Известен полуавтомат для круговой затяжки обуви н накладки или крепления подошвы, включающий в себя вращаюп1уюся в вертикальной плоскости карусель, несущую несколько прессоточек с подносочными и пяточными упорами, пластинами для круговой затяжки затяжной кромки, пневматической подушкой для обжима пятки и откидной крышки с пневматическо подушкоГ для крепления подошвы.
Предлагаемый полуавтомат, по сравнению с известным, повышает качество обуви и производительность труда.
В полуавтомате на пути движения прессоточек .монтированы пневматический цилиндр, приводящий в дейс.твие затяжные пластины прессоточек для затяжки пяточной части обуви, пневматический цилиндр для закрывания и открывания откидной крышки и запрессовывающее устройствоЗапрессовывающее устройство выполнено в виде вертикального цилиндра с поршнем, монтированным на полом штоке, несущем пуансон, служащий для запрессования колодки с заготовкой в прессоточку, и соосно установленного в полом штоке цельнометаллического штока, снабженного цуансоном, предназначенным для припрессовывания ранта к стельке.
Полый и цельнометаллические штоки запрессовывающего устройства монтированы с возможностью перемеп1ения их один относительно другого от пневматического привода машины.
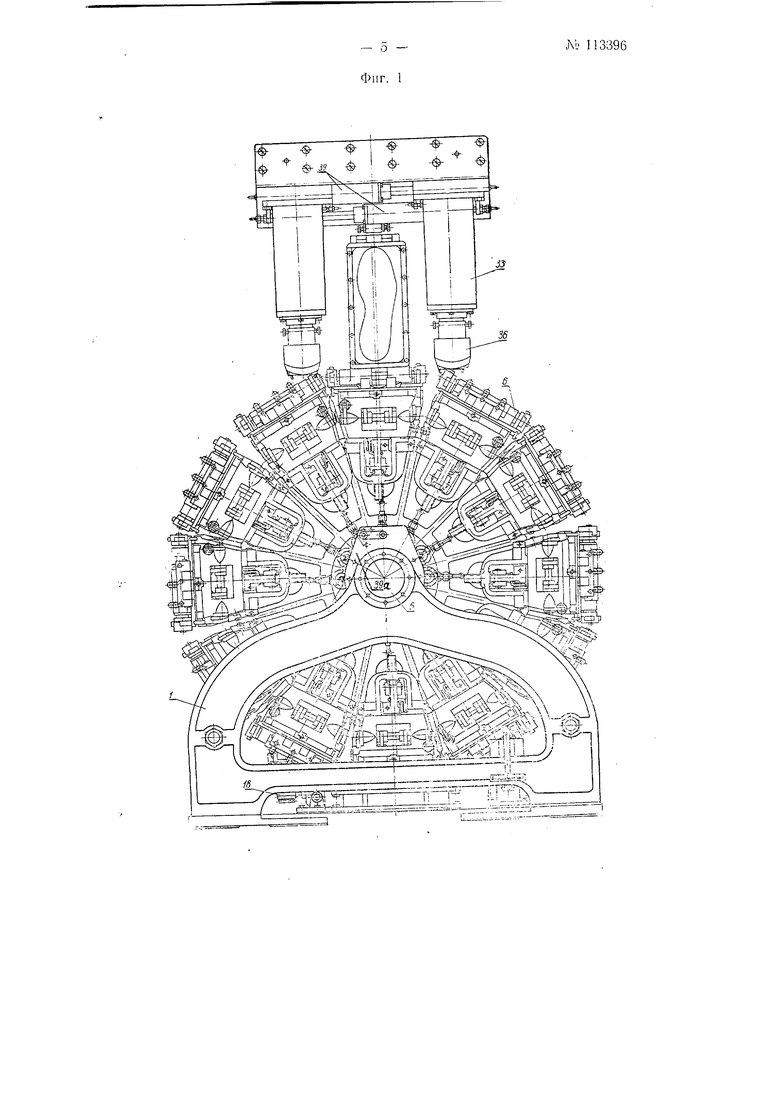
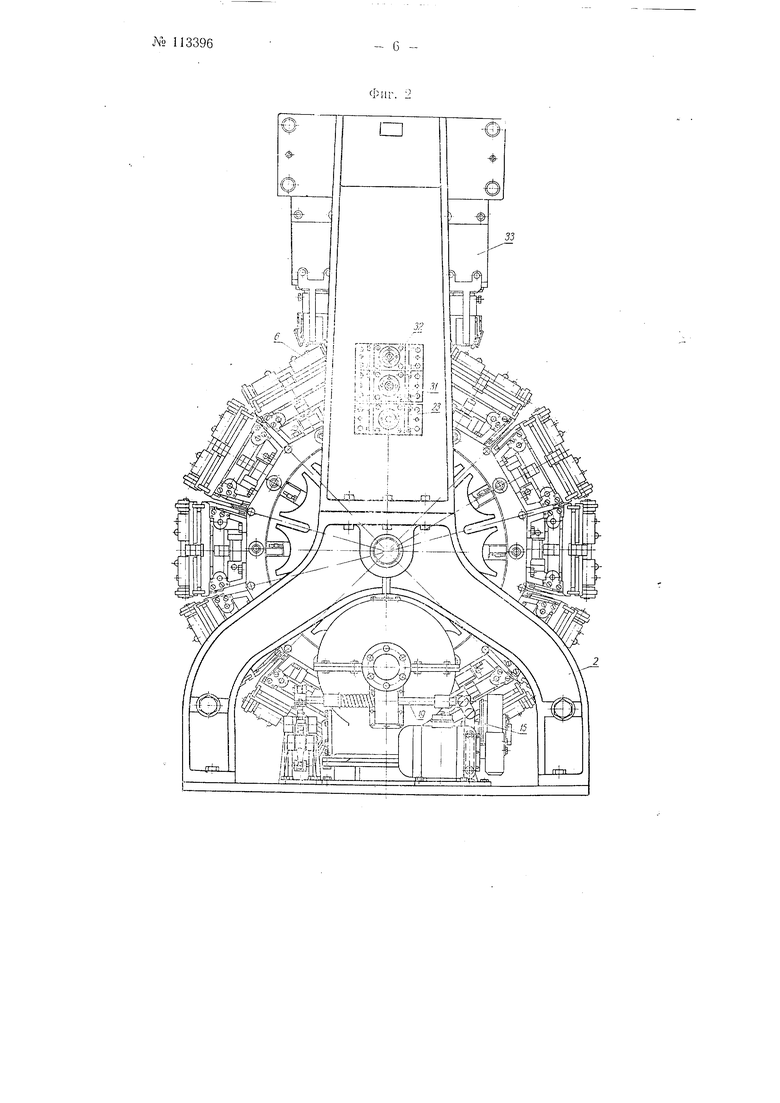
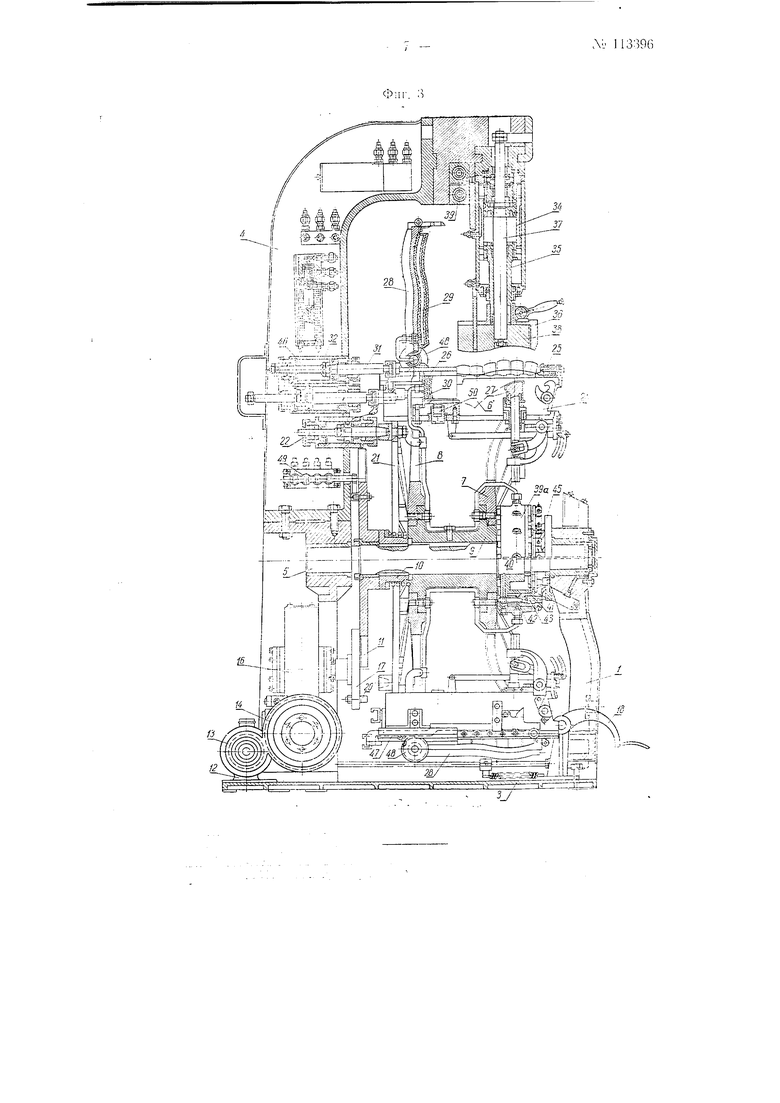
На фиг. 1 изображен вид полуавтомата спереди; на фиг. 2-вид полуавтомата сзади; на фиг. 3- вид полуавтомата в вертикальном разрезе с показом откидной крышки прессоточки в открытом и закрытом положении.
Полуавтомат монтирован на станине, имеющей переднюю опору 1, заднюю опору 2, плиту 5 и траверсу 4.
Па опорах / и 2 установлен главный вал 5, вращающий в вертикальной плоскости карусель, несущую расположенные по ее окружности прессоточки 6Карусель состоит из двух дисков 7 и 5, соединенных насаженной на валу 5 втулкой 9, и связана с привoдo полуавтомата через предохранительную му(|лу 10, соединенную с мальтийским крестом 11, укренленным на тол же валу.
Привод нолуавтомата состоит из двигателя 12, пары косозубых шестерен 13 и 14, ф)икциоиной муфты 15, одноступенчатого червячного редуктора /6, водила 17 и мальтийского креста //. При нажатии на недаль 18 происходит включение фрикционной муфты н редуктора, червячное колесо которого, сделав один оборот, отводит посредством пальца стержень 19 и отключает фрикциои. Водило 17, насаженное на валу червячного колеса, при новороте на 360° нальцем 20 новорачивает мальтийский кресг 11 на /10 оборота, что соотвегствует неремендению двенадцати пресеоточек карусели.
Для точной установки ка)усели в требуемом положении она снабжена диском 21, нмеюн.1,им двенадцать конусных гнезд, расноложенных против нрессоточек. При заиятни нрессоточкой рабочего нолол ения в соответствующее гаездо диска 21 входит конусный конец штока 22 нневматического нилиндра 23 и фиксирует карусель в заданном положении.
Каждая из пресеоточек 6 включает в себя: корцуе 24, тринадцать затяжных пластин 25, для круговой затяжки затяжной кромки заготовки обуви, затяжные пяточные пластины 26, подиосочньи упор 27, пяточный упор, откидную крышку 28 с пневматической нодунжой 29 д.ля крепления подошвы и пневматическую подунжу 30 для обжима пятки. Затяжные пластины 25 расположены соответственно цериметру колодки,исключая ее пяточную часть, причем девять из них находятся в нанравляюших корпуса 24 нрессоточкн, а четыре связаны с откидной крыи1кой для возможностн прохождения колодки в голеночной части.
На задней опоре 2 полуавтомата на пути движения нрессоточек монтированы нневматический цилиндр 31 для привода в действие затяжных пластин 26, нневматический цилиндр 32 для закрывать и открывания крышки 28 н ппевматический цилиндр 23 фиксируюш;его штока 22; на траверсе 4 укреплены занрессовываюнше уст|)ойства 33.
Каждое из этих устройств состоит из наружного вертикального цилиндра 34 с поршнем, который, монтирован на полом штоке 35, снабженном пуансопом 36 для заирессовывання колодки с заготовкой обуви в нрессоточку. В нолом штоке 35, соосно ему, размешен цельнометаллический шток 37 с нуансоном 38, нредназначенпым для припрессовывания ранта к стельке.
Штокп 35 н 57 монтированы с возможностью перемешения их одни относительно другого посредством горизонтальных пневматических цилиндров 39, соединенных с пневматической системоГ1 нолуавтомата. Штоки 35 и 37 передают наружному пуапсоиу 5 и внутре1Н1ему пуанеону 38 еледующие перемещения в вертикальной плоскости: одновременное движение вниз, движение пуансоиа 36 вверх и нродолжение движення пуансона 38 вниз, движение одного пуансона 56 вниз, одновременное движение вверх обоих пуансонов.
Распределение воздуха по прессоточкам осуществляется воздухораспределителем 39а, нмеюшнл корпус 40 с двенадцатью гнездами, которые сообн1аются с отверстием в ivuiBHo.M валу 5. В гнездах корпуса 40 вставлены стаканы 41, внутри каждого из которых и.меется прямо}Гольная трехходовая левая резьба и о1верстия в торцово части д;1я выхода хвостовика пробки 42, имеюн1,ей эластичное уплотпяюшее кольцо для перекрытия соответствующего отверстия, причем один конец пробки иодпружииен. Внутри стакана установлен валнк 43 с прямоугольно трехходовой левой резьбой оеевым отверстием для выхода воздуха наружу из подушек пресеоточек. На хвостовике валика 43 укрепле; р)чаг 44 с , входящим в профилированный паз эксцентрика 45. П)1 пово|эоте эксцентриком 44 валик входит в гнездо корпуса воздухо)аспределителя или
выходит из него, что обеспечивает подачу воздуха в подушки прессоточек или прекращение подачи воздуха в компрессоры и выпуск воздуха из подушек в атмосферу.
Управление автоматом механизировано посредством системы электромагнитных золотников, редукционных клапанов, дросселей, реле времени и пульта управления.
При нажатии на педаль 18 карусель с прессоточками 6 поворачивается на Vi2 оборота и останавливается, после чего шток 22 фиксирует ее в заданном положении. В пневматический цилинд}) 32 подается воздух, шток 46 перемеш,ается вправо (по чертежу) ;: через рейку 47, сцепленную с шестерней 48, открывает крышку 28.
В прессоточку вставляют полупару заготовки обуви с колодкой и в один из цилиндров 39, под которым находится прессоточка в рабочем положении, подают воздух через воздухораспределитель 49. Пуансоны 36 и 38 начинают опускаться и постепенно запреесовывать заготовку с колодкой между затяжных пластин 25. При опускании колодки , с заготовкой затяжные пластины несколько расходятся и пропускают колодку с заготовкой, а рант обуви торцовой его частью задерживаетсягоризонтальнымиплощадками пластин, в результате чего происходит вытяжка заготовки.
После вытяжки заготовки пуансон 36 поднимается и, поскольку в это время пуансон 38 продолжает запрессовывать заготовку, а край ранта опирается в горизонтальные площадки затяжных пластин, на рант действует опрокидывающий момент. Рант поворачивается вокруг места скрепления с заготовкой и ложится на стельку (рант и стельку предварительно смазывают клеем).
Затем пуансон 36 опускается к припрессовывает рант к стельке.
При последующей подаче воздуха в цилиндр 31 пяточные затяжные пластины смыкаются и формуют пяточную часть обуви.
Для компенсации неравномерности по толщине затяжной кромки, подкладкп, жесткого заднпка, стельки, а также высоты колодки в пяточпо чпстп прессотомка снабжена подпружиненным ком пенcaTojioM 50, усилие пружины которого регулируется посредством поворота закрепляющей ее гайкп.
После задапной выдержки пяточные зажимные пласт1П1ы и пуансоны 56 и 38 занимают исходное положение. Затем на след обуви помещают емазанную клеем подошву и подают воздух в цилиндр 32, шток которого через рейку 47 и шестерню 48 закрывает крышку 28. При этом подносочный упор 27 через систему рычагов плотно поджимается к заготовке с колодкой. После этого вновь нажимают на ьедаль /6 и карусель поворачивается на /V.i окружности; при этом в подушку 29 подается воздух для прпкрепления подошвы, а в подушку 30-для окончательного формог.ания пяточной части обуви.
При подходе очередной прессоточки к рабочему месту пз подушек прессоточки воздух выпускается, а при занятии ею рабочего места подносочный упор 27 через систему рычагов выталкивает колодку с заготовкой из прессоточки и под дей-твием пружины занима.ет пачаль 1ое положение.
Затянутую зaгoтoвк обуви вместе с прикрепленной (пли наложенной) ПОДОИ1ВОЙ снимают с полуавтомата.
Предмет изобретения
1. Полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы, включаюп1И1 1 в себя вращающуюся в вертикальной плоскости карусель, несущую несколько прессоточек с подносочным и пяточным упорами, пластинами для круговой затяжкп затяжной кромки, пневматпческой подушкой для обжима пятки и откидной крышкой е пневматической подушкой для крепления подошвы, о т л и ч а ю щ и и е я тем, что, с целью повышения качества обуви и производительности труда, на пути движения преесоточек монтированы пневматический цилилдр, приводящий в действие затяжные пластины прессоточек для затяжки пяточной части обуви, пиевматический цилиндр для закрывания и открывания откидной крыи1ки и злпрессовываюпдее устроГютво.
2. Полуавтомат по и. 1, отличающийся тем, что запрессовывающее устройство выполнено в виде вертикального цилиндра с поршием, монтироваииым на полом штоке, иесущем цуансои, служащий для запрессовывания колодки
с заготовкой в прессоточку, и соосно установленного в полом щтоке цельнометаллического Н1тока,снабженного пуансоном, предназначенным д,:1я припрессовывания ранта к стельке.
3. Форма выполнения полуавтомата по п. 2, отличающаяся том, что полый и цельнометаллический Н1ТОКИ заирессовывающего устройства монтированы с возможностью перемещения их один относительИо другого от иневматическоIo привода мангины.
- о -
113396 Фиг. 1
33