13.
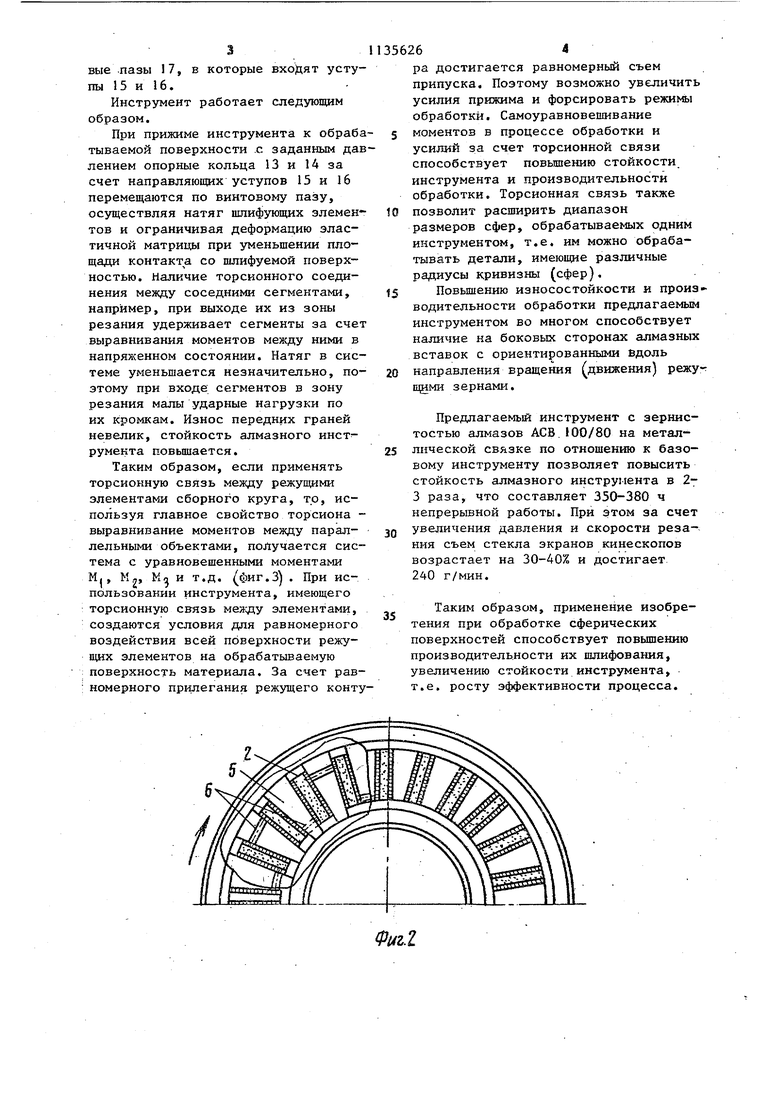
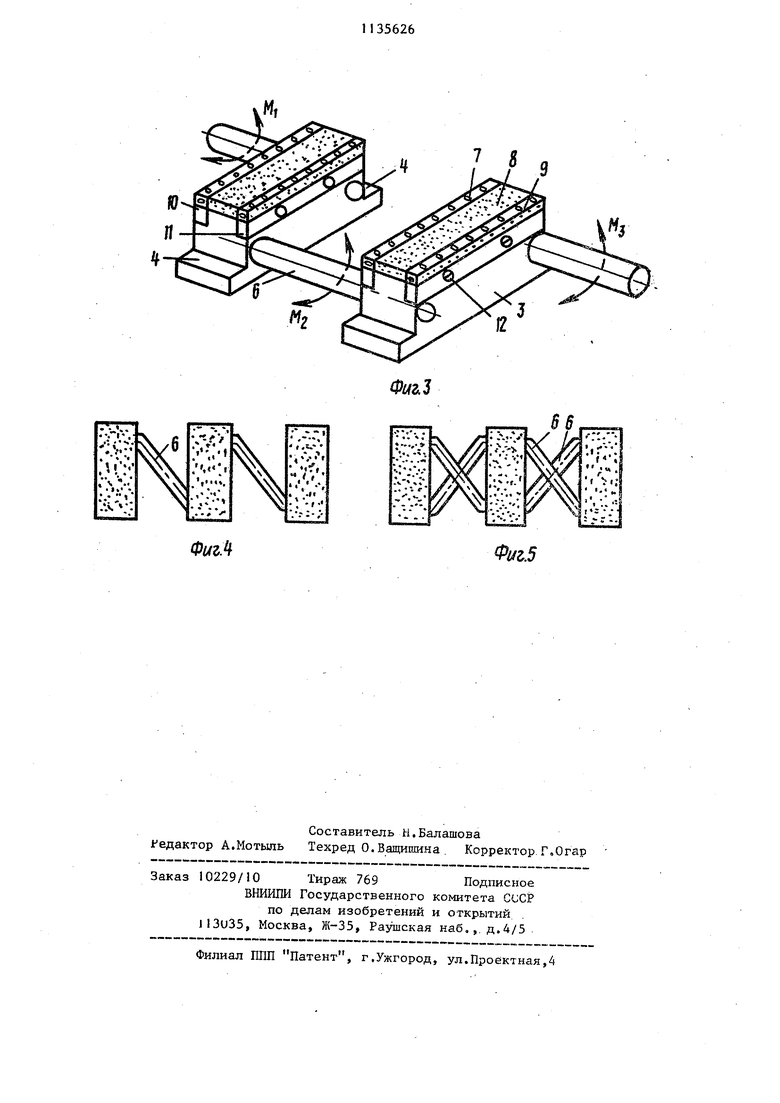
Фиг. 1 Изобретение относится к инструментальному производству и может быть использовано при обработке сфер и криволинейных поверхностей из различных материалов, например из стекла при обработке экранов кин скопов . По основному авт.св. № 781040 известен инструмент для шлифования сферических поверхностей выполненный в .виде корпуса, на котором через эластичные элементы установле ша сегменты, удерживаемые на корпус через опорную втулку, выполненную в виде двух независимых одно от другого колец, калодое из которых снабжено уступами, а на корпусе пре дусмотрены винтовые пазы с входящим в них уступами Q. Недостатками известного инструме та являются повышенный износ алмазных сегментов, особенно по передним граням, что вызвано ударными наrpyзкa и, возникающими вввду прерывистого характера рабочей поверхности инструмента, а также недостаточ ная производительность обработки из-за ограничений в форсировании режимов шлифовки. Цель изобретения - повьшение стойкости инструмента и производительности обработки. Указанная цель достигается тем, что инструмент дополнительно снабжен торсионными стержнями, кото рыми соединены один с другим сегмен ты, причем каждый сегмент соединен с одним из смежных сегментов одним кондом, а с другим сегментом вторым кондом. Кроме того, алмазные сегменты дополнительно снабжены установленны ми с боковых сторон вставками, алмазные зерна которых ориентированы в окружном направлении. На фиг. 1 показан инструмент, разрез} фиг о 2 - то же, вид сверху; на фиг.З - пример соединения мелсду собой режущих сегментов со вставками; на фиг.4 и 5 - варианты применения торсионной связи между сегмен тами. Инструмент состоит из корпуса 1 на котором по окружности установлет ны алмазно-абразивные сегменты 2, опирающиеся своим металлическим корпусом-основанием 3 с уступами 4 на эластичную матрицу 5. Между собо 6 сегменты соединены торсионньЕми стержнями 6, концы которых неподвижно укреплены в теле сегментов. Причем каждая последующая торсионная связь между сегментами по всей окружности инструмента начинается на противоположном конце любого из алмазно-абразивных сегментов. Схемы торсионного соединения могут быть различными, например чередующимися по краям сегментов. В этом случае торсионы расположены перпендикулярно боковым граням сегментов, т.е. вдоль направления вращения инструмента. Торсионы могут быть расположены под- углом к боковым режущим граням сегментов, т.е. под углом к направлению вршдения инструмента (фиг.4). Если необходимо иметь жесткую конструкцию крепления сегментов в инструменте, то предпочтительная схема соединения в виде двойной торсионной связи сегментов один с другим (фиг.5}. Режущий сегмент состоит из металлического корпуса и составного алмазоносного слоя, из трех участков 7-9. Средний участок 8 алмазноабразивного слоя соответствует части сегмента, основанием которого является корпус 3. Крайние участки 7 и 9 принадлежат вставкам Ю и 11, которые крепятся к корпусу 3 винтами 12. Особенностью вставок является то, что их алмазоносные слои 7 и 9 имеют определенное ориентированное расположение зерен. Алмазньге зерна во вставках opиeнтиpo ваны так, что их длинные оси расположены параллельно основанию, т.е. плоскости резания, и дополнительно ориентированы вдоль направления инструмента. На средних участках 8 алмазные зерна имеют произвольное расположение. Однако при необходимости алмазные зерна на этих участках также могут иметь ориентированное расположение, например, перпендикулярное плоскости резания, т.е. отличное на 90° от направления ориентации зерен на участках 7 и 9, На эластичной матрице 5 сегменты 2 удерживаются опорной втулкой, состоящей из двух независимых одно от другого колец 13 и 14. Опорные кольца снабжены уступами 15 и 16, а в корпусе I предусмотрены винто3вые пазы 17, в которые вхоДят усту пы 15 и 16. Инструмент работает следующим образом. При прижиме инструмента к обраб тываемой поверхности .с заданным да лением опорные кольца 13 и 14 за счет направляющих уступов 15 и 16 перемещаются по винтовому пазу, осуществляя натяг шлифующих элемен тов и ограничивая деформацию эластичной матрицы при уменьшении площади контакта со шлифуемой поверхностью. Наличие торсионного соединения между соседними сегментами, например, при выходе их из зоны резания удерживает сегменты за сче выравнивания моментов между ними в напряженном состоянии. Натяг в сис теме уменьшается незначительно, по этому при входе сегментов в зону резания малы ударные нагрузки по их кромкам. Износ передних граней невелик, стойкость алмазного инст румекта повышается. Таким образом, если применять торсионную связь между режущими элементами сборного круга, то, используя главное свойство торсиона выравнивание моментов между параллельными объектами, получается сис тема с уравновешенными моментами М( 2 Ц (фиг.З . При использовании инструмента, имеющего торсионную связь элементами, создаются условия для равномерного воздействия всей поверхности реж-ущих элементов на обрабатываемую поверхность материала. За счет рав номерного прилегания режущего конт 64 ра достигается равномерный съем припуска. Поэтому возможно увеличить усилия прижима и форсировать режимы обработки. Самоуравновешивание моментов в процессе обработки и усилий за счет торсионной связи способствует повышению стойкости инструмента и производительности обработки. Торсионная связь также позволит расширить диапазон размеров сфер, обрабатываемых одним инструментом, т.е. им можно обрабатывать детали, имеющие различные радиусы кривизны (сфер). Повьш1ению износостойкости и производительности обработки предлагаемым инструментом во многом способствует наличие на боковых сторонах алмазных вставок с ориентированными вдоль направления вращения движения) режуEQiMH зернами. Предлагаемый инструмент с зернистостью алмазов АСВ 100/80 на металлической связке по отношению к базовому инструменту позволяет повысить стойкость алмазного инстру1-1ента в 23 раза, что составляет 350-380 ч непрерывной работы. При этом за счет увеличения давления и скорости резания съем стекла экранов кинескопов возрастает на 30-40% и достигает 240 г/мин. Таким образом, применение изобретения при обработке сферических поверхностей способствует повышению производительности их шлифования, величению стойкости инструмента, т.е. росту эффективности процесса.
Фтг.
ФигЛ
%г.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазный инструмент | 1984 |
|
SU1333562A1 |
| ДИСКОВЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2366575C2 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| Алмазный круг для заточки многолезвийных буровых коронок | 1985 |
|
SU1337242A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| ФРЕЗА АЛМАЗНАЯ ТОРЦЕВАЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕРОДНЫХ ИЛИ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2308357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
I. ИНСТРУМЕНТ ДНЯ ШЛИФОВАНИЯ. СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ по авт.св. № 781040, отличающийся тем,что,с целью повышения износостойкости инструмента и производительности обработки, инструмент снабжен торсионными стержнями, которыми соединены один с другим алмазные сегменты, причем каждый сегмент соединен с одним из смежных сегментов одним концом, а с другим сегментом - вторым концом. 2. Инструмент по п.1, о т л и чающийся тем, что алмазные сегменты дополнительно снабжены установленными с боковых сторон вставками, алмазные зерна которых ориентированы в окружном направлении.
