со
00
со
kl
Изобретение относится к производ- ,ству бетонных и железобетонных изде- :лий и может быть использовано при из готовлении изделий с повышенными требо ваниями к качеству лицевой поверхности, плотности и прочности бетона, в особенности облицовочных плит.
Целью изобретения является повьше- ;ние прочности бетона при снижении ю ;энергозатрат о
Сущность способа заключается в I следующем.
j Вначале приготавливают сухую бе- тонную смесь. Для этого молотый порт- 15 ландцементный клинкер или молотый портландцементный клинкер с тонкомоло- тым инертным либо активным наполните- I лем перемешивают с мелким и крупнь м 1 заполнителем в заданном соотношении. 20 I Затем смесь помещают в герметичную I форму, в которой пе рембщается поршень I с герметизирующей полость формы I прокладкой. Верхняя часть поршня обра- ; зует матрицу, которая может быть обра- 5 ботана любым способом, включая рельеф- : ные рисунки, отшлифовйна до заданной : Степени чистоты, покрыта материалами, : снижающими сцепление готового изделия с матрицей. Противоположная часть фор-ЗО мы, образующая тыльную сторону изделия, перфорирована, и через нее осуществляют вакуумирование сухой бетонной смег- си и нacыp eниe водой,
Рыхлонасыпанную сухую бетонную смесь вакуумируют при давлении 1-50 Па в/течение 1-10 мин. Время вакуумирова- ния определяют в зависимости от удель- ной поверхности и количества вяжущего, глубины-вакуума и толщины слоя сухой Q бетонной смеси.
При продолжающемся вакуумировании сухую бетонную смесь уплотняют. Параметры уплотнения изменяют в зависимости от характеристики сухой бетон- . ной смеси.
Если сухая бетонная смесь представляет собой механическую смесь вяжущего, мелкого и крупного заполнителя (содержание вяжущего составляет 8- 25% от массы сухой бетонной смеси), сухую бетонную смесь уплотняют вибрированием с пригрузом 0,001-0,1 МПа либо вибрированием с последующим прессованием при давлении 0,1-5,0 МПа.
Если сухая бетонная смесь представляет собой механическую смесь вяжущего и мелкого заполнителя (содержание вяжущего составляет 8-50% от
35
5 0 5 О
Q
5
массы сухой бетонной смеси), сухую, бетонную смесь уплотняют вибрированием с пригрузом О,001-0jl МПа либо вибрированием с последующим прессованием при давлении 0,1-20,0 МПа.
Если сухая смесь представляет бой механическую смесь вяжущего с мелким заполнителем (содержание вяжущего составляет 50-100% от массы сухой бетонной смеси), или смесь вяжущего с тонкомолотым наполнителем, или только вяжущее (100%), сухую бетонную смесь уплотняют вибрированием с при- грузом 0,001-0,1 МПа, либо вибрированием с последующим прессованием при давлении 5-100 МПа, либо только прессованием при давлении 5-100 МПа. Прессование смеси либо осуществление при- груза достигают перемещением поршня внутри герметичной формы относительно неподвижной перфорированной части. Возможно и перемещение перфорированной части относительно неподвижного поршня, а также взаимное перемещение поршня и перфорированной части.
По окончании уплотнения и вакууми- рования сухую бетонную смесь фиксируют посредством сохранения величины при- грузапри вибрировании либо заданного прессующего давления. Затем в герме- тичньй объем уплотненной сухой бетонной смеси подают воду при температуре ее естественного хранения. Воду перед подачей в форму в отдельной емкости подвергают предварительной вакуумной деаэрации при давлении 0,01-0,0006 МПа.
Сухую бетонную смесь насыщают водой как при атмосферном давлении, так и при избыточном давлении 0,1- 5,0 МПа в течение 0,5-20,0 мин. Время насыщения определяют в зависимости от плотности упаковки и толгщны слоя сухой бетонной смеси, а также величины давления воды. Затем образцы извлекают из формы.
Твердение распалубленных изделий осуществляют во влажных условиях или в воде при температуре естественного хранения, а также i-р сухих условиях на воздухе. Кроме того, могут быть применены любые другие способы отверждения (пропаривание, автоклавирова- ние, твердение в горячей воде, злект г)опрогрев и ТоД.).
Пример. Изготавливают бетонные образцы размером см из бетона с расходом цемента 1000 кг.
сохранении прессующего давления 10 Ша в камеру при атмосферном давлении по-- дают воду, которую перед использованием подвергают деаэрации в течение 5 мин вакуумированием под давлением 0,001 МПа, По окончании насыщения cjrxoft бетонной смеси образцы извлекают из формы. Часть образцов хранят в нормально-влажностных условияхо Другую часть образцов после вьодержки в течение 1 ч в естественных условиях цеха помещают в отдельную емкость с горячей водой (80°С), где
to
песка 1370 кг на 1 м уплотненного бетона. Активность цемента, представляющего собой размолотый до дисперсности 3100 см /г портландцементный клинкер, составляет 47 МПа. Температура компонентов бетонной смеси и воды составляет IR C.
Образцы изготавлив.ают следующим образомо
Размолотый до дисперсности 3100 CM.Vr портландцементньй клинкер перемешивают с сухим песком, приготовленную сухую бетонную смесь укладывают в форму, боковые грани которой 5 они твердеют в течение 6 ч. герметичны. В нижней части формы рас- Параметры изготовления и свойст- положен поршень, имеющий герметичную ва бетона приведены в таблице, прокладку, скользящую по боковым граням. Поверхность поршня (матрица)
тщательно отшлифована. На форму укла-20 Формула изобретения дывают камеру, нижйяя часть которойj
контактирующая с бетонной смесью, . Способ изготовления бетонных и же- перфорирована. Перфорация необходима лезобетонных изделий путем перемедля вакуумирования сухой бетонной шивания вяжущего и заполнителей, ук- смеси и последующей подачи воды. Рых- 25 ладки в форму и вакуумирования в те- лонасыпанную сухую бетонную смесь ва- чение 1-10 мин, уплотнения при ва- куумируют при давлении 25 МПа в те- куумировании, насыщения деаэрирован- чение 5 мин. Затем при продолжающем- ной водой с последующей распалубкой ся вакуумировании сухую бетонную и твердением, отличающий- смесь вибрируют при стандартных пара- Q с я тем, что, с целью повьшения метрах (частота 50 Гц, амплитуда прочности бетона при снижении энерго- 0,5 мм) и пригрузе 0,05 МПа, воздейст- затрат, с заполнителем перемешивают , вуя на перемещающийся поршень, в те- тонкомолотый портландцементный клин- ченйе 0,5 мин и прессуют при давлении кер, а вакуумирование смеси осущест- 10 МПй. Отключают вакууг -насос и при вляют при давлении 1-50 Па.
19897
сохранении прессующего давления 10 Ша в камеру при атмосферном давлении по-- дают воду, которую перед использованием подвергают деаэрации в течение 5 мин вакуумированием под давлением 0,001 МПа, По окончании насыщения cjrxoft бетонной смеси образцы извлекают из формы. Часть образцов хранят в нормально-влажностных условияхо Другую часть образцов после вьодержки в течение 1 ч в естественных условиях цеха помещают в отдельную емкость с горячей водой (80°С), где
to
5 они твердеют в течение 6 ч. Параметры изготовления и свойст- ва бетона приведены в таблице, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бетонных и железобетонных изделий | 1986 |
|
SU1491719A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1252173A1 |
| Способ изготовления керамзитобетонных изделий | 1985 |
|
SU1339021A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В СУРОВЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ | 1993 |
|
RU2121917C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1993 |
|
RU2071456C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОГО БЕТОНА, СПОСОБ ПРИГОТОВЛЕНИЯ СОСТАВА ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕГКОГО БЕТОНА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОГО БЕТОНА (ВАРИАНТЫ) | 2012 |
|
RU2553685C2 |
| МОНОИМПУЛЬСНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2080989C1 |
| Способ изготовления пористых гипсовых изделий | 1990 |
|
SU1774935A3 |
| Способ приготовления жесткой бетонной смеси | 1990 |
|
SU1763429A1 |
| Способ изготовления бетонных изделий | 1986 |
|
SU1519878A1 |
Изобретение относится к произ- водству бетонных и железобетонных изделий и может быть использовано при изготовлении изделий с повышенны ми т{)ебованиями к качеству лицевой поверхности, плотности и прочности бетона, в особенности облицовочных плит. Целью изобретения является повышение прочности бетона при снижении энергозатрат. В процессе изготовления бетонных и железобетонных изделий заполнители перемешивают с тонко- молотым портландцементным клинкером, укладывают полученную смесь в форму и вакуумируют при давлении 1-50 Па в течение 1-10 мин, затем уплотняют при вакууушровании и насьпцают деаэрированной водой, после чего производят распалубку и осуществляют твердение изделий. Прочность изделий достигает 79-91 Ша. 1 табл. (Л
83
-
1,3
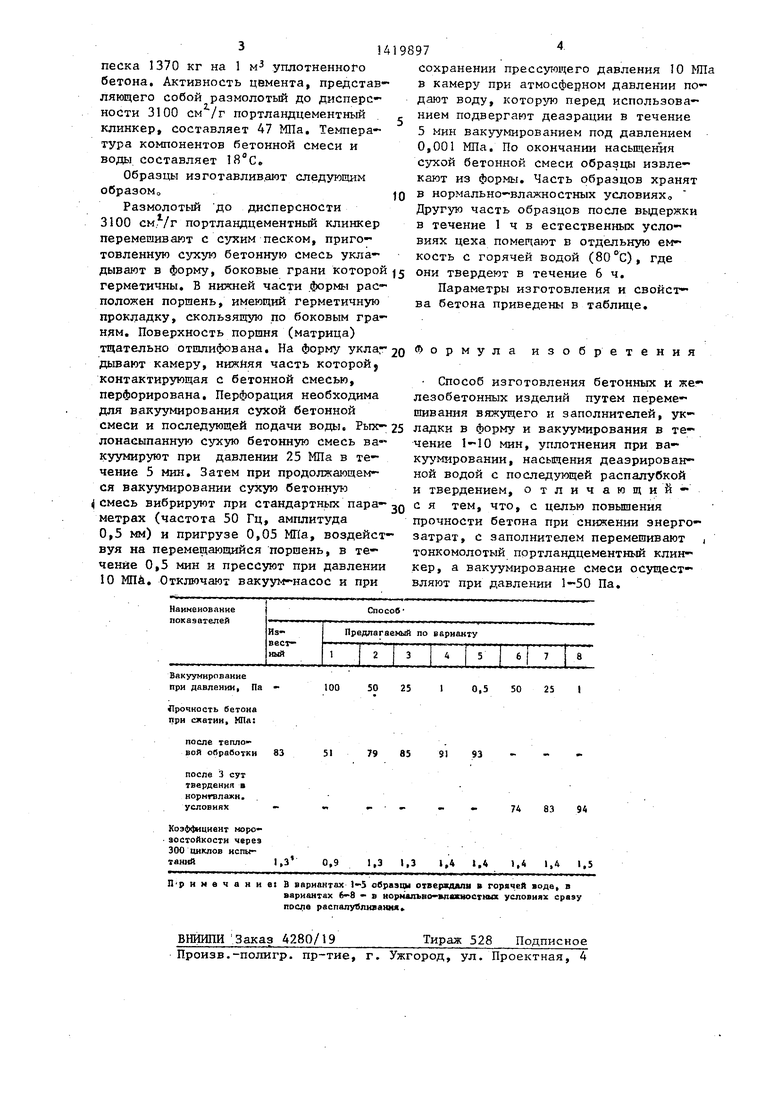
100 50 25 I 0,5 50 25 I
31 79 85 91 93
7А 83 94
0.9 1,3 1,3 1,4 1,4 1,4 1,А 1,5
П Р имечанив В вариантах 1«-5 образцы отвервддлв в горячей воде, в
вариантах - в иорнальво лажяосткых условиях сраэу после распалубливання,
ВНИИПИ Заказ 4280/19
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
7А 83 94
Тираж 528 Подписное
| Авторское свидетельство СССР } 1992186 кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления бетонных и железобетонных изделий | 1985 |
|
SU1252173A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
