Известен полуавтомат для круговой затяжки заготовки обуви и накладки или крепления лодошвы ло авт. св. № 113396. В нем применены подвижные (затяжные) пластины с выступами-упорами, которые не обеспечивают качественную затяжку обуви.
Предложенный полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы отличается тем, что каждая из прессоточек вместо подвижных пластин снабжена неподвижной матрицей-упором и устройством для дополнительной пневматической подпрессовки затянутой обуви к .профилю пуансонов и .пяточных затяжных пластин.
Указанные отличия обеспечивают улучшение центрирования подошвы относительно ранта и усиление прижима ранта к стельке.
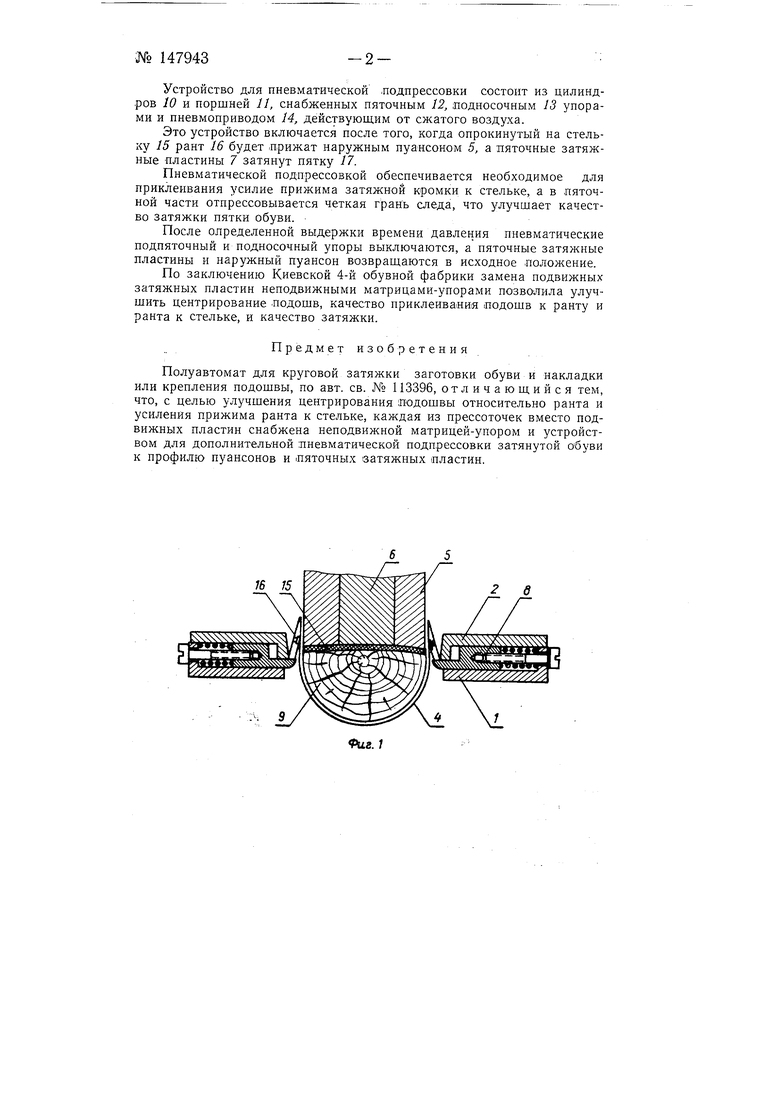
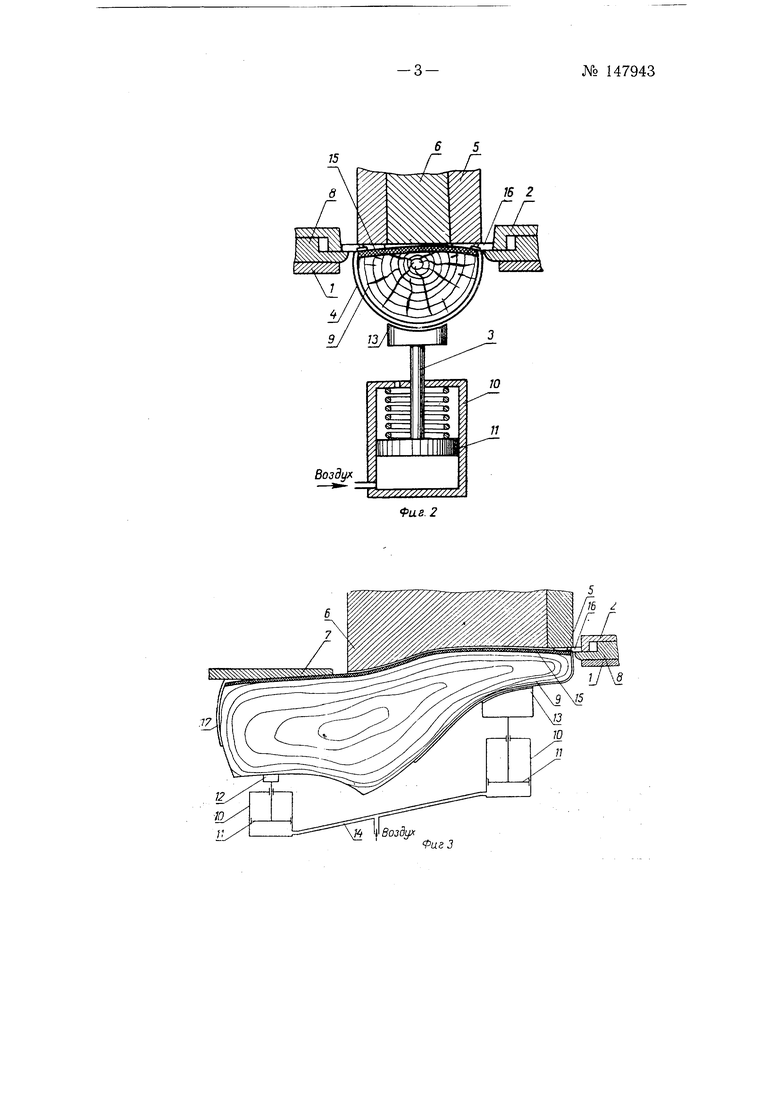
На фиг. 1 изображена принципиальная схема затяжки обуви; на фиг. 2 -- опрокинутый рант, прижатый к стельке наружным луансоном; на фиг. 3 -общая схема затяжки обуви.
Каждая из прессоточек 1 вместо подвижных пластин снабжена не подвижной матрицей-упором 2 и устройством 3 для дополнительной пневматической лодпрессовки затянутой обуви 4 к лрофилю луансонов5 и б и пяточных затяжных пластин 7.
Применение матрицы-упора 2 вместо подвижных пластин, а также применение подпружиненных опорных пластин 8, которые свободно пропускают колодку 9 с заготовкой обуви 4 лозволяет ловысить качество затяжки обуви и точнее выполнить сложные профили следа обуви по контуру.
Устройство для пневматической лодпрессовки состоит из цилиндров 10 и поршней 11, снабженных пяточным 12, подносочным 13 упорами и пневмоприводом 14, действующим от сжатого воздуха.
Это устройство включается после того, когда опрокинутый на стельку 15 рант 16 будет лрижат наружным пуансоном 5, а пяточные затяжные пластины 7 затянут пятку 17.
Пневматической подпрессовкой обеспечивается необходимое для приклеивания усилие прижима затяжной кромки к стельке, а в пяточной части отпрессовывается четкая грань следа, что улучшает качество затяжки пятки обуви.
После олределенной выдержки времени давления пневматические подпяточный и подносочный упоры выключаются, а пяточные затяжные пластины и наружный пуансон возвращаются в исходное .положение.
По заключению Киевской 4-й обувной фабрики замена подвижных затяжных пластин неподвижными матрицами-упорами позволила улучшить центрирование лодошв, качество приклеивания подошв к ранту и ранта к стельке, и качество затяжки.
Предмет изобретения
Полуавтомат для круговой затяжки заготовки обуви и иакладки или крепления подошвы, по авт. св. № 113396, отличающийся тем, что, с целью улучшения центрирования подошвы относительно ранта и усиления прижима ранта к стельке, каждая из прессоточек вместо подвижных пластин снабжена неподвижной матрицей-упором и устройством для дополнительной пневматической подпрессовки затянутой обуви к профилю пуансонов и пяточных затяжных пластин.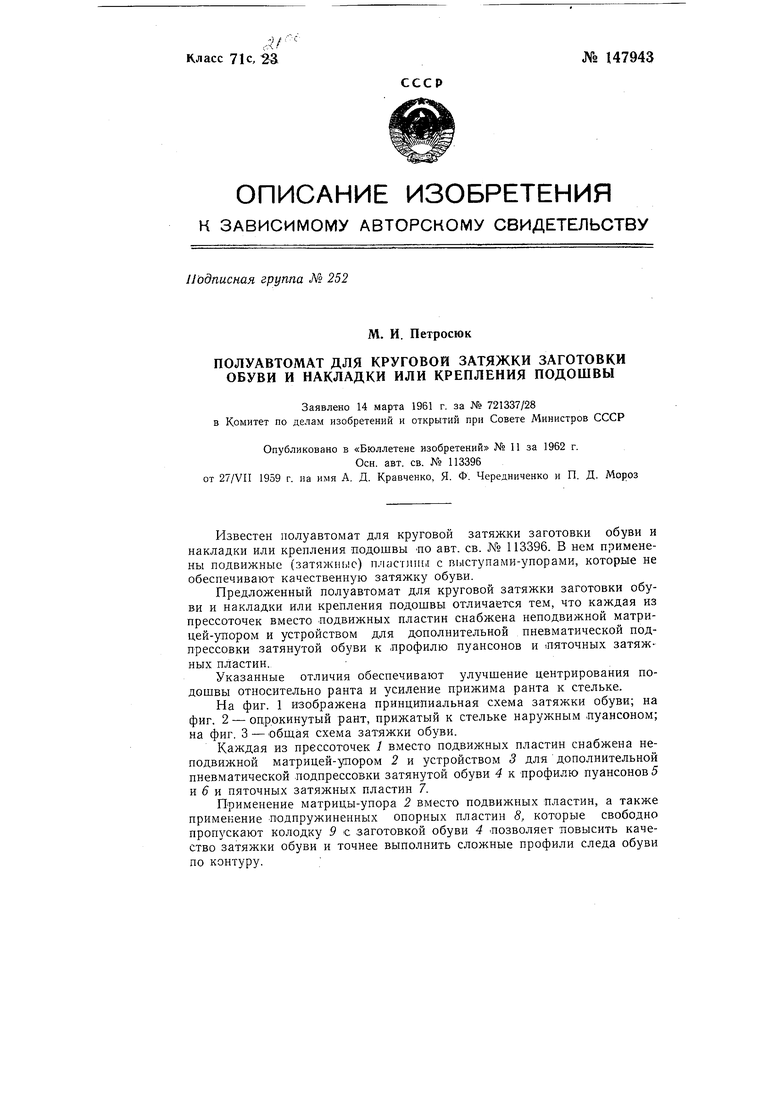
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Полуавтомат для круговой затяжки заготовки обуви и накладки или крепления подошвы | 1957 |
|
SU113396A1 |
| Прессоточка для круговой затяжки заготовки обуви с предварительно пришитым к ней рантом | 1955 |
|
SU105193A1 |
| Машина для круговой затяжки заготовки обуви с предварительно пришитым к ней рантом | 1961 |
|
SU142551A1 |
| Полуавтомат для формования и сборки обуви клеевого метода крепления подошвы | 1958 |
|
SU118151A1 |
| Полуавтомат для проведения операций обтяжки и клеевой затяжки заготовки, формования заготовки на колодке, центрирования деталей низа и клеевого крепления подошв | 1960 |
|
SU137789A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Полуавтомат для накладки и крепления подошв на обуви | 1956 |
|
SU111432A1 |
| Способ производства доппельно-клеевой обуви беззатяжного метода формования заготовки | 1958 |
|
SU122046A1 |
SCQESI
Воздух
