-1
Изобретение относится к проиэводству алмазного инструмента.
Цель изобретения - повышение режу .щей способности инструмента.
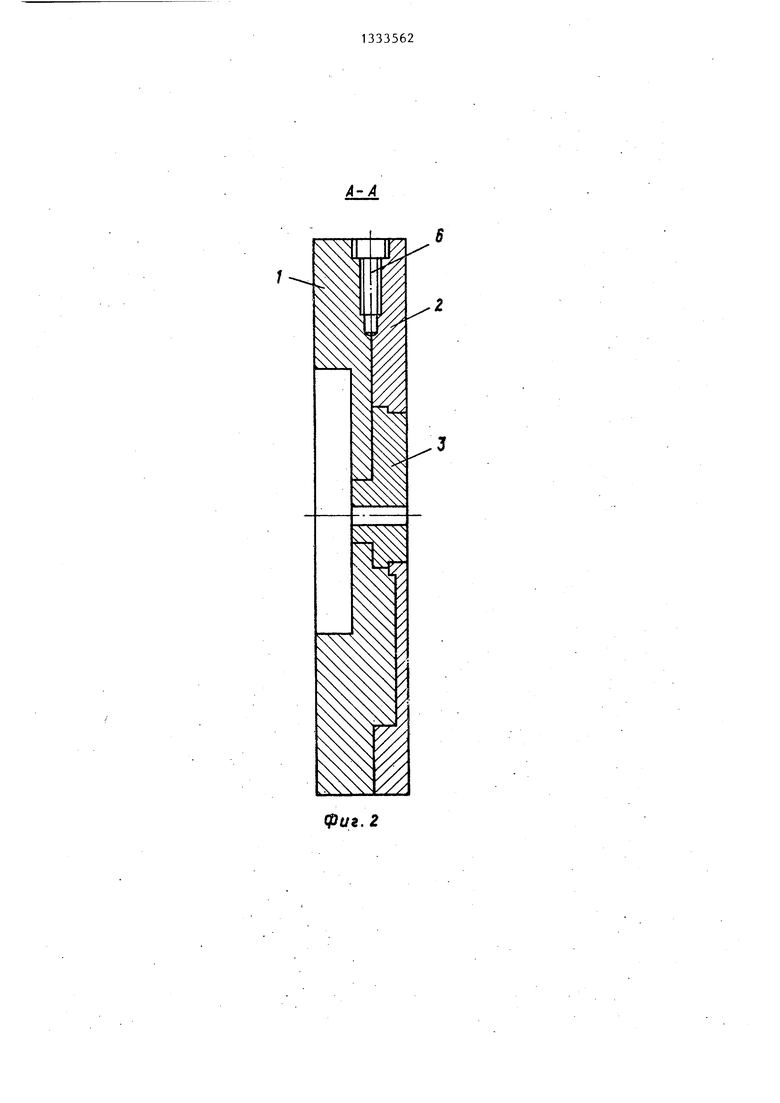
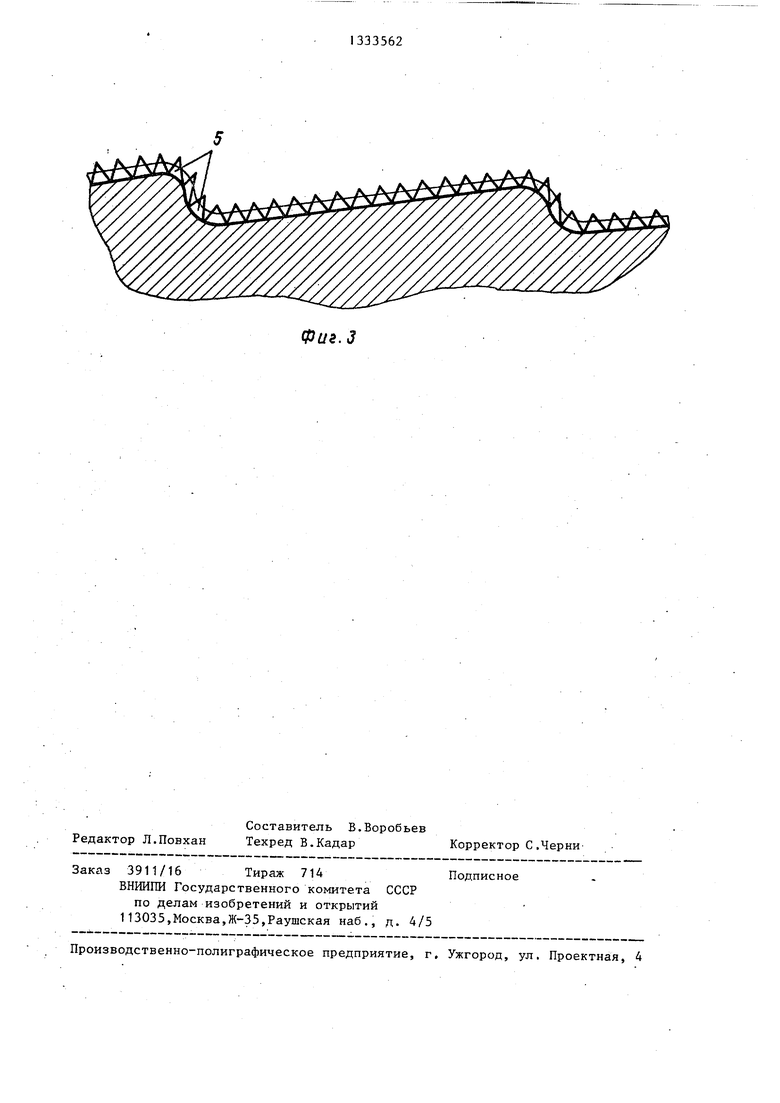
На фиг. 1 показан инструмент,вид с торца;на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - режущая кромка,, поперечное сечение.
Инструмент состоит из корпуса I, рабочая поверхность торцовой части которого составлена из сопрягаемых сегментных вставок 2 и центральной части 3, Режущие кромки 4 инструмента расположены конце нтрическими дугами с шагом 3-5 мм и с криволинейным профилем в поперечном сечении. Алмазные зерна 5 закреплены гальваническим никелем. Вставки 2 соединены между собой и закреплены винтами 6. Центральная часть 3 установлена в корпусе 1 по скользящей посадке и зафиксирована .вставками 2. Выпуклости концентрических дуг режущих кромок 4 ориентированы от периферии круга.
Глубина профиля в 2-2,5 раза больше среднего размера алмазного зерна. В процессе эксплуатации инструмент вращают в сторону ориентирования выпуклостей концентрических окружностей.
Выполнение режущих кромок в поперечном .сечении криволинейной формы создает благоприятные условия для Отвода продуктов резания из зоны обработки и исключает засаливание инструмента. Глубина профиля, равная 2-2,5 среднего размера алмазного зерна, определена экспериментальным путем и является оптимальной при образовании режущих кромок по мере износа алмазн ых зерен. При этом умен .шение глубины профиля ухудшает условия отвода продуктов резания из зоны обработки, а увеличение - приводит к непроизводительному расходу алмазных зерен, так как большинство зерен не участвует в процессе резания. Шаг кромок в пределах 3-5 мм определяется в зависимости от фракции алмазных зерен и глубины паза.
Инструмент устанавливают на щпинделе станка и приводят во-вращение. Обрабатываемое изделие вводят в контакт с рабочей поверхностью корпуса 1. При этом алмазные зерна 5 режущей кромки вступают в работу
335622
по касательной к кривой окружности, соответствующей радиусу дуги режущей кромки, снимая микростружку линией,
что дает возможность распределить усилия резания с постепенным увеличением нагрузки на каждое зерно и следовательно повысит производительность обработки.
10 Образующийся в процессе резания шлам-перемещается во впадину профиля и удаляется из зоны обработки,что исключает возможность засаливания режущей кромки продуктами резания,
15 В процессе резания По мере износа алмазных зерен образуются новые режущие кромки,что становится возможным благодаря расположению алмазных зерен в пазу со смещением по высоте
20 относительно друг друга. При этом выполнение профиля глубиной 2-2,5 среднего размера алмазного зерна обеспечивает максимально возможное их использование с образованием ре25 жущих кромок вплоть до металлической подложки,что значительно увеличивает срок службы инструмента с одновременным сохранением достаточно высокой производительности.
30
По достижении максимального износа рабочей поверхности вставок 2 и 3 они заменяются на новые,для чего отворачиваются винты 6, извлекается часть 3, а зате м вставки 2. Сборка инструмента производится в обратной последовательности.Возможность замены изношенных вставок также удлиняет срок службы инстру40 мента.
Формула изобретения
.Алмазный инструмент, выполненный 4g в виде корпуса с установленными на нем алмазоносными вставками с режущими кромками, отличающи й- с я тем,что,с целью повышения режущей способности инструмента, gQ вставки выполнены в виде сопрягаемых сегментов, режущие кромки которых расположены концентрическими дугами, выпуклости которых ориентированы от периферии круга,при этом
режущие кромки в поперечном сече- зЬ„ „ ,
НИИ имеют криволинейный профиль,
глубина которого в 2-2,5 раза больше среднего размера алмазного зерна.
35
фиг. 2
Фиг.З
Редактор Л.Повхан
Составитель В.Воробьев Техред В.Кадар
Заказ 3911/16 Тираж 714
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035,Москва,Ж-35,Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Корректор С,Черни- Подписное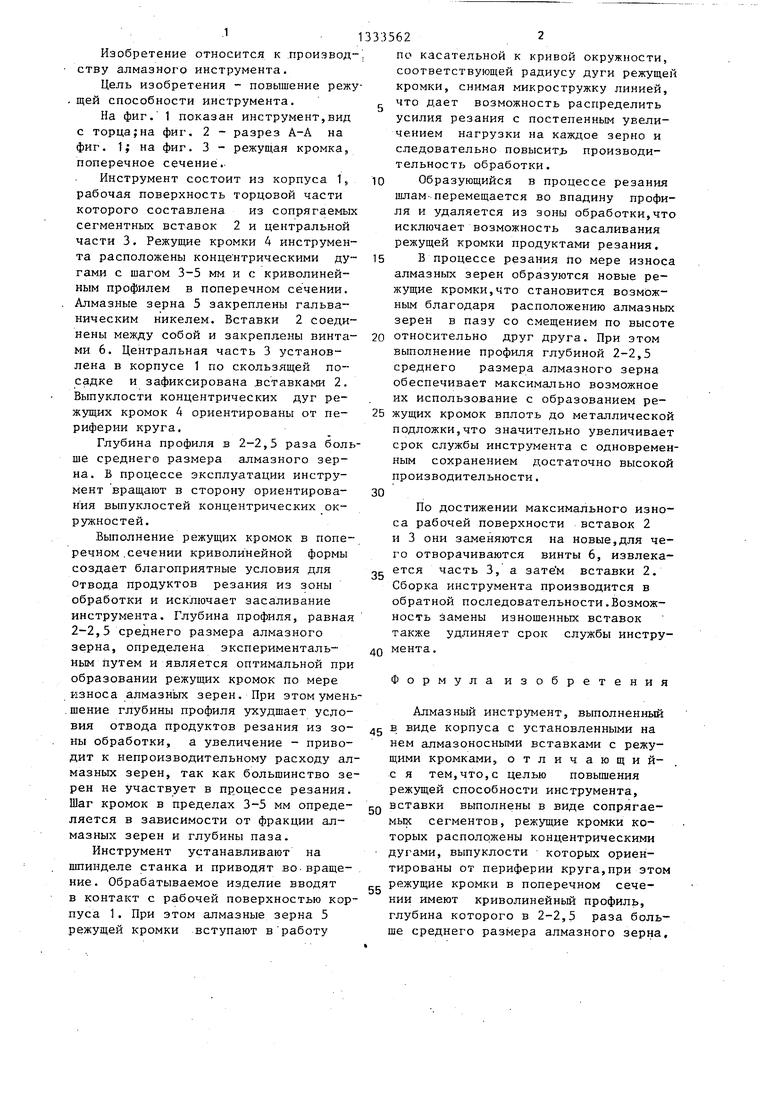
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА АЛМАЗНАЯ ТОРЦЕВАЯ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕРОДНЫХ ИЛИ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2308357C1 |
| Инструмент для шлифования сферических поверхностей | 1983 |
|
SU1135626A2 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2076207C1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| Инструмент для снятия фаски | 2019 |
|
RU2765009C1 |
Изобретение относится к инструментальному производству, в частности к конструкциям сборных абразивно-алмазных инструментов преимущественно на гальванической связке, предназначенных для обработки неметаллических хрупких материалов.Целью изобретения является увеличение срока службы инструмента и повьшение производительности.Алмазный инструмент содержит корпус с закрепленными связкой алмазными зернами на его ра- бочей поверхности. Рабочая поверхность составлена из отдельных прикрепленных к торцу корпуса сменных сегментных вставок,при этом режущие кромки 4 образованы на каждой вставке. Они выполнены в форме дуг концентричных окружностей, ориентированных выпуклостью в сторону вращения инструмента, и имеют криволинейное поперечное сечение с глубиной, равной 2-2,5 среднего размера алмазного зерна. Зил. i (Л /V iOO 00 w ел о: 
| Альбом конструкций инструмента из синтетических алмазов | |||
| Выл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
