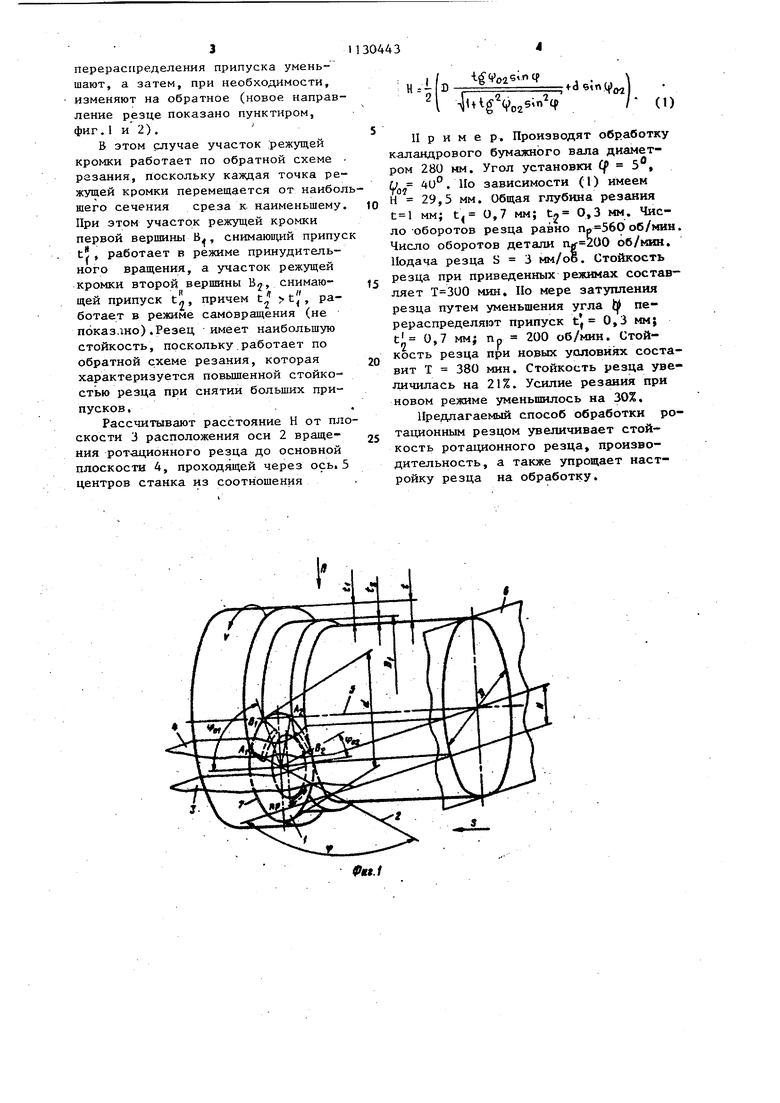
Изобретение относится к металлоо работке и может быть использовано в токарной обработке валов ротационными резцами. Но основному авт.св. (Р 11237УО и вестен способ обработки валов ротационным резцом с круговой режущей кромкой, вращающимся в процессе резания,- при котором ось резца устанавливают .в плоскости, смещенной параллельно относительно основной плоскости, проходящей через ось стан ка и под углом к плоскости, перпенди кулярной оси центров станка. При это указанный угол и величину смещения .выбирают такими, что резец имеет две вершины, расположенные по разные стороны от его оси ГП . Однако известный способ не предус матривает . условия для выхода резца на оптимальный режим обработки с це лью увеличения по стойкости и произ в.одительности. Цель изобретения - увеличение стойкости ротационного резца и прои водительности по мере его износа, а также упрощение настройки резца на .обработку. Указанная цель достигается тем, что по мере износа резца увеличиваю припуск, приходящийся на участок режущей кромки вершины резца, расположенной от его оси в направлении, обратном направлению подачи, путем изменения разницы удалений вершин резца от оси центров станка. Расстояние от плоскости располож ния оси резца до основной плоскости проходящей через ось центров станка, выбирают из следующего соотноше ния , /igV sincp где Н - расстояние от плоскости расположения оси резца до основной плоскости, проходящей через ось центров станка;Ь - диаметр обработанной детали;d - диаметр круговой режущей кромки; , (j) - угол расположения верщины резца в плоскости режущей кромки относительно плоскости расположения ,оси резца С|1 - угол расположения оси резца по отношению к плоскости. перпендикулярной оси центров станка. На фиг.1 изображена схема установки резца; на фиг.2 - вид А на фиг.1. Способ обработки ротационным резцом осуществляют следующим образом. Резец 1 устанавливают таким образом, что его ось 2 расположена в плоскости 3, которая параллельна плоскости 4, проходящей через ось 5 . центров станка и смещена в направлении скорости обработки V относительно этой основной плоскости 4 на величину . Ось 2 резца I разворачивают относительно плоскости 6, перпендикулярной оси 5 центров станка, на угол Cf (фиг.2). Величину угла Ср выбирают таким образом, что резец имеет две вершины В, и Вл (фиг. и 2), которые расположены по разную сторону от оси 2 резца 1 и на разных минимальных расстояниях R. и К соответственно от оси центров станка. Каждая вершина приподнята над плоскостью 3 и расположена в . плоскости режущей кромки на центральном угле У к 01 соответственно (фиг.1). Центральные углы (fj иф отсчитываются от радиуса режущей кромки, лежащего на линии пересечения плоскости 3 и плоскости 7 режущей кромки, до радиуса вектора, проведенного из центра круговой режущей кромки в вершину резца В, и В. Участок режущей кромки вершины В( снимает припуск глубиной tj, а участок режущей кромки вершины Bg - припуск глубиной trt.В начале обработки общий припуск t распределяют таким образом, что резец вращается против часовой стрелки от вершины В„ к вершине В/( и. t. tj (фиг.1 и 2). По мере затупления резца и образования радиуса округления режущей кромки путем изменения угла поворота if . припуск перераспределяют между вершинами, т.е. увеличивают припуск, снимаемый участком режущей кромки второй вершины В., t-yty, и уменьшают припуск, снимаемый участком режущей кромки первой вершинь В, , (фиг.2). Граница припуска показана пунктиром. Это приводит к уменьшению вращения резца, а следовательно, к увеличению кинематического угла наклона режущей кромки и уменьшению усилия резания. Это повышает стойкость резЦа. Вращение резца путем
перераспределения припуска уменьшают, а затем, при необходимости, изменяют на обратное (новое направление резце показано пунктиром, фиг.1 и 2).
В этом случае участок режущей кромки работает по обратной схеме резания, поскольку каждая точка режущей кромки перемещается от наиболшего сечения среза к наименьшему. При этом участок режущей кромки первой вершины Б., снимающий припус t| , работает в режиме принудительного вращения, а участок режущей кромки второй вершины В, снимающей припуск trt, причем t t, работает Б режиме самбвращения (не показано).Резец имеет наибольшую стойкость, поскольку.работает по обратной схеме резания, которая характеризуется повышенной стойкостью резца при снятии больших припусков .
Рассчитывают расстояние Н от плоскости 3 расположения оси 2 вращения рот ационного резца до основной плоскости 4, проходящей через ось. 5 центров станка из соотношения
i Voisinq
)-il
tdeint oa
Vtg42
(1)
Пример, Производят обработку каландрового бумажного вала диаметром 280 мм. Угол установки Q 5 , и ли . По зависимости (1) имеем Н 29,5 мм. Общая глубина резания
0,3 мм. Чисt l мм; t( 0,7 мм;
2
ло оборотов резца равно об/мин Число оборотов детали об/кин. Подача резца S 3 мм/оо. Стойкость резца при приведенных режимах состав ляет мин. По мере затуплеиия
резца путем уменьшения угла tt пеj - рераспределяют припуск tj 0,3 мм; t 0,7 мм; Пр 200 об/мин. Стойкость резца при новых условиях составит Т 380 мин. Стойкость резца увеличилась иа 21%. Усилие резания при новом режиме уменьшилось на 30%,
Предлагаемый способ обработки ротационным резцом увеличивает стойкость ротационного резца, производительность, а также упрощает иастройку резца на обработку.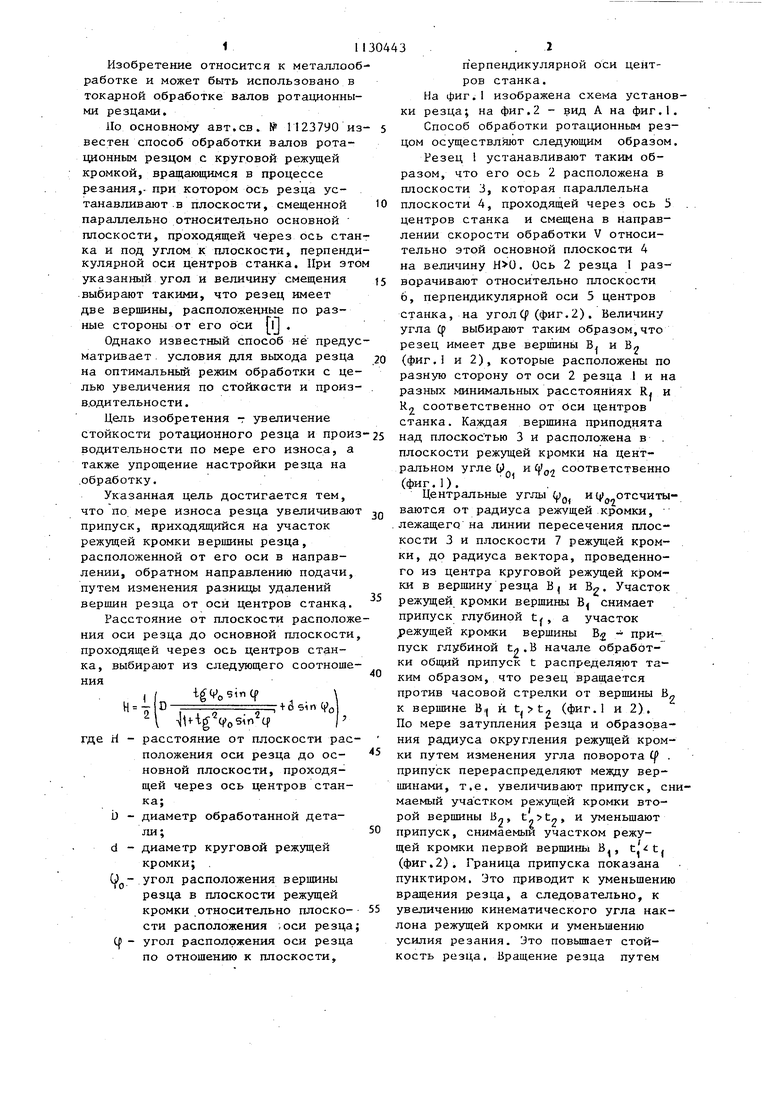
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
| Способ токарной обработки вращающимся резцом | 1985 |
|
SU1311851A1 |
| Способ обработки тел вращения ротационным резцом | 1985 |
|
SU1303264A1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1117914A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
1. СПОСОБ ОБРАБОТКИ РОТАЦИОННЫМ РЕЗЦОМ по авт.св. №. 1123790, отлича. ющийся тем, что ,с целью увеличения стойкости резца и производительности по мере износа резца, увеличивают припуск,приходящийся на участок режущей кромки вершины резца, расположенной от его оси в направлении, обратном направлению подачи, путем изменения разницы удалений вершин резца от оси центров . 2. Способ по п. 1,отлича ющ и и с я тем, что, с целью упрощения настройки резца на обработку и увеличения производительности,расстояние от плоскости расположения оси резца до основной плоскости, проходящей через ось центров станка, выбира- ют Из следующего соотношения In -4
Budfl
Фиг 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
