Изобретение относится к машиностроению, в частности к конструкциям режущего инструмента для механической очистки криволинейных поверхностей, например труб от окалины, ржавчины.
Известна щетка, содержащая в гнездах корпуса пучки металлических очистных элементов и средства для их фиксации и осевого перемещения, причем последнее содержит вкладыш, поверхность которого контактирует с нерабочими концами очистных элементов и соответствует форме обрабатываемой поверхности.
Недостатком данной щетки является ненадежное крепление ее очистных элементов, размещенных в средней части пучка.
Наиболее близким техническим решением, выбранным в качестве прототипа, является щетка для очистки плоских криволинейных поверхностей, которая может быть выполнена любой формы и любого профиля, содержащая ворсодержатели бочкообразной формы, выполненные из упругого материала с отверстиями под соединительные элементы, установленные и расклепанные в отверстиях зажимных пластин.
Недостатками известной щетки являются низкая износостойкость, вызванная неравномерностью износа ее ворса по профилю и большая трудоемкость переналадки с одного типоразмера на другой.
Целью изобретения являются повышение износостойкости и снижение трудоемкости переналадки.
Это достигается тем, что она содержит дополнительные рабочие секции, винтовой самоцентрирующий механизм, состоящий из управляющего винта, плунжеров, гаек и оправки с отверстиями, при этом зажимные пластины дополнительных рабочих секций связаны с оправкой, гайки выполнены в виде разноскосных клиньев, плунжеры размещены в отверстиях оправки и одним своим концом контактируют с гайками, а другим связаны с одной из зажимных пластин дополнительных рабочих секций для сообщения им синхронного радиального перемещения, а управляющий винт установлен в осевое отверстие оправки.
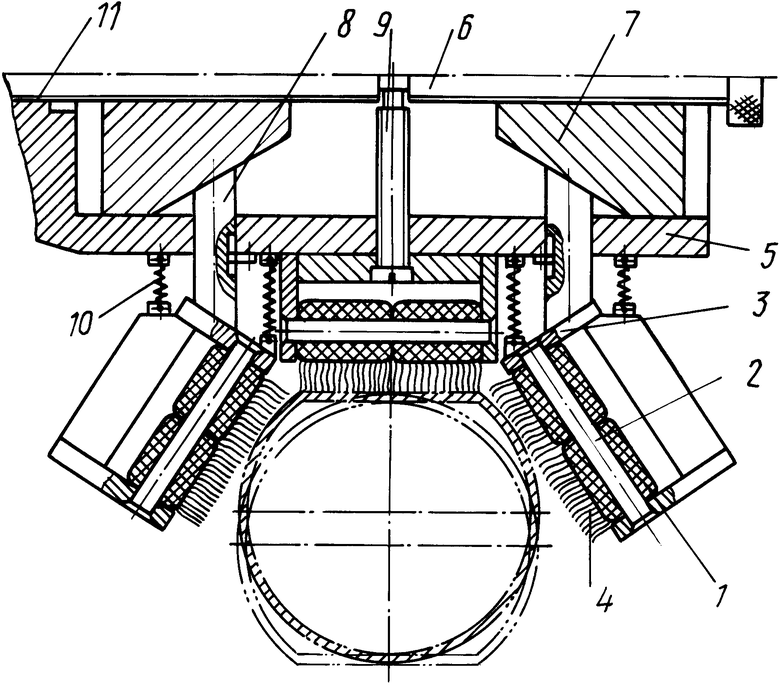
На чертеже изображены щетки, обрабатываемая заготовка Д-образной трубы.
Щетка представляет собой фасонную проволочную щетку, состоящую из центральной и дополнительной секции, каждая из которых содержит бочкообразные ворсодержатели 1, выполненные из упругого материала типа резины, установленные на соединительные элементы 2 типа упругих металлических прямолинейных стержней и зажатых между зажимными пластинами 3.
Ворсодержатели 1 несут ворс 4, выполненный из металлических проволочек, гофрированных в зоне заделки их в ворсодержатели. Причем ворс, прилежащий к торцам щетки и принадлежащий дополнительным рабочим секциям, является наиболее изнашиваемой частью режущих элементов фасонной щетки. Для придания дополнительным рабочим секция синхронного радиального перемещения предусмотрен винтовой самоцентрирующий механизм, установленный внутри оправки 5, содержащий управляющий винт 6 и две гайки 7, являющиеся разноскосными клиньями, плунжеры 8, к которым прикреплены зажимные пластины 3 ворсодержателей, винты 9, предотвращающие смещение управляющего винта 6 в осевом направлении, и пружины 10, присоединяющие дополнительные рабочие секции к оправке 5 и осуществляющие перемещение плунжеров 8, присоединенных к зажимным пластинам дополнительных рабочих секций в направлении к оси оправки 5. Причем управляющий винт 6 установлен в осевое отверстие 11 оправки 5, а винты 9 вкручены в тело оправки по оси симметрии относительно отверстий под плунжеры. Наличие в конструкции щетки механизма радиального перемещения ворса дополнительных рабочих секций придает ей свойства переналаживаемого режущего инструмента, а также наделяет способностью сохранять размер своего рабочего профиля практически до полного износа ворса.
Предложенная щетка работает следующим образом.
Щетка устанавливается на шпиндель горизонтально-фрезерного станка. Перед обработкой заготовки, например трубы Д-образной формы (указанной на чертеже тонкими линиями) осуществляют настройку щетки путем подвода участков ворса, определяющих ее профиль, т.е. дополнительных рабочих секций, к обрабатываемой заготовке с помощью винта 6. Затем после соприкосновения ворса щетки с заготовкой создают рабочий натяг с помощью механизма вертикальной подачи стола.
Далее после обработки одной стороны профиля заготовки, например трапецеидального, возвращают заготовку в исходное положение и поворачивают ее на 180о. После этого с помощью винта 6 перемещают дополнительные рабочие секции в направлении ее продольной оси. Затем после подвода заготовки к щетке перемещают ее с помощью механизма вертикальной подачи стола до соприкосновения участками ворса центральных рабочих секций ворса щетки. Далее с помощью винта 6 подводят до соприкосновения с заготовкой дополнительных рабочих секций и после создания рабочего натяга между ворсом щетки и обрабатываемой поверхностью заготовки включают шпиндель и продольную рабочую подачу станка. Следовательно, при обработке несимметричного профиля заготовки перед обработкой поверхности, противолежащей обработанной на первом переходе, необходимо осуществлять подналадку щетки с помощью управляющего винта 6.
При обработке заготовок симметричного профиля данного типоразмера подналадку щетки нужно производить только после проявления заметного износа ворса, принадлежащего дополнительным рабочим секциям.
Использование в конструкции предлагаемой щетки соединительных элементов прямолинейной формы позволяет повысить их прочность по сравнению с соединительными элементами криволинейной формы, используемыми в конструкции щетки-прототипа, а также использование в предлагаемой конструкции переналаживаемых режущих элементов в виде участков ворса, обладающих возможностью радиального перемещения, позволяет снизить трудоемкость переналадки и повысить износостойкость, т.е. использовать ее в работе почти до полного износа ворса. Повышение прочности соединительных элементов предлагаемой щетки и износостойкости ее ворса приводит к повышению ее работоспособности, а удобство в обслуживании механизма синхронного радиального перемещения, представленного в конструкции щетки, приводит к снижению трудоемкости ее переналадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТЫЙ РЕМЕНЬ | 2000 |
|
RU2200261C2 |
| НЕСЪЕМНО-РАЗБОРНЫЙ МОСТОВИДНЫЙ ПРОТЕЗ | 2000 |
|
RU2211681C2 |
| Хранилище для сыпучих материалов | 1982 |
|
SU1021752A1 |
| Электропечь | 1988 |
|
SU1581986A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРА | 1995 |
|
RU2105670C1 |
| ИНСТРУМЕНТ ДЛЯ РАССЕЧЕНИЯ ТКАНЕЙ | 1997 |
|
RU2187264C2 |
| Отрезная дисковая пила | 1990 |
|
SU1710224A1 |
| ПРИБОР ДЛЯ МОДЕЛИРОВАНИЯ ПРОЦЕССА ТРЕНИЯ | 2001 |
|
RU2212649C2 |
| СПОСОБ ВОЗВЕДЕНИЯ НЕСУЩИХ КОНСТРУКЦИЙ И ОПАЛУБКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2163962C2 |
| РАБОЧЕЕ ОБОРУДОВАНИЕ ОДНОКОВШОВОГО ЭКСКАВАТОРА | 1993 |
|
RU2078874C1 |
Сущность изобретения: щетка для обработки криволинейных поверхностей состоит из рабочей секции, выполненной из ворсодержателей бочкообразной формы. Ворсодержатели размещены между зажимными пластинами, скрепленными между собой упругим соединительным элементом, установленным в отверстии ворсодержателей. Щетка содержит дополнительные рабочие секции, винтовой самоцентрирующий механизм, состоящий из управляющего винта, плунжеров и гаек, и оправку с отверстиями. При этом зажимные пластины дополнительных рабочих секций связаны с оправкой, гайки выполнены в виде разнокосных клиньев, а плунжеры размещены в отверстиях оправки. Плунжеры одним торцом контактируют с гайками, а другим связаны с одной из зажимных пластин дополнительных рабочих секций для сообщения им синхронного радиального перемещения. Управляющий винт установлен в осевом отверстии оправки. 1 ил.
ЩЕТКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, состоящая из рабочей секции, выполненной из ворсодержателей бочкообразной формы, размещенных между зажимными пластинами, скрепленными между собой упругим соединительным элементом, установленным в отверстии ворсодержателей, отличающаяся тем, что, с целью повышения износостойкости и снижения трудоемкости переналадки на другой типоразмер, она содержит дополнительные рабочие секции, винтовой самоцентрирующий механизм, состоящий из управляющего винта, плунжеров и гаек, и оправку с отверстиями, при этом зажимные пластины дополнительных рабочих секций связаны с оправкой, гайки выполнены в виде разнокосных клиньев, плунжеры размещены в отверстиях оправки и одним своим торцом контактируют с гайками, а другим связаны с одной из зажимных пластин дополнительных рабочих секций для сообщения им синхронного радиального перемещения, а управляющий винт установлен в осевом отверстии оправки.
| Щетка для очистки плоских и криволинейных поверхностей | 1977 |
|
SU741851A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
