Известны полуавтоматы для формования и сборки обуви клеевого метода крепления подошвы, состоящие из монтированной на станине поворотной в вертикальной плоскости карусели, несущей ряд закрепленных на ней прессоточек, снабженных перемещающимися в горизонтальной плоскости затяжными пластинами; сдвоенного пуансона; подпружиненной крышки для запрессовки подошвы и привода.
Описываемый полуавтомат того же назначения отличается от известных тем, что прессоточка выполнена в виде пустотелой формы, внутренняя поверхность которой соответствует наружной форме обуви, и пневматической или гидравлической колодки, закрепленной на -металлическом следе колодки, перемещаемом в вертикальной плоскости при помощи щтока, проходящего через дно пустотелой формы.
Эта отличительная особенность полуавтомата дает возможность автоматизировать процесс затяжки обуви клеевого метода крепления.
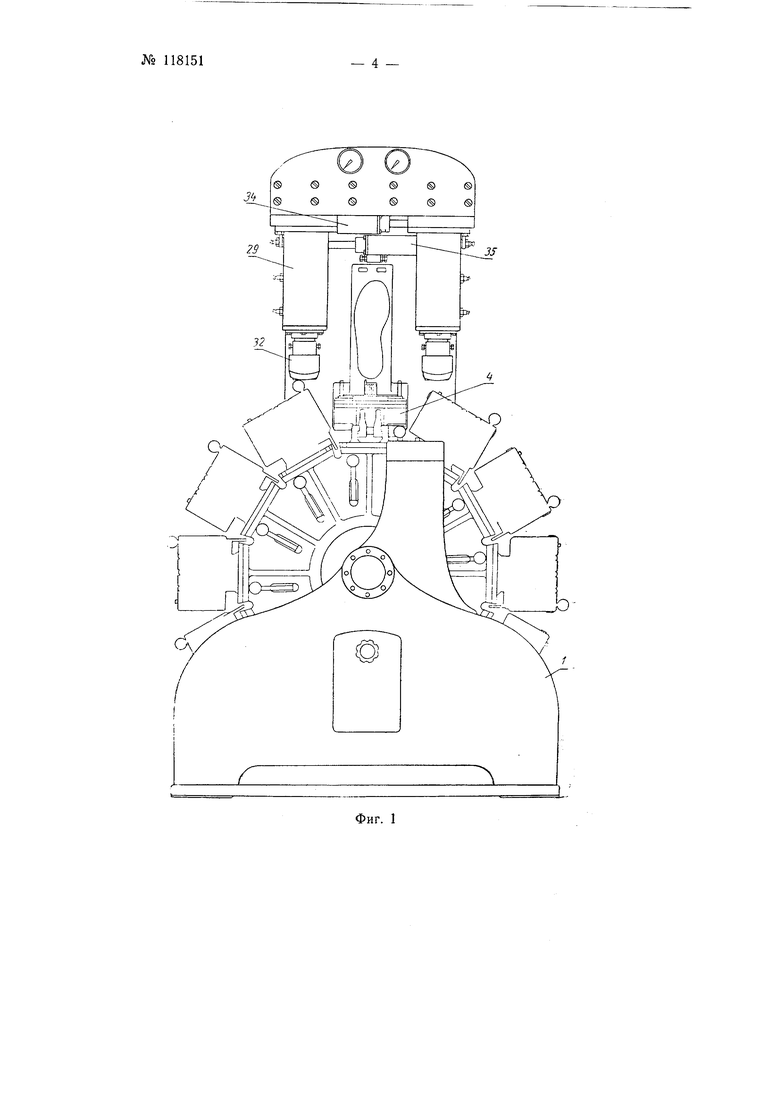
На фиг. 1 изображен полуавтомат, вид спереди; на фиг. 2- то же, вид в вертикальном разрезе; на фиг. 3 и 4-прессоточка, вид в продольном и поперечном разрезах.
На станине / монтирован главный вал 2, на котором укреплены диски 3 карусели. На дисках по наружному диаметру монтировано несколько (в данном случае двенадцать) прессоточек 4. Карусель получает вращение от электродвигателя 5 через электромагнитную муфту, редуктор 6, водилку 7 и мальтийский крест 8. Нри включении электромагнитной муфты водилка 7, сделав один оборот, автоматически отключается, повернув мальтийский крест вместе с валом 2 и каруселью на Vu оборота. При останове положение карусели фиксируется щтоком 9.
Прессоточка 4 выполнена в виде пустотелой формы 10, внутренняя поверхность которой соответствует наружной форме обуви и пневматической или гидравлической колодке 11, закрепленной на металлическом следе 12 колодки. След колодки перемещается в вертикальном направ№ 118151- 2 -
лении при помощи штока 13 и рычага 14. Прессоточка снабжена крышкой 15 с эластичной пластиной, соответствующей по форме низу обуви. Крышка закреплена на поворотной оси 16. Открывание и закрывание крыщки производится щтоком 17 пневмоцилиндра, заходящим при повороте карусели в скобу 18 тяги 19. Последняя снабжена рейкой, сцепляющейся с щестерней 20, насаженной на оси 16 крышки. Крышка автоматически запирается крючками 21 за скобы 22. Открывание крыщки производят поворотом рукоятки 23 в горизонтальное положение.
Каждая прессоточка снабжена также механизмом загибания и запрессовки затяжной кромки на стельку. Этот механизм состоит из двух пяточных затяжных пластин 24, двух носочных пластин 25 и двух боковых пластин 26, одновременно сдвигаемых к центру колодки и раздвигаемых штоком 27 пневмоцилиндра, заходящим при повороте карусели в скобу 28, с которой скреплены тяги, передающие посредством системы рычагов и эксцентриков движение пластинам и пяточной части формы 10.
Запрессовывающее устройство 29 состоит из наружного пневматического цилиндра со штоком 30 и внутреннего цилиндра со щтоком 31. К щтоку 30 прикреплен пуансон 32, а к щтоку 31-пуансон 33. Правое запрессовывающее устройство сблокировано с правыми, а левое-с левыми прессоточками. Они перемещаются в рабочее положение и возвращаются в исходное положение при помощи пневмоцилиндров 34 и 35. Воздух по прессоточкам распределяется воздухораспределителем 36. Спереди мащины установлен пульт управления 37 с кнопками 38.
После того как очередная прессоточка подошла к рабочему месту для выгрузки обуви поворачивают рукоятку 23 на себя. При этом крючки 21 освобождают скобы 22. Рукоятка, нажимая на кнопку 38 пульта управления, включает пневмопривод открывания крыщки 15 прессоточки. Шток 17 перемещает тягу 19 с рейкой, которая поворачивает щестерню 20, а вместе с ней и крышку 15. Одновременно открывается пяточная часть пустотелой формы 10. Нажимая на рычаг 14, выталкивают колодку // с обувью из формы 10, после чего снимают обувь с колодки.
Приступая к загрузке в прессоточку следующей полупары обуви, сначала накладывают на шпеньки, укрепленные на следе 12 колодки, стельку, имеющую соответствующие отверстия, затем надевают на колодку заготовку и поворотом рычага 14. опускают колодку в пустотелую форму 10. При помощи кнопки 38 пульта управления 37 включают пневмоцилиндр 34 или 35, который подводит запрессовывающее устройство 29 к прессоточке в рабочее положение, после чего пуансоны 32 и 33 автоматически опускаются на след 12 колодки и запрессовывают колодку // в форму 10 до установленного предела, удерживая стельку от коробления при загибании на нее затяжной кромки, надетой на колодку заготовки.
При достижении пуансонами 32 и 33 установленного нижнего положения пуансон 32 начинает подниматься вверх, освобождая место для затяжной кромки. Одновременно автоматически включается пневмопривод со штоком 27. Последний через промежуточные звенья закрывает пяточную часть формы 10 и перемещает к центру колодки затяжные пластины 24, 25 и 26, которые загибают кромку заготовки по всему периметру и запрессовывают ее на стельке, предварительно смазанной клеем. Затем посредством воздухораспределителя 36 впускают в пневматическую колодку // сжатый воздух, который, растягивая ее, прижимает верх обуви к внутренней поверхности формы 10, производя его формование. Одновременно производится дополнительная запрессовка затяжной кромки.
После некоторой выдержки выпускают воздух из пневматической ;колодки. При помощи одной из кнопок 38 пульта управления возвращают затяжные пластины 24, 25 и 26 и запрессовывающее устройство 29 в исходное положение. Наложив смазанную клеем подошву на стельку, нажимают на кнопку пульта управления, которая включает пневмоцилиндр со штоком 17 для закрывания крышки /5. Поворотом рукоятки 2с в верхнее положение плотно запирают крыщку крючками 21. Одновременно включается привод для поворота карусели на Vi2 часть оборота при помощи мальтийского креста 8. При перемещении прессоточки к месту выгрузки колодка снова наполняется сжатым воздухом, который производит окончательное формование обуви. При подходе прессоточки к рабочему месту для выгрузки воздух из колодки выпускается, после чего весь цикл операций повторяется со следующей полупарой обуви.
Предмет изобретения
Полуавтомат для формования и сборки обуви клеевого метода крепления подощвы, состоящий из монтированной на станине поворотной в вертикальной плоскости карусели, несущей ряд закрепленных на ней .прессоточек; системы перемещающихся в горизонтальной плоскости затяжных пластин; сдвоенного пуансона; подпружиненной крышки для запрессовки подошвы и привода, отличающийся тем, что для автоматизации процесса затяжки обуви клеевого метода крепления прессоточка состоит из пустотелой формы, внутренняя поверхность которой соответствует наружной форме обуви, и пневматической или гидравлической колодки, закрепленной на металлическом следе колодки, перемещаемом в вертикальной плоскости при помощи штока, проходящего через дно пустотелой формы.
№ 118151
J
35 J4
Фиг. 2
20