Известный полуавтомат для круговой затяжки и формования заготовки рантовой обуви и накладки или крепления подошвы состоит из смонтированных на станине нрессоточки, выполненной в виде неподвижной матрицы-унора, механизма пяточных затяжных пластин, подносочного и пяточного упоров, закрепленных на штоках пневмоцилиндров, запрессовывающего механизма с наружным и внутренним пуансонами и пневматической подушки для крепления подошвы, укрепленной на крышке прессоточки, открываемой и закрываемой при помощи пневмоцилиндра. Полуавтомат снабжен пневмосистемой и системой автоматического управления.
Предлагаемый полуавтомат улучшает качество формовання обуви. Для этого он снабжен внбратором, жестко соединенным с наружным пуансоном для придания ему поступательного вибрнруюшего движения и пульсатором для подачи сжатого воздуха в вибратор.f
Прессоточка снабжена механизмом для подъема ранта в пяточной части обуви, состоящим из пластин, которые перемещаются по наклонным направляющим. Кроме того, с целью повышения качества затяжки пяточной части обувн механизм пяточных затяжных пластин включает в себя несколько самоустанавливающнхся пластин, расположенных
эквиднстантно на расстоянии 5-6 мм от гранн следа пяточной части обуви и перемещающихся по направляющим пазам по нормалям к кривым соответствующих участков колодки. Полуавтомат может быть выполнен однопарным со стационарно установленнымн прессоточками.
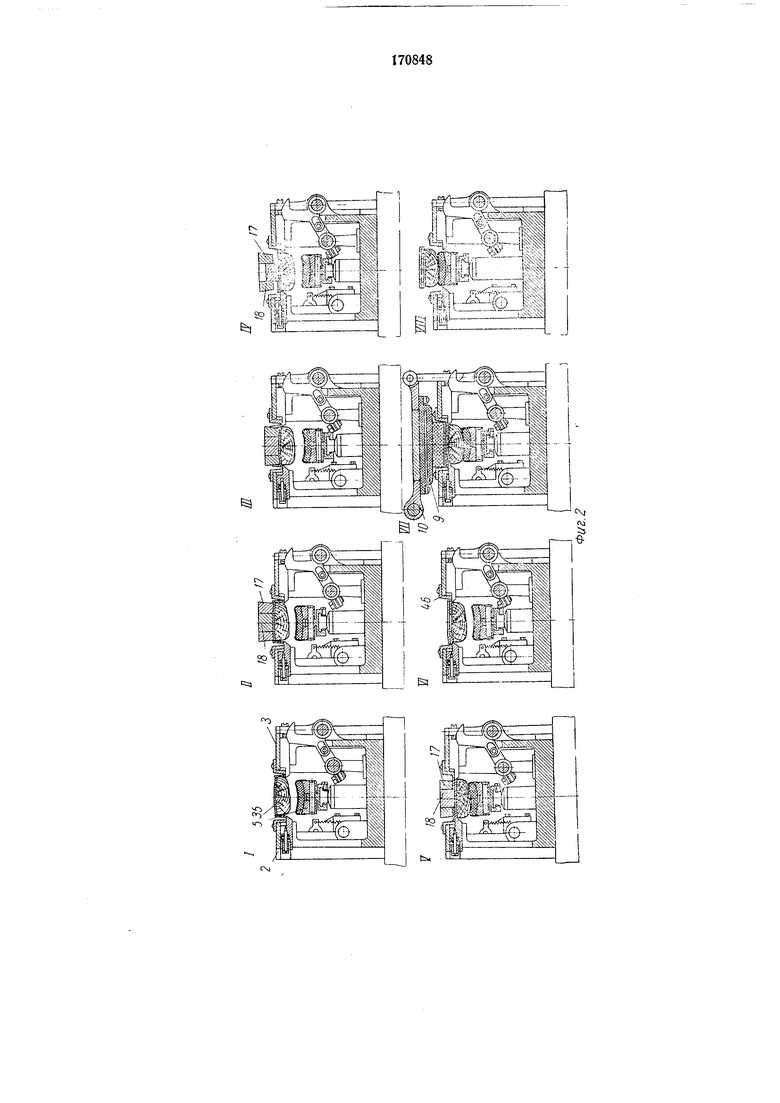
Па фиг. 1 изображен общий вид предлагаемого полуавтомата; на фиг. 2 - прессоточка
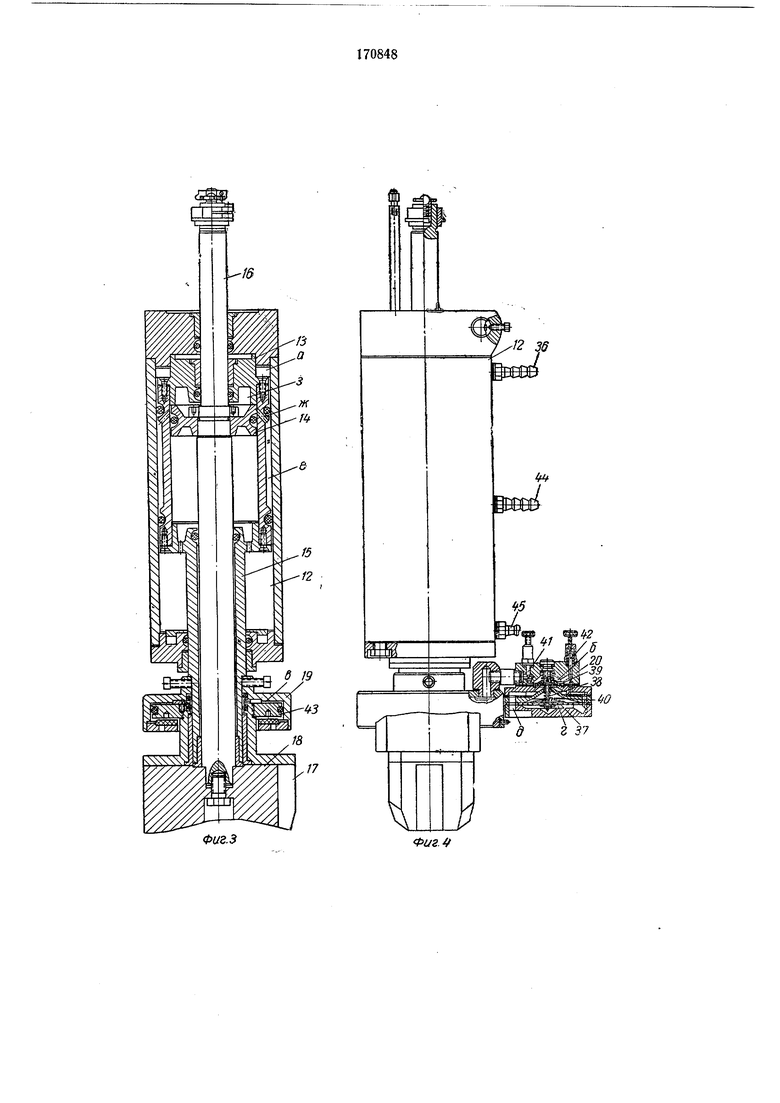
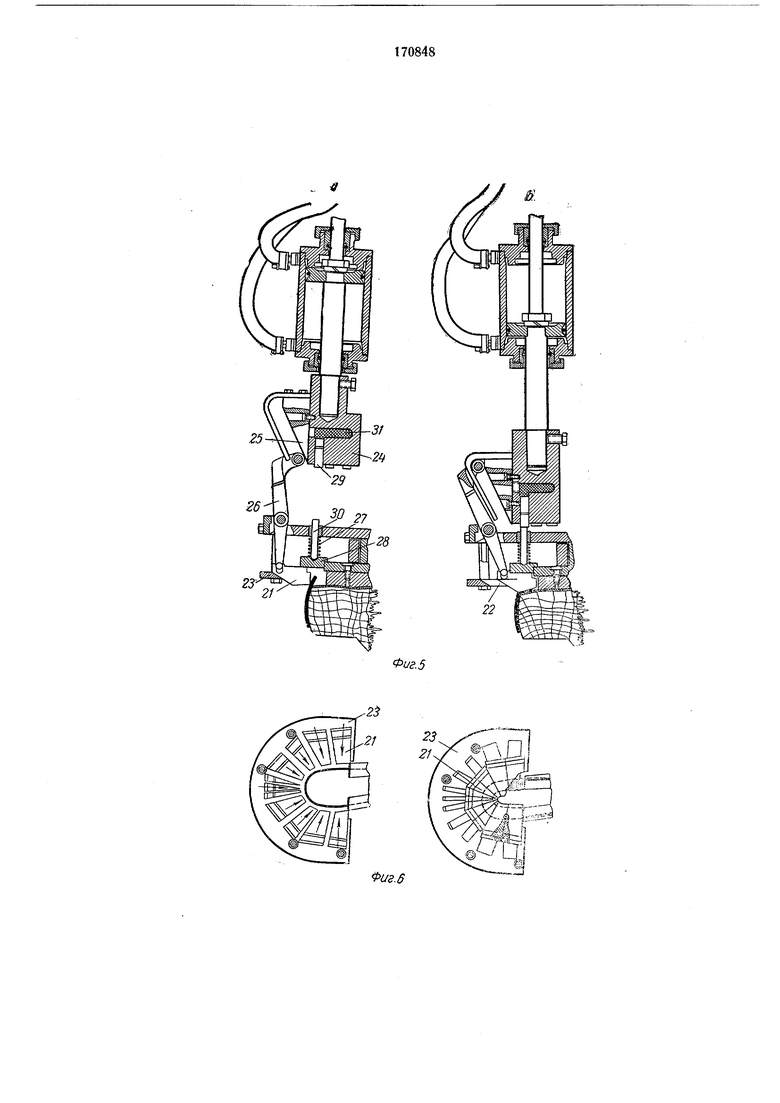
в последовательных положениях (/, //, ///, IV, V, VI, VU и V///); на фиг. 3 - запрессовывающий механизм, вид спереди в разрезе; на фиг. 4 - то же, вид сбоку; на фиг. 5 - механизм пяточных затяжных пластин, вид сбоку
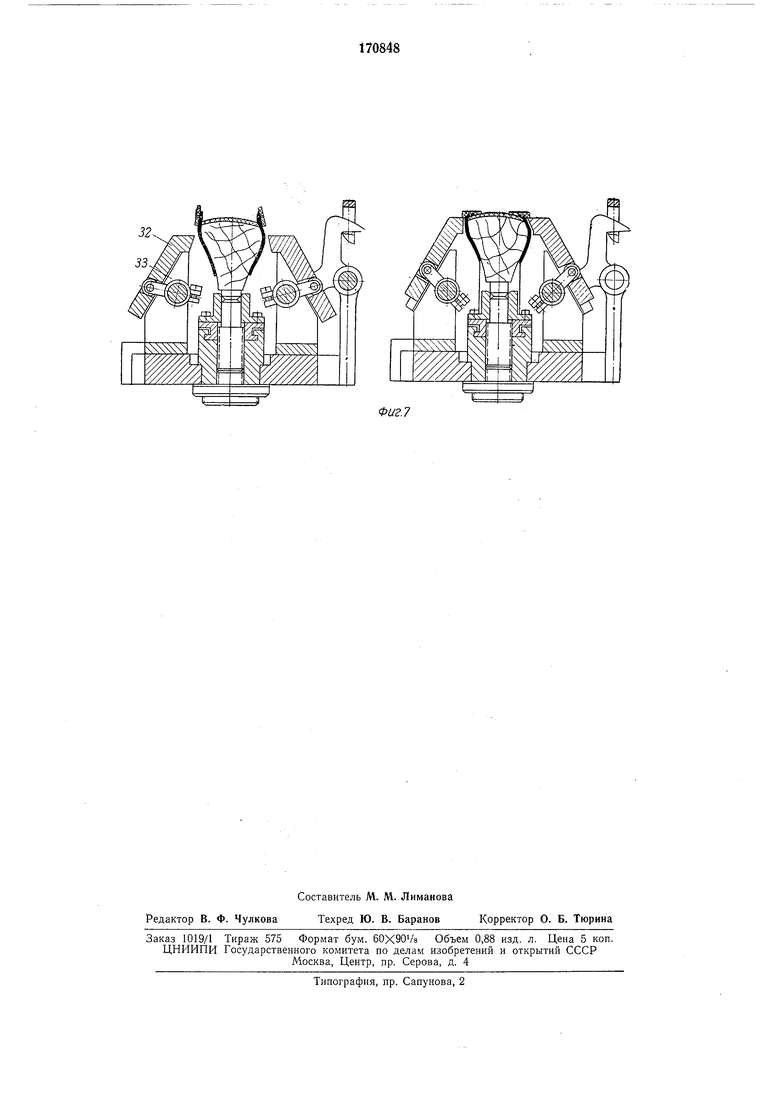
(позиции а и б); на фиг. 6 - то же, вид сверху; на фиг. 7-механизм для подъема ранта в исходном и рабочем положениях.
Полуавтомат выполнен однопарным и состоит из смонтированных на станияе / прессоточки 2, выполненной в виде неподвижной матрицы-упора 5, механизма 4 пяточных затяжных пластин, подносочного упора 5 и пяточного упора (на фигурах не изображен), закрепленных на щтоках пневмоцилиндров 6
и 7, запрессовывающего механизма 8, пневматической подущки 9 для крепления подощвы, укрепленной на крыщке 10 прессоточки 2 (см. фиг. 2), которая открывается при помощи пневмоцилиндра 11.
4) состоит из пневмоцилиндра 12 с наружным и внутренним поршнями 13 и 14, наружного полого штока 15 и помеш,енного в нем внутреннего штока 16, на которых соответственно установлены наружный и внутренний пуансоны 17 и 18. С наружным пуансоном л естко соединен вибратор 19 для придания ему вибрируюш,его поступательного движения, к которому присоединен при помош,и переходного штуцера пульсатор 20 для подачи сжатого воздуха в вибратор.
Механизм пяточных затяжных пластин (см. фиг. 5 и 6) для клеевой затяжки пяточной части обуви состоит из нескольких самоустанавливаюш;ихся пластин 21, расположенных эквидистантно на расстоянии 5-6 мм от грани следа пяточной части обуви и перемепдаюпдихся по направляюш,им пазам 22 опорной пластины 23, расположенным по нормалям к кривым соответствующих участков колодки.
Затяжные пластины 21 приводятся в движение пяточным пуансоном 24, несуш,им на себе клинья 25, по которым скользят ролики двуплечих рычагов 26, перемеш,аюш,их пластины 21 по направляющим пазам 22.
При помощи пружин 27 и прижимных пластин 28 затяжные пластины 21 прижаты к опорной пластине 23, установленной- ниже грани следа пяточной части обуви.
Для прижима затяжных пластин 21 к следу обуви 1ПЯТОЧНЫЙ пуансон 24 снабжен плунжерами 29, которые через пальцы 30 и прижимные пластины 28 оказывают давление на затяжные пластины.
Равномерное распределение усилий давления на след обуви обеспечивается гидропластмассой 31, заключенной во внутренней полости пяточного пуансона 24.
Полуавтомат изготовляет обувь с круговым рантом. Для этого прессоточка снабжена механизмом для подъема ранта в пяточной части обуви (см. фиг. 7), имеющим пластины 32, перемещающиеся по наклонным направляющим 33.
Полуавтомат снабжен механизмом автоматического управления 34 и пневмосистемой.
Работает полуавтомат следующим образом.
Заготовка обуви с предварительно пришитым и промазанным -клеем рантом надевается на колодку, к следу которой прикреплена стелька, также промазанная и по периметру клеем.
Колодка 55 (см. фиг. 2, положение /) вместе с заготовкой загружается в прессоточку 2 таким образом, чтобы рант расположился вертикально и торцом упирался в неподвижную матрицу - упор 3, а пяточная пластина колодки должна заходить в паз пяточного упора. В период загрузки заготовки с колодкой в прессоточку пневмоцилиндр 12 с пуансонами 17 и 18 запрессовывающего механизма отведен в сторону. В рабочее положение его приводит вспомогательный цилиндр.
а пневмоцилиндра 12, при этом наружный его поршень 13 начинает опускаться, взаимодействуя с внутренним поршнем 14, который также опускается.
Одновременно сжатый воздух поступает в полость б пульсатора 20, которая соединена с полостью в вибратора 19. Полость в соединена с полостью г пульсатора 20. При достижении определенного давления в полости б,
а следовательно, и в полостях виг диафрагма 37 поднимается и посредством толкателя 38 приподнимает клапан 39. При этом сжатый воздух из полостей б, в и г по каналу д выходит в атмосферу. Пружина 40 отжимает
диафрагму 37, клапан 39 перекрывает отверстие, а в полостях б, в и г повышается давление, после чего диафрагма поднимает клапан, и процесс повторяется. Для регулирования амплитуды пуансона 17
и для регулирования частоты вибрации служат, дроссельные иглы 41 и 42. Давление в полости в передается на поршень 43, который жестко соединен с наружным пуансоном 17. В результате периодического впуска воздуха
в полость в при поступательном движении вниз внутреннего и наружного пуансонов 17 и 18, наружный пуансон 17 совершает вибрирующее движение. После выпуска воздуха из полости в пуансон 17 возвращается в исходное положение.
При одновременном опускании пуансонов 17 и 18 колодка запрессовывается в заготовку и происходит вытяжка и частичное формование заготовки. Вибрация наружного
пуансона 17 обеспечивает равномерную вытяжку заготовки (положение //).
При достижении пуансонами 17 и 18 определенного нижнего положения (положение ///), воздух через штуцер 44 подается в
полость е пневмоцилиндра 12 и через канал
ж поступает в полость з. В это время полость
а цилиндра отключается от пневмосистемы и
соединяется с атмосферой.
По мере возрастания давления в полости з
наружный порщень 13 со штоком 15, вибратором 19 и наружным пуансоном 17 поднимаются, а внутренний пуансон 18 продолжает опускаться и запрессовывать колодку в заготовку (полол ение/У).
В это время происходит укладывание ранта на стельку. При достижении внутренним пуансоном 18 крайнего нижнего положения, наружный пуансон 17 опускается и припрессовывает рант к стельке (положение V).
Подносочный упор 5 под действием пневмоцилиндров 6 подпрессовывает заготовку к наружному пуансону 17. После выдержки 4- 5 сек в цилиндр 12 подается сжатый воздух через щтуцер 45, полость а соединяется с
атмосферой, внутренний и наружный пуансоны 17 и 18 поднимаются, а вибратор /Р отключается. Совершая рабочий ход, затяжные пластины 21 (см. фиг. 5 и 6) перемещаются по направляющим пазам 22 к центру пято.чной части, преодолевая усилие пружин 27, и уплотняют все слои затяжной кромки заготовки, одновременно формуя грань пяточной части. Окончив рабочий ход, пластины 21 смыкаются, а пяточный пуансон 24 через плунжеры 29, пальцы 30 и прижимные пластины 28 оказывает давление на пластины 2/, ц формование следа пяточной части заканчивается. После выдержки 3-4 сек механизм пяточных затяжных пластин выключается. На затянутый и отформованный след обуви накладывают подошву, которая центрируется упорной рамкой 46 (положение Vf). Крышка 10 прессоточки с пневматической подушкой 9 закрывается при помощи пневмоцилиндра 11, в подушку подается сжатый воздух и происходит прикрепление подошвы (положение VII). Для предотвращения продавливания обуви во время прикрепления подошвы подносочный упор 5 поднимается и поддерживает носочную часть обуви. По истечении 35-40 сек давление в пневматической подушке 9 снижается, крышка 10 вместе с подушкой открывается, и готовая обувь выталкивается из прессоточки (положение Vllf). В случае изготовления обуви с круговым рантом в действие вступает механизм для подъема ранта в пяточной части (см. фиг. 7). В исходном положении пластины 32 размещены ниже торца ранта. После окончания формования обуви пластины 32 поднимаются по направляющим 33 и укладывают рант на стельку. 6 Предмет изобретения 1.Полуавтомат для круговой затяжки и формования заготовки рантовой обуви и накладки или крепления подощвы, состоящий из смонтированных на станине прессоточки, выполненной в виде неподвижной матрицыупора, механизма пяточных затяжных пластин; подносочного и пяточного упоров, закрепленных на штоках пневмоцилиндров, запрессовывающего механизма, включающего в себя внутренний и наружный пуансоны, пневматической подушки для крепления подошвы, укрепленной на открываемой и закрываемой при помощи пневмоцилиндра крышке прессоточки; пневмосистемы и системы автоматического управления, отличающийся тем, что, с целью улучшения качества формования и расширения ассортимента обуви, полуавтомат снабжен вибратором, жестко соединенным с наружным пуансоном для придания ему поступательного вибрирующего движения и пульсатором для подачи сжатого воздуха в вибратор. 2.Полуавтомат по п. 1, отличающийся тем, что прессоточка снабжена механизмом для подъема ранта в пяточной части обуви, состоящим из пластин, которые перемещаются по наклонным направляющим. 3.Полуавтомат по пп. 1 и 2, отличающийся тем, что, с целью повышения качества затяжки пяточной части обуви, механизм пяточных затяжных пластин включает в себя несколько самоустанавливающихся пластин, расположенных эквидистантно на расстоянии 5- 6 мм от грани следа пяточной части обуви и перемешающихся по направляющим пазам по нормалям к кривым соответствующих участков колодки. 4.Полуавтомат по пп. 1 и 3, отличающийся тем, что он выполнен однопарным.
fazf lai
/7
Фиг.з
Фи
22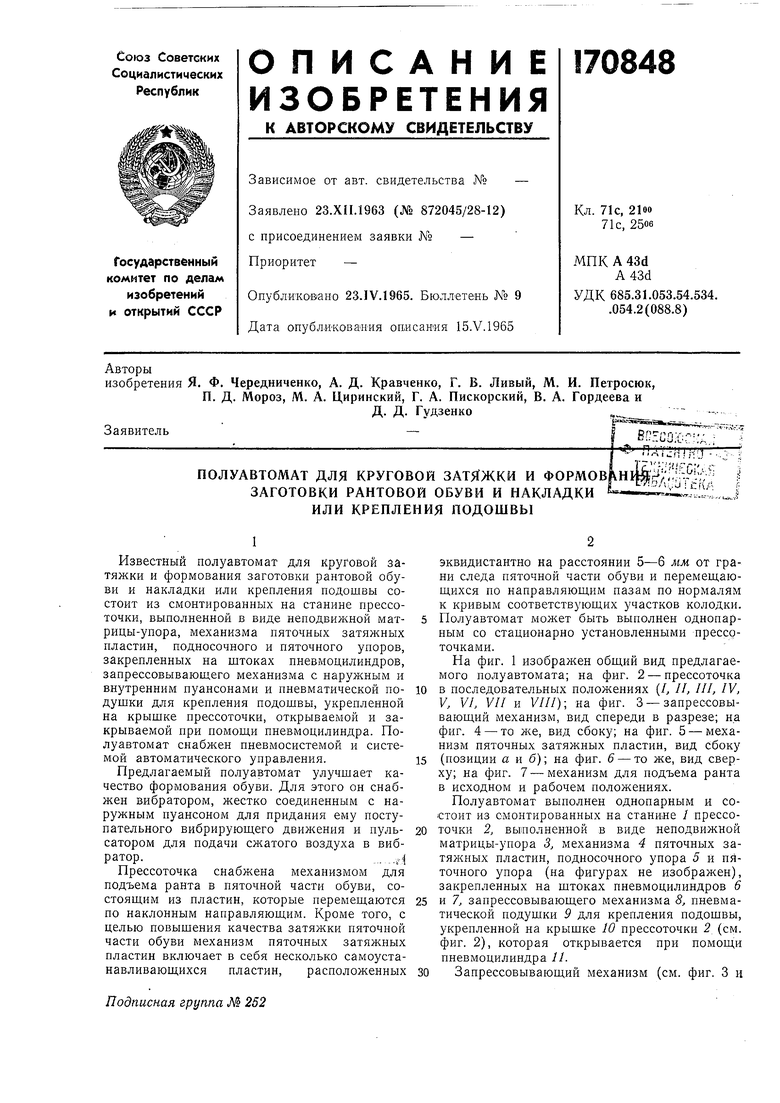
Фиг. 5
Фиг.7
