1
Изобретение относится к инструментальному производству и касается конструкций алмазного инструмента, который может быть использован пр заточке многолезвийных перфораторны коронок на горнорудных предприятиях страны.
Цель изобретения - повышение стокости круга, производительности заточки и качества обработанных изделий при одновременном шлифовании материалов с различными физико-механическими свойствами за счет динамической стабилизации геометрических параметров профиля круга.
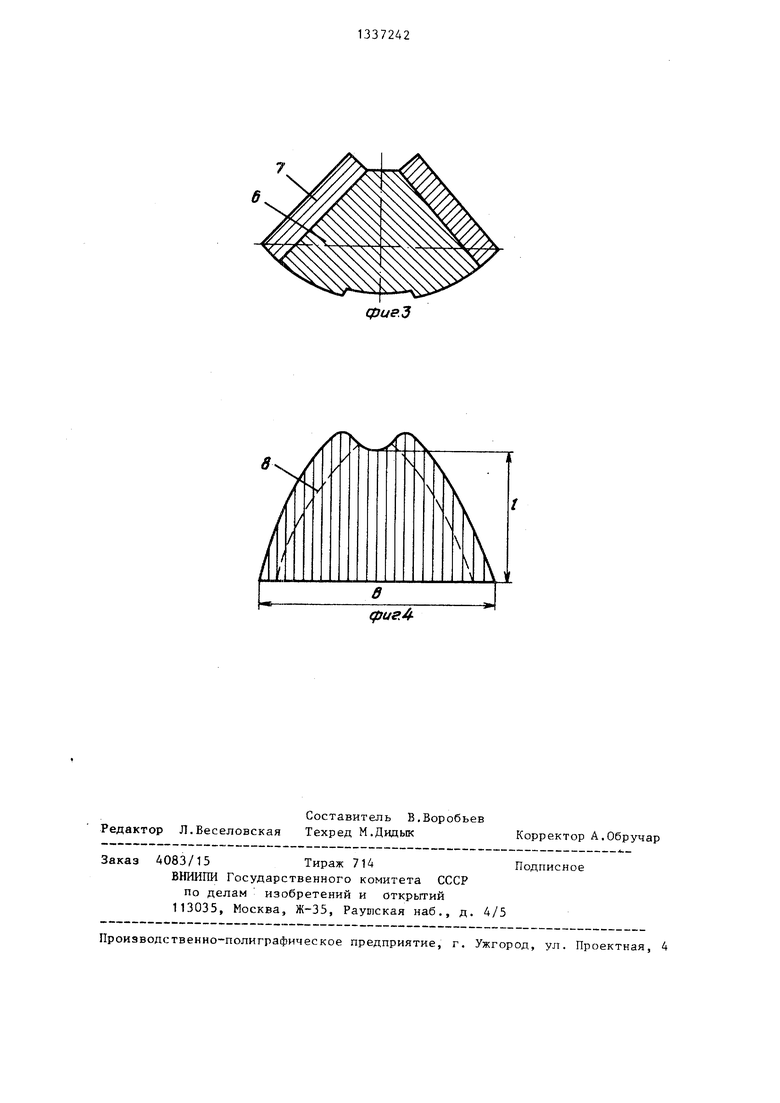
На фиг. 1 представлен круг, сечение; на фиг. 2 - то же, вид сверху; на фиг. 3 - развернутый контур смежных граней затачиваемой коронки; на фиг. А - диаграмма изменения пути резания круга при заточке коронки.
Круг состоит из корпуса 1, алмазоносного слоя 2 на металлическом связующем, цилиндрической винтовой пружины 3, расположенной концентрич но алмазоносному слою. Пружина 3 вписана между вершиной 4 корпуса крга и алмазоносным слоем 2. На пружину 3 гальваническим путем нанесены алмазы 5 большей прочности, чем в основном алмазоносном слое.
Круг работает следующим образом.
Кругу сообщают вращательное движение, а обрабатываемому изделию - подачу на круг. Инструмент рабочим профилем сошлифовывает на издели V-образную канавку, соответствующую профилю круга. При этом его вершина усиленная цилиндрической винтовой пружиной 3, несет основную нагрузку по разрущению обрабатываемого материала. В этом случае основную роль в формообразовании профиля на обрабатываемом изделии выполняют алмаз основной фракции, содержащейся в круге.
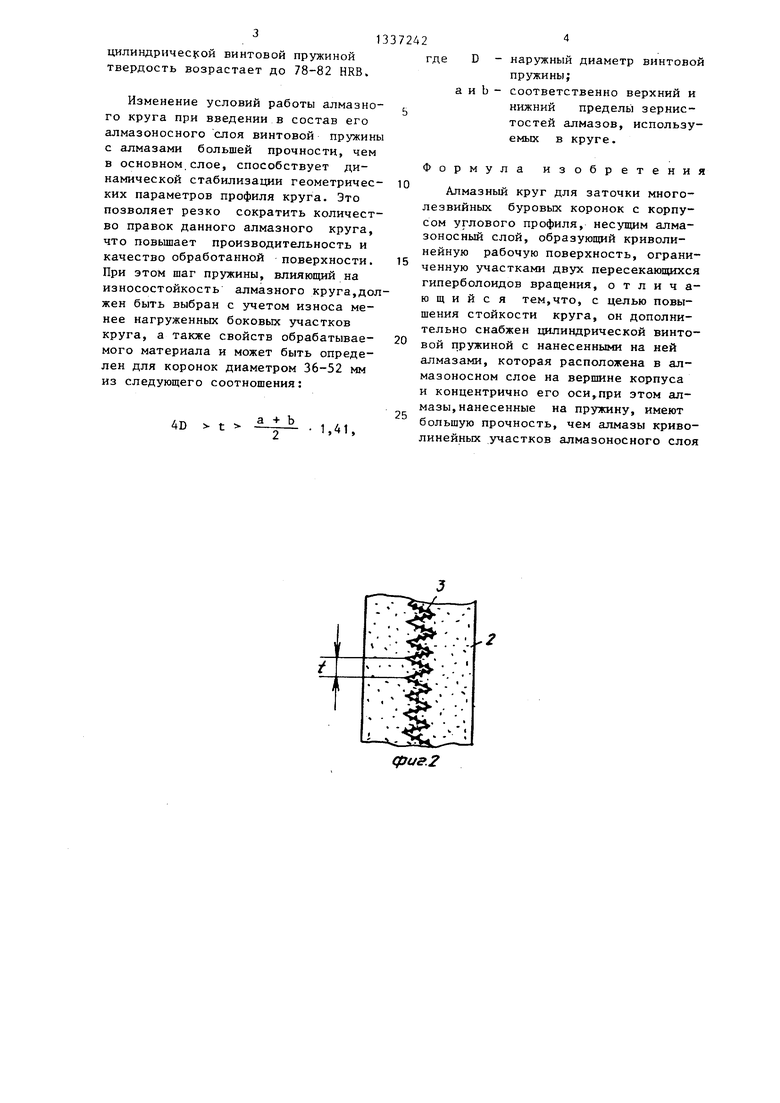
При обработке многолезвийных; перфораторных коронок характер работы круга изменяется, что связано с изменением физико-механических свойс обрабатываемых материалов и их распределением по ширине алмазоносного слоя круга. Как видно из фиг. 3 и 4 вершина круга контактирует только с сталью 6 корпуса коронки на ширине 5 мм, далее - со сталью и твердым сплавом 7 (пунктирная линия 8 показывает их разграничение),а края
5
0
5
0
круга контактируют только с твердым сплавом 7. Поскольку корпуса коронок изготавливаются из сталей марок 18Х2Н4МА, 38ХНЗМФА или 20Х2НАА, то совместная обработка твердого сплава со сталью и особенно стали существенно усложняется вследствие физико-химического взаимодействия алмаза с легирующими элементами.Оно сопровождается повышенным износом круга вследствие интенсивной диффузии и графитизации алмаза. При этом железо; никель, кобальт выступают как катализаторы процесса графитизации, а хром способствует диффундированию углерода из алмаза с образованием карбидов системы хром - углерод.
При шлифовании стали с твердым сплавом влияние диффузии и графитизации на износ алмазоносного слоя может быть сведено к минимуму путем придания направления вращения алмазного круга от стали к твердому сплаву. Последний в этом случае выполняет роль скребка, счищающего налипшие частицы металла с поверхности зерен и связки,что повьщ1ает производительность обработки и качество шлифованной поверхности.При шлифовании стали вершина круга начинает постепенно изнашиваться до обнажения наружных слоев цилиндричесg кой винтовой пружины. В результате в работу вступают алмазные зерна, нанесенные на ее поверхности гальваническим путем прочность которых превышает прочность зерен в основном
0 алмазном слое. Это значительно замедляет процессы диффузии и графитизации алмазов.Последнему также способствует изменение режима резания за счет расположения высокопрочных зерен
5 по спирали пружины (см. фиг. 2),что обеспечивает более благоприятные условия эксплуатации алмазного инструмента. Введение пружины в алмазоносный слой круга способствует также его упрочнению за счет адгезионного взаимодействия металла с компонентами связующего материала алмазоносного слоя. В результате этого твердость связки у вершины круга оказывается выще, чем в остальном алмазоносном слое. Например, для кругов на связке М04 с основной Си - А1 - Zn твер дость алмазоносного слоя составляет 70-75 HRB. У аналогичных кругов с
0
5
цилиндричес сой винтовой пружиной твердость возрастает до 78-82 HRB.
Изменение условий работы алмазного круга при введении в состав его алмазоносного слоя винтовой пружины с алмазами большей прочности, чем в основном.слое, способствует динамической стабилизации геометрических параметров профиля круга. Это позволяет резко сократить количество правок данного алмазного круга, что повышает производительность и качество обработанной поверхности. При этом шаг пружины, влияющий на износостойкость алмазного круга,должен быть выбран с учетом износа менее нагруженных боковых участков круга, а также свойств обрабатываемого материала и может быть определен для коронок диаметром 36-52 мм из следующего соотношения:
4D t
1,1.
0
5
0
5
где D - наружный диаметр винтовой
пружины;
а и Ь - соответственно верхний и нижний пределы зернис- тостей алмазов, используемых Б круге.
Формула изобретения
Алмазный круг для заточки многолезвийных буровых коронок с корпусом углового профиля, несущим алмазоносный слой, образующий криволинейную рабочую поверхность, ограниченную участками двух пересекающихся гиперболоидов вращения, отличающийся тем,что, с целью повышения стойкости круга, он дополнительно снабжен цилиндрической винтовой пружиной с нанесенными на ней алмазами, которая расположена в алмазоносном слое на вершине корпуса и концентрично его оси,при этом алмазы, нанесенные на пружину, имеют большую прочность, чем алмазы криволинейных участков алмазоносного слоя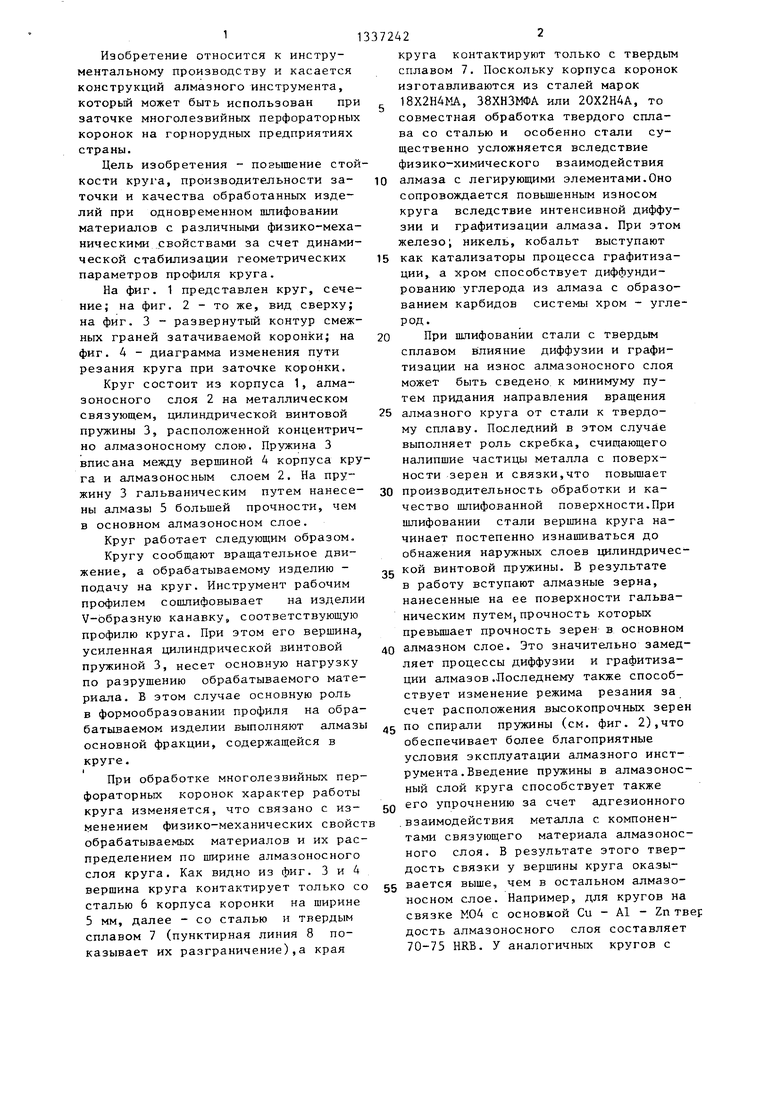
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 1991 |
|
RU2008188C1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА АЛМАЗЫ | 1994 |
|
RU2090648C1 |
| Способ удаления алмазоносного слоя с корпуса инструмента | 1987 |
|
SU1505725A1 |
| АБРАЗИВНЫЙ ФАСОННЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2049657C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ заточки многолезвийных буровых коронок и устройство для его осуществления | 1986 |
|
SU1355459A1 |
| Масса для изготовления алмазного инструмента | 1988 |
|
SU1627390A1 |
| Алмазный отрезной круг | 1990 |
|
SU1776550A1 |
| Масса для изготовления абразивного инструмента на металлической связке | 1983 |
|
SU1077769A2 |
Изобретение относится к области изготовления абразивного инструмента, используемого для заточки многолезвийного бурового инструмента.Цель изобретения - повысить стойкость инструмента. На корпусе 1 углового профиля размещен алмазоносный слой 2, криволинейная рабочая поверхность которого ограничена участками двух пересекающихся гиперболоидов вращения. На вершине профиля корпуса 1 установлена цилиндрическая пружина 3 с алмазами., армирующая алмазоносньй слой. , закрепленные на пружине 3, обладают большей прочностью,чем алмазы криволинейных участков алмазоносного слоя 2. Введение пружины 3 в алмазоносный слой 2 круга способствует его упрочнению за счет адгезионного взаимодействия металла с компонентами связующего материала алмазоносного слоя 2. 4 ил. (Л
фи&.2
Составитель В.Воробьев Редактор Л.Беселовская Техред М.Дидьпс
Заказ А083/15Тираж 714Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раупюкая наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фие.д
еригЛ
Корректор А.Обручар
| Цветная металлургия, 1983, № 12, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
