Известен полуавтомат для изготовления рантовой обуви, состоящий из прессоточек, каждая из которых содержит матрицу с опорными пластинами, механизм пяточных затяжных пластин, подносочный и пяточный упоры, закрепленные на штоках пневмоцилиндров, запрессовывающий механизм, включающий в себя внутренний пуансон и наружный вибропуансон, пневматическую подушку для крепления подощвы, размещенную на откидной крышке прессоточки, пневмосистему и систему автоматического управления.
Для повышения производительности предлагаемый полуавтомат снабжен магазином для размещения подошв, имеющим подвижное дно, укрепленное на штоке пневмоцилиндра, взаимодействующего с другим пневмоцилиндром, установленным с возможностью перемещения по вертикальной штанге посредством цанговых зажимов. Откидная крышка прессоточки установлена на каретке с возможностью возвратно-поступательного перемещения по горизонтальным направляющим пневмоцилиндров и соединена пальцем с качающимся рычагом, на котором закреплен нагревательный элемент для активации клеевой пленки подошвы. Кроме того, геленочные опорные пластины матрицы установлены на откидном кронштейне, взаимодействующем со штоком пневмоцилиндра, а пневматическая
подушка имеет иглы для захвата подошв из магазина.
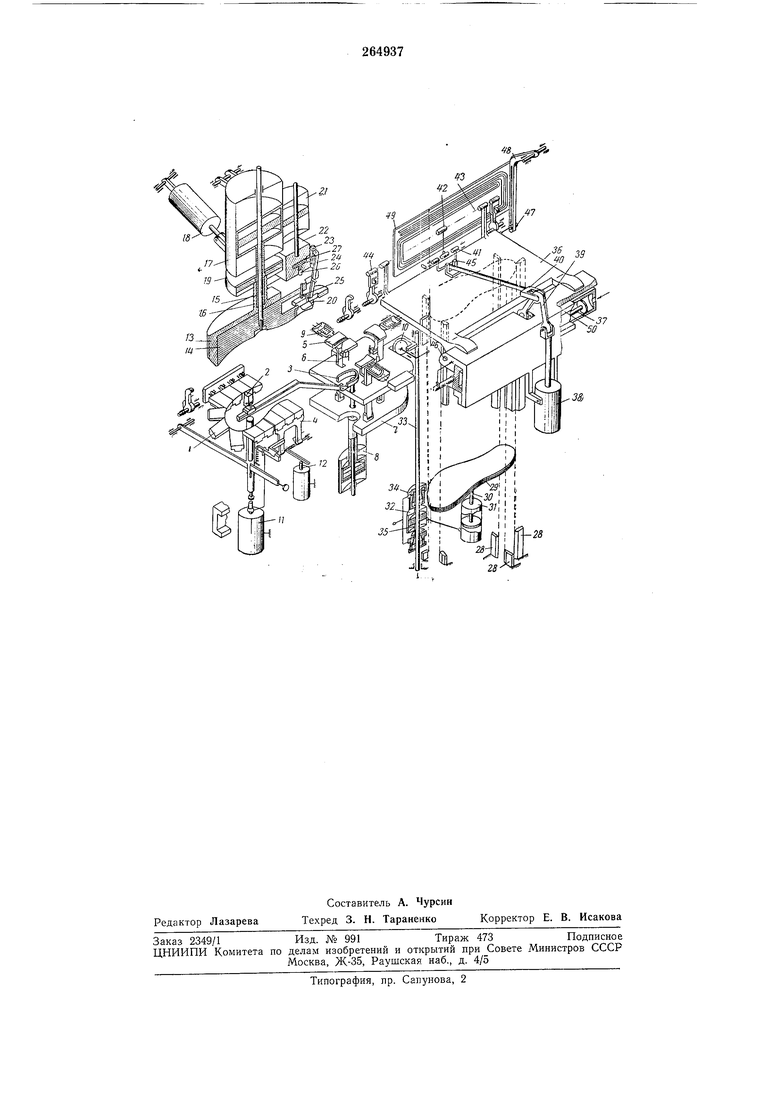
На чертеже представлена схема полуавтомата.
Прессоточки (левая и правая) установлены
на столе полуавтомата. Каждая прессоточка
снабжена матрицей с опорными пластинами
1, образующими гнездо для загрузки обуви.
Подносочный 2 и пяточный 3 упоры служат
для ориентации колодки при ее загрузке в прессоточку и для автоматической разгрузки прессоточки в конце рабочего цикла. Часть пластин / в геленочной части установлена на откидном кронштейне 4.
В пяточной части прессоточки расположен механизм для укладывания ранта в пяточной части обуви (при пошиве обуви с круговым рантом), снабженный специальными рантовыми упорами 5, прикрепленными к качающимся тягам 6, установленным на плите 7.
Плита 7 поступательно перемещается телескопическим цилиндром 8. При этом рантовые упоры 5, прижимаясь подпружиненными толкателями 9 к боковой поверхности обуви, производят подъем и опоркидывание ранта.
Этот механизм вместе с пяточным упором 3 поворотом кулака Ю может перемещаться, например, на 5 мм по отношению к носочной
ка прессоточки на обработку следующего размера обуви.
Цилиндр 11 поднимает подносочный упор 2 при подпрессовке обуви или при ее выталкивании из прессоточки. Цилиндр 12 служит для поворота откидного геленочного кронштейна 4 прессоточки в рабочее положение. Над прессоточками размещены два (правый и левый) запрессовывающих механизма. Каждый Запрессовывающий механизм снабжен наружным вибропуансоном 13 и внутренним пуансоном 14, установленными соответственно на наружном 15 и внутреннем 16 штоках телескопического пневмоцилиндра 17. Цилиндр 18 служит для выведения в вертикальное (рабочее) положение телескопического цилиндра 17. Наружный вибропуансон 13 снабжен вибратором 19, который при последовательной подаче воздуха в его верхнюю и нижнюю полости сообщает наружному пуансону 1В колебательные движения. В пяточной части внутреннего пуансона 14 размещен механизм клеевой затяжки пятки.
Одиннадцать пяточных затяжных цластин 20 размещены веерообразно по пери-метру следа пяточной части колодки. Нластины 20 перемещаются на след обуви при затяжке цилиндром 21 через пяточный пуансон 22, кулачки 23 и двуплечие рычаги 24. Предварительный прижим пластин 20 к затяжной кромке осуществляется пружинами 25, а окончательный-плунжерами 26, усилие между которыми распределяется гидропластмассой 27. Машина снабжена также магазином для хранения подощв и устройствами для их автоматической поштучной выдачи. Магазин на каждую полупару состоит из щести направляющих вертикальных реек 28, образующих емкость от низа станины до верха црессоточки. В магазин загружается до 1000 полупар плоских цодощв с нанесенной и высушенной клеевой пленкой. Для выталкивания подошв служит подвижное дно 29, установленное на штоке 30 цилиндра 31. Цилиндр жестко связан со сцециальным цилиндром 32, перемещающимся по вертикальной штанге 33 при помощи двух цанговых захватов 34, установленных на штоке 35 и корпусе цилиндра 32.
Выталкиваемая из магазина подошва усилием цилиндра 32 прижимается к снабженной иглами для накалывания подошв пневматической камере (на чертеже не показана), устано1вленной на обращенной к магазину стороне крышки 36. При этом возникают упругие деформации стопки подошв, для компенсации которых служит цилиндр 31.
Крышка 36 смонтирована на подвижной каретке 37. На каретке 37 установлен также цилиндр 38 открывания крышки, который через рычаг 39, тягу 40, ухо 41, звено 42 и вал 43 отпирает замок 44, а затем при взаимодействии уха 41 с упором 45 проворачивает крышку 36 вокруг оси 46. Крышка 36 пальцем 47 взаимодействует с пазом рычага 48, к которому прикреплен инфракрасный излучатель 49.
При открывании крышки 36 палец 47, скользя по пазу рычага 48, поворачивает излучатель 49, устанавливая его параллельно плоскости крышки 36 в открытом положении. Тем самым достигается сближение следа подошвы, наколотой на камере крышки 36, с нагревателем, что позволяет произвести тепловую активацию клеевой пленки подошвы перед ее креплением к обуви. Активированная подошва
транспортируется к прессоточке путем перемещения по направляющей 50 каретки 37 со смонтированной на ней крышкой 36 и механизмом для поворота и запирания крышки. Заготовка с предварительно пришитым и
промазанным клеем рантом надевается на деревянную колодку, к следу которой на специальных штифтах прикреплена стелька, также промазанная по периметру клеем. Колодка вместе с надетой заготовкой загружается в прессоточку так, чтобы рант, распололсенный вертикально, своим торцом упирался в оцориые пластины 1 прессоточки, а пяточная Т1ластина колодки входила в паз пяточного упора.
Сориентированная таким образом колодка должна быть погружена в заготовку на определенную глубину, за счет чего и происходит вытяжка и формование заготовки.
Эту операцию производят сдвоенные пуансоны-внутренний пуансон 14 и наружный вибропуансон 13, которые опускаются на след колодки, погружая ее в заготовку.
Поскольку наружный вибропуансон взаимодействует с колодкой, которую он запрессовывает в заготовку, вибрация пуансона передается колодке, и следовательно, материалу заготовки.
При достижении пуансонами определенного нижнего пололсения в заготовке образуются внутренние напряжения, стремящиеся опрокинуть рант в горизонтальное положение. Тогда наружный вйбропуансон 13 поднимается, освобождая место на следе обуви для уклаДки ранта. С целью припрессовки ранта к
стельке для их склеивания наружный вибропуансон 13 по достижении верхнего положения вновь опускается на след обуви.
В это время вибрация наружного вибропуансона 13 способствует склеиванию ранта со
стелькой. Для лучшего контакта между рантом и стелькой в момент их склеивания подносочный упор 2 пОдпрессовывает обувь к наружному пуансону. Одновременно с операцией приклейки ранта к стельке производится клеевая затяжка пятки. Эта операция выполняется пластинчатым механизмом для клеевой затяжки пятки. После выдержки в течение 3-4 сек механизм затяжки пятки и запрессовывающие пуансоны отводятся в исходное положение, освобождая след затянутой обуви для накладки подошвы. На полиостью отформованную и затянутую обувь накладывается подошва. Центрированная накладка подошвы и ее креплекрышки прессоточки с пневматической камерой, снабженной специальными иглами, на которые подошва накладывается при выталкивании ее из магазина.
В таком виде подошва поштучно транспортируется от магазина к следу обуви. При закрывании крышки на прессоточке подошва накладывается на след обуви. Затем, впуская воздух в камеру, приклеивают подошву. Для того, чтобы избежать продавливания обуви камерой во время приклейки подошвы, подносочный упор вновь поднимается и поддерживает носочную часть обуви на нужной высоте все время приклейки подошвы.
По истечении времени, необходимого для схватывания клея, давление в камере снижается, крышка прессоточки вместе с камерой возвраш.ается в исходное положение и затем производится выталкивание готовой обуви. На этом рабочий цикл заканчивается.
На полуавтомате можно обрабатывать обувь не только с клеевой затяжкой пятки, но и с круговым рантом. В этом случае взамен пластинчатого механизма клеевой затяжки пятки в работе участвует дополнительный механизм подъема ранта.
Рантовые упоры 5 в исходном положении размешены заведомо торца стоящего под углом ранта. После окончания формования обуви пуансонами 13 и 14 одновременно с опрокидыванием ранта в передней части обуви рантовые упоры 5 поднимаются, подхватывают рант и опрокидывают его на стельку, завершая подготовку следа затянутой обуви с круговым рантом под накладку подошвы.
Предмет изобретения
1.Полуавтомат для изготовления рантовой обуви, состоящий из прессоточек, каждая из
которых содержит матрицу с опорными пластинами, механизм пяточных затяжных пластин, подносочный и пяточный упоры, закрепленные на штоках пневмоцилиндров, запрессовывающий механизм, включающий в себя
внутренний пуансон и наружный вибропуансон, пневматическую подушку для крепления подошвы, размещенную на откидной крышке прессоточки, пневмосистему и систему автоматического управления, отличающийся тем, что,
с целью повышения производительности, он снабжен магазином для размещения подошв, имеющим подвижное дно, укрепленное на штоке пневмоцилиндра, взаимодействующего с другим пневмоцилиндром, установленным с
возможностью перемещения по вертикальной штанге посредством цанговых зажимов, а откидная крышка прессоточки установлена на каретке с возможностью возвратно-поступательного перемещения по горизонтальным направляющим пневмоцилиндров и соединена пальцем с качающимся рычагом, на котором закреплен нагревательный элемент для активации клеевой пленки подошвы.
2.Полуавтомат по п. 1, отличающийся тем, что геленочные опорные пластины матрицы
установлены на откидном кронштейне, взаи.модействующем со штоком пневмоцилиндра.
3.Полуавтомат по п. 1, отличающийся тем, что пневматическая подушка имеет иглы для
захвата подошв из магазина.