э
Л
X
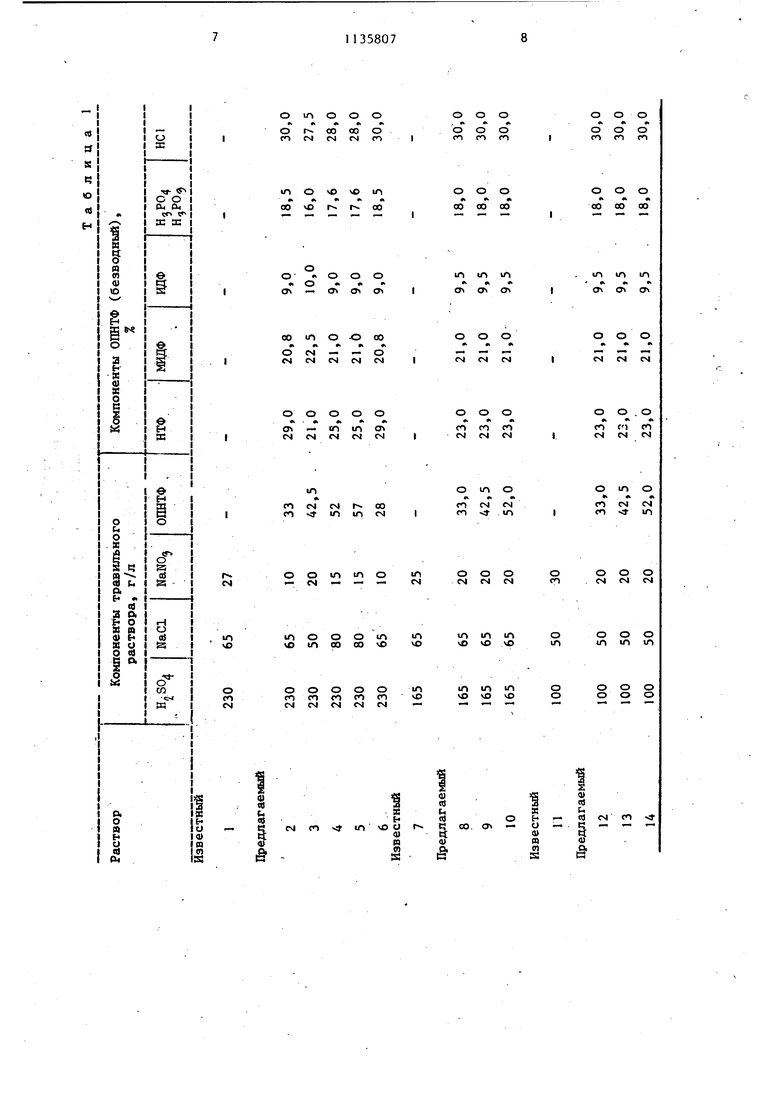
э ч Изобретение относится к травлени черных металлов, в частности к химической очистке поверхности металла от ок;алины, и может быть использовано в металлургической и машиностроительной промышленности. Известен раствор для удаления окалины с поверхности углеродистой стали, содержащий неорганические ки лоты (HjSO и НС1), который для сни женин подтравливания металла содержит в качестве ингибитора кубовые остатки 1-4-бутаидиола, состава,г/л:: НС1 5-7; 160-200; кубовьй остаток 5-10 ij. Недостатком этого раствора является то, что окалина прецизионных сплавов и сталей в известном раство ре не стравливается. Наиболее близким к изобретению по технической сущности является раствор для травления прецизионных сплавов и сталей садочным способом содержащий, г/л: серная кислота 210 250; натрий хлористый 50-80; натрий азотнокислый 25-30 2 . Недостатком известного раствора является низкая работоспособность травильного раствора, заключающаяся в значительной кислотной коррог зии основного металла, низкой скорости с1равливания окалины и большом расходе травильного раствора на одну тонну травильного металла. Цель изобретения - повышение интенсификации процесса удаления окаЛИНЫ и снижение соленакопления в растворе. Указанная цель достигается тем что раствор для удалеюр окалины с поверхности металла, преимущественно сталей и прецизионных сплавов содержащий серную кислоту, натрий хлористый и натрий азотнокисльй, до полнительно содержит отходы производства, нитрилотриметилфосфоновой кислоты (ОПНТФ) при следующем соотношении компонентов,г/л: Серная кислота 100-230 Натрий хлористьй 50-80 Натрий азотнокислый 15-20 ОШТФ33-52 Содержание ОПНТФ в растворе ниже 33 г/л незначительно снижает вр мя удаления окалины с прецизионных сплавов и сталей в сравнении с раст вором без добавки и незначительно защищает основной металл от перетрав Содержание Добавки ХОПНТФ) выше 2 г/л не :. способствует значительому повыше:нию работоспособ {ости ратвора в сравнении с верхниг 1 пределом го содержания ifне снижает солеакопление в растворе. ОПНТФ представляет собой маточный а&твор после выделения из реакцинной смеси основного вещества - нитилотриметилфосфоновой кислоты (НТФ). аточный водный раствор ОПН1Ф в пеесчета на безводное вещест во в прозводственных условиях- содержит 33-1 2 г/л суммарного состава, что буславливается нормами технологичекого процесса производства НТФ. Маоч1гый водный раствор зеленоватого вета, удельный вес 1,03-1,05, меет следукшщй состав, г/л: НТФ - 7-15 структурная формула. СН2РЮН) HOaPCHz-N о О св.РЮН)г Метилиминодиметилфосфоновая кислота (МВДФ) - C H NOgPg 7-10 структурная формулаСН2Р10Н)2 снз-нС о СН2Р(ОНУ2 Иминодиметилфосфоновая кислота (ИДФ) - 3-5 структурНеШ формулаСНгР(ОН)2 H-N о СН2Р(ОН)2 Фосфористая и фосфорная кислота Н,РО + HjPO 6-9 Соляная кислота 10-13 Вода До 1л, о в пересчете нИ безводное состояние в сумме составляет 33-52 г/л и, соответстпенно, содержание водь в маточном растворе составляет 4867 г/л. Содержание компонентов ОПНТФ, мае. %: НТФ 21,0-29,0 МИДФ 19,0-22,5 ИДФ9,0-10,0 Фосфорная и фосфористая . . кислота 16,0-18,5 Соляная кислота 25-30 В раствор содержащий серную кис лоту, хлористый натрий и азотнокислый натрий, вводится добавка ОПНТФ в количестве 33-52 г/л, что соответ ствует vlOO мл водного ОПНТФ на 1 л приготовленного исходного травильного раствора.Травление производят при температуре травильного раство.ра 50-70°С,в процессе травления ос ществляется выработка серной кислот с 230 г/л до 100 г/л. При этом, входящие в состав прецизионш 1х спла ВОВ Fe, Со, Ni, Zn, Си, А1 и др., переходят в сернокислые соли.-Сниже ние расхода основного металла в про цессе удаления окалины на образование побочных продуктов, какими являются сернокислые соли, т.е. защита металла от кислотной коррозии происходит за счет ингибирующего (защитного) действия ОПНТФ. Это позволяет повысить интенсификацию раствора за счет уменьшения количес ва образующихся солей металлов (по бочных продуктов травления) в растворе в расчете на I т протравленного металла, а также увеличить нагрузку металла на I м травильного раствора. Работоспособность предлагаемого раствора увеличивается также за сч уменьшения времени удаления окалины, позволяет увеличить производительнос раствора в сравнении с известным. Пример. В лабораторных усл виях проведено удаление с прецизионного сплава марки 29НК в водных растворах различных составо соответствующих различным стадиям выработки серной кислоты в процесс трэтщения с различным содержанием компонентов в указанных пределах, г/л: 230, 165, 100 NaCl 80, 65, 50 NaNO 20,15,10 ОПНТФ 52, 42,5; 33 Опробованные растворы соответствуют составам исходного травильного раствора, средней выработки и отработанного раствора по серной кислоте. В качестве известного раствора берут раствор для травления прецизионных сплавов, содержащий, г/л: 100-230, хлористый натрий 5080 и азотнокислый натрий 25-30. Составы всех опробованных травильных растворов приведены в табл... Из табл.1 видно, что раствор 1 известный, а растворы 2-4 соответству ют составу предлагаемого раствора (230 г/л ) с различным содержанием компонентов NaCl, NaNOa и ОПНТФ в предлагаемых пределах. Кроме того, раствор 5 содержит ОПНТФ вьше верхнего предела , раствор 6 - ниже нижнего предела. Раствор 7 соответствует составу известного раствора средней выработки (165 г/л ), а растворы 810 соответствуют составу предлагаемого раствора средней выработки, содержащему ОПИТФ соответственно 33,0; 42,5; 52 г/л. Раствор II соответствует составу выработанного известного раствора, а растворы 1214 соответствуют составу предлагаемого раствора (100 г/л ), содержащего 33,0; 42,5 и 52,0 г/л ОПНТФ соответственно. Сравниваемые результаты травления приведены в табл. 2. Накопление солей в процессе выработки раствора и количество протравленного металла в 1 л раствора определяют в примерах 1-4: раствор 1 (известный) и растворы 2-4 (предлагаемые при условии выработки раствора от 230 до .100 г/л N2804) в соответствии с указанными пределами при 50 и 70-с, так как выработка кислоты, равнаяv 1 30 г/л (230-100 г/л) соответствует выработке кислоты в процессе травления прецизионных сплавов. В растворах травление ведут только при , так как с выработкой кислоты температуру травильного раствора в промьшшеиных условиях как правило увеличивают. Как видно из приведенных в табл.2 данных, использование предлагаемого
раствора, содержащего ОПНТФ, позволяет увеличить работоспособность раствора за счет снижения соленакогшения в расчете на 1 кг протравленного металла по сравнению с известным раствором (без добавки 01ШТФ т.е. концентрация сернокислотных солей металлов в отработанном растворе снижается с 35,2 г до 7,9 г на 1 кг обработанного металла (при ) и аналогично с 32 до 9,2 г (при 50с). Кроме того,позволяет увеличить количество очищенного металла в расчете на I л раствора с 1,4 кг (в известном растворе) до 2,41 кг на литр (в предлагаемом растворе), ускорить удаление окалины на 10,5-40% в травильном растворе всех приведенных составов, характеризующих выработку кислоты от 230 до 100 г/л .. При этом позволяет обеспечитьстепень защиты основного металла от перетрава на 40, аналогично для всех составов травильного раствора, снизить нижний предел содержания Нл.ЗО до 100 г/л вместо 120-150 г/л в известном растворе, что удлиняет срок работы травильного раствора, и,тем самым,снизить кислотность кислых
стоков, уменьшить образование шламов при нейтрализации кислых стоков.
Повышение работоспособности травильного раствора позволяет увеличить цикл работы травильного раствора в промышленной ванне, т.е. сократить число зарядок и сливов травильных растворов, а, следовательно, сократить количество сточиых вод.
Это позволяет частично решить и социальную задачу - з.ашиты окружающей среды от загрязнений.
Предлагае в 1й раствор позволяет снизить расход дорогостоящего и агрессивного компонента-азотнокислого натрия на 10 г/л,а следовательно,уменьшить выделение окислов азота в атмосферу.
Обработка прецизионных сплавов и сталей в предлагаемом растворе позволяет улучщить качество поверхности металла за счет, образования легKOCNBdBaertoro шлама, поверхность пЬлу чается светлая и чистая.
Ожидаемый экономический эффект от
внедрения предлагаемого раствора составит 300 тыс. руб. в год, при этом экономия слагается из снижения перетрава металла до 70%, увеличения производительности ванн до 40%
и сокращения .расхода реактивов. Концентрация Темпер добавки.г/л тура р Примерствора 1-70 (известный) - 50 23370 33 50 342,5 70 42,5 50 45270 52. 50 55770 5750 62870 28 50 7-70 (известный) 83370 42,5 70 5270 9-70 (известный) 103370 42,5 70 5270 Время страв Скорость ливания корроз ш Пример окалины, металла, мин ч
Таблица.2 С К Количество Накопление протравлен- солей металнрго ме- лов в отработаяла в 1.л танком травираствора,кг льном растворе на I кг протравленного металла, г 1,4-35,2 1,432,0 2,2513,6 2,2213,0 2,3810,6 2,32 . 10,2 2,417,9 2,38 9,2 - ,---Продолжение табл.2 эффици-Степень Ускорет тормо-защиты ние прония кор-металла, цесса, зии If Z



| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для травления сталей | 1979 |
|
SU817044A1 |
| Раствор для травления титана и его сплавов | 1980 |
|
SU1014988A1 |
| СОСТАВ МЭ-4 ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ЦВЕТНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1996 |
|
RU2096526C1 |
| Раствор для травления сталей | 1978 |
|
SU827595A1 |
| Раствор для удаления окалины с поверхности углеродистых сталей | 1986 |
|
SU1420072A1 |
| Способ подготовки поверхности магнитного сплава с содержанием редкоземельных элементов перед нанесением гальванических покрытий | 2023 |
|
RU2810992C1 |
| ТРАВИЛЬНЫЙ РАСТВОР ДЛЯ ВЫЯВЛЕНИЯ МАКРОСТРУКТУРЫ АЛЮМИНИЯ И ЕГО СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ | 1996 |
|
RU2089667C1 |
| Способ регенерации азотно-плавикового травильного раствора | 1979 |
|
SU876791A1 |
| Раствор для травления нержавеющей стали и сплавов | 1977 |
|
SU726149A1 |
| Способ утилизации отходов производства нитрилотриметилфосфоновой кислоты | 1981 |
|
SU1079652A1 |
РАСТВОР ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ МЕТАЛЛА, преимущественно сталей и прецизионных сплавов, содержащий серную кислоту, натрий хлористый и натрий аэ.отнокислый, о т л и чающийся тем, целью повышения интенсификации процес са и снижения соленакопления в растворе, он дополнительно содержнт ОТХОДЫ пронэводства нитрилотриметилфосфоновой-кисло-ш (ОПНТФ) при следующ,ем соотношенин компонентов, г/л: 100-230 Серная кислота 50-80 Натрий хлорис-шй: Натрий азотнокис10-20 лый Отходы производства 9 нитрилотриметилфосфоновой кислоты 33-52 (ОПНТФ
23,2
1 вестный) 32,0
19,5
2 32,0
360,5 186
61,3
13,9
138,7 13.5 58,5 80,9
.Продолжение табл.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ямпольский A.M.Травление металлов | |||
| М., Металлургия, 1980, с.29-30. | |||
