ZXV5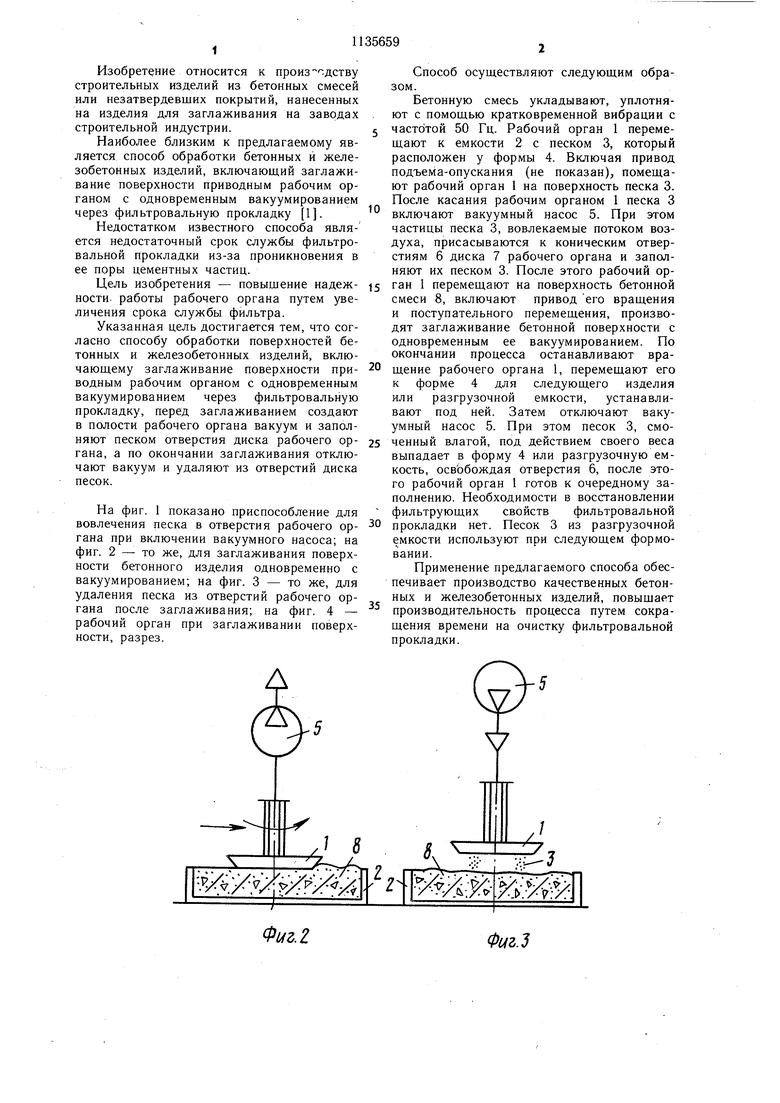
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заглаживания бетонных поверхностей | 1983 |
|
SU1114557A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1252173A1 |
| УСТРОЙСТВО ДЛЯ ЗАГЛАЖИВАНИЯ БЕТОННЫХ ПОВЕРХНОСТЕЙ | 1996 |
|
RU2127662C1 |
| Способ изготовления бетонных и железобетонных изделий | 1978 |
|
SU706380A1 |
| СПОСОБ БЕТОНИРОВАНИЯ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ПЕРЕКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2233405C1 |
| Устройство для заглаживания бетонных поверхностей | 1981 |
|
SU996205A1 |
| Установка для отделки бетонных поверхностей изделий | 1980 |
|
SU906705A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1419897A1 |
| ВАКУУМИРУЮЩИЙ ВАЛКОВЫЙ РАБОЧИЙ ОРГАН | 2005 |
|
RU2286250C1 |
| УСТРОЙСТВО ДЛЯ ЗАГЛАЖИВАНИЯ БЕТОННЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204670C1 |
СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, включающий заглаживание поверхности приводным рабочим органом с одновременным вакуумированием через фильтровальную прокладку, отличающийся тем, что, с целью повышения надежности работы рабочего органа путем увеличения срока службы фильтра, перед заглаживанием создают в полости рабочего органа вакуум и заполняют песком отверстия диска рабочего органа, а по окончании заглаживания отключают вакуум и удаляют из отверстий диска песок.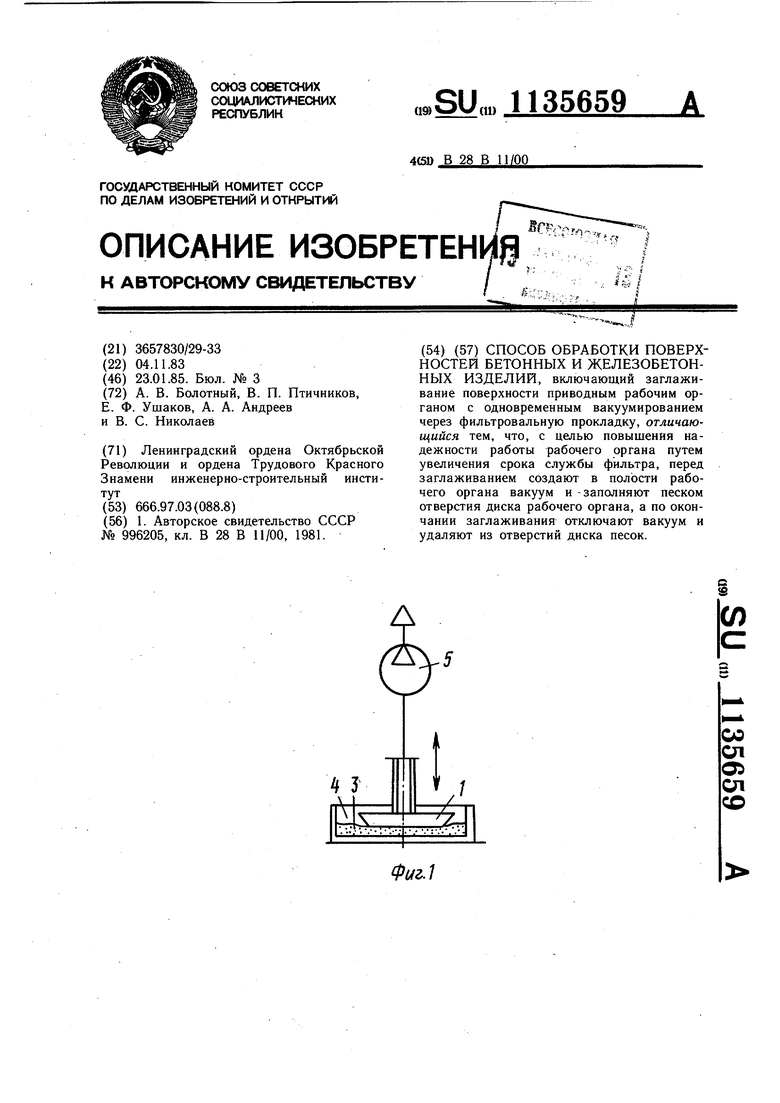
Ч 3
I
со
СП
О)
ел
/
со
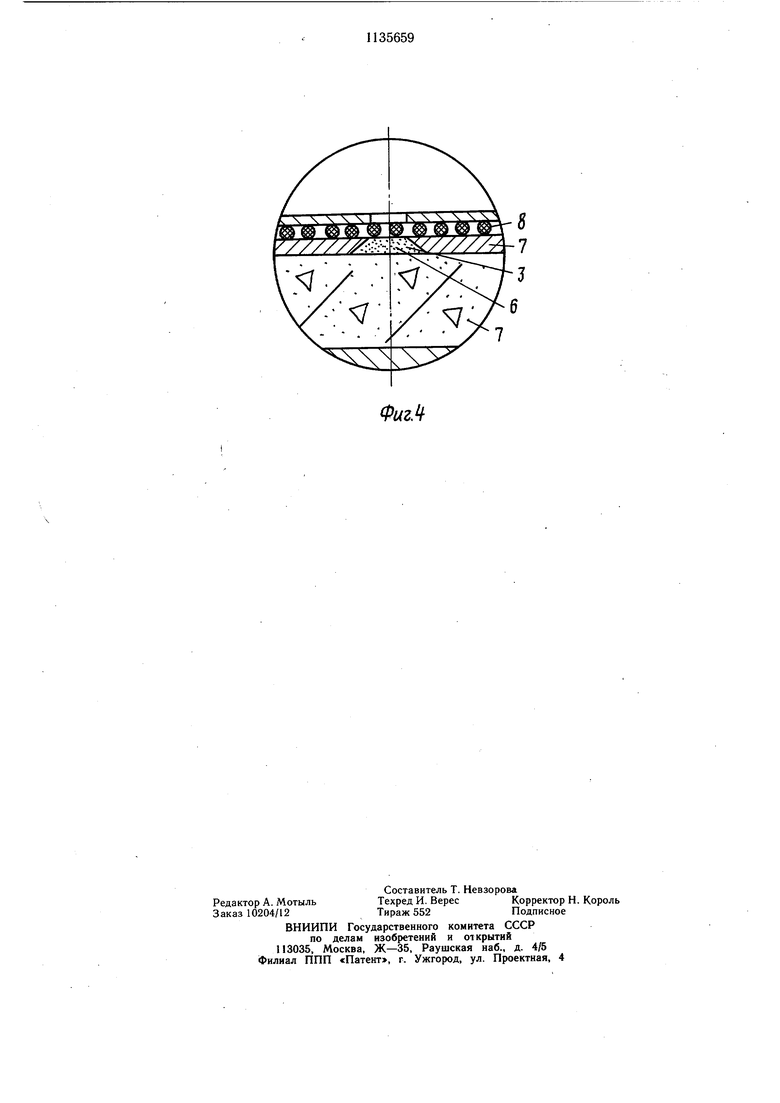
Фиг.1 Изобретение относится к произ детву строительных изделий из бетонных смесей или незатвердевших покрытий, нанесенных на изделия для заглаживания на заводах строительной индустрии. Наиболее близким к предлагаемому является способ обработки бетонных и железобетонных изделий, включающий заглаживание поверхности приводным рабочим органом с одновременным вакуумированием через фильтровальную прокладку 1. Недостатком известного способа является недостаточный срок службы фильтровальной прокладки из-за проникновения в ее поры цементных частиц Цель изобретения - повышение надежности. работы рабочего органа путем увеличения срока службы фильтра. Указанная цель достигается тем, что согласно способу обработки поверхностей бетонных и железобетонных изделий, включающему заглаживание поверхности приводным рабочим органом с одновременным вакуумированием через фильтровальную прокладку, перед заглаживанием создают в полости рабочего органа вакуум и заполняют песком отверстия диска рабочего органа, а по окончании заглаживания отключают вакуум и удаляют из отверстий диска песок. На фиг. 1 показано приспособление для вовлечения песка в отверстия рабочего органа при включении вакуумного насоса; на фиг. 2 - то же, для заглаживания поверхности бетонного изделия одновременно с вакуумированием; на фиг. 3 - то же, для удаления песка из отверстий рабочего органа после заглаживания; на фиг. 4 - рабочий орган при заглаживании поверхности, разрез. Способ осуществляют следующим обраБетонную смесь укладывают, уплотняют с помощью кратковременной вибрации с частотой 50 Гц. Рабочий орган 1 перемещают к емкости 2 с песком 3, который расположен у формы 4. Включая привод подъема-опускания (не показан), помещают рабочий орган 1 на поверхность песка 3. После касания рабочим органом 1 песка 3 включают вакуумный насос 5. При этом частицы песка 3, вовлекаемые потоком воздуха, присасываются к коническим отверстиям б диска 7 рабочего органа и заполняют их песком 3. После этого рабочий оргаи 1 перемещают на поверхность бетонной смеси 8, включают привод его вращения и поступательного перемещения, производят заглаживание бетонной поверхности с одновременным ее вакуумированием. По окончании процесса останавливают вращение рабочего органа 1, перемещают его к форме 4 для следующего изделия или разгрузочной емкости, устанавливают под ней. Затем отключают вакуумный насос 5. При этом песок 3, смоченный влагой, под действием своего веса выпадает в форму 4 или разгрузочную емкость, освобождая отверстия 6, после этого рабочий орган 1 готов к очередному заполнению. Необходимости в восстановлении фильтрующих свойств фильтровальной прокладки нет. Песок 3 из разгрузочной емкости используют при следующем формовании. Применение предлагаемого способа обеспечивает производство качественных бетонных и железобетонных изделий, повышает производительность процесса путем сокращения времени на очистку фильтровальной прокладки.
Фиг. г
Фцг.
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для заглаживания бетонных поверхностей | 1981 |
|
SU996205A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
