11 Изобретение относится к устройс вам для транспортировки и может быть использовано для -подачи и поворота длинномерных цилиндрических изделий например труб, в процессе их термообработки. Известны устройства для транспор тировки роликового типа, в которых ролики устанавливаются под различными углами для придания изделию вращательного движения tOНаиболее близким к предлагаемому по технической сущности является устройство для транспортировки цилинуцрических изделий, включающее транспортируемый элемент, соединенный с приводом и размещенный на раме, при этом транспортируинций элемент предстаззляет собой кольцо, вращакщееся на опорЕШх катках 2. В процессе транспортирования длиннонерМых изделий при термообработке необходимо обеспечить стабильность заданной линейной и уг вой скоростей подачи изделия. Однако известные устройства характеризуются невозможностью полу че1шя стабильности заданной линейной и угловой скоростей подачи изделия в связи с конструктивными особенностями выполнения устройств, так как практически невозможно избежать наличия зазоров в кинематических звеньях и элементах, передаю щих движение транспортируемому изде ЛИЮ. Кроме того, поверхность контакта между транспортирукшщм элементом (ролик, кольцо| и изделием недостаточна для исключения проскальзывания, что приводит к неустой чивости режима перемещения изделий отрицательно влияющей на технологические процессы, при которых применяются транспортируюище устройства Цель изобретения - повышение надежности работы за счет обеспечения стабильности заданной линейной и угловой скоростей подачи изделия Поставленная цель достигается тем,что в устройстве для транспорти
ровки длинномерш 1х цилиндрических изделий, включающем транспортирующий элемент, последний выполнен в виде установленного посредством роликов бесконечного гибкого троса, один участок которого свернут в спираль, имеющую по крайней мере один виток.
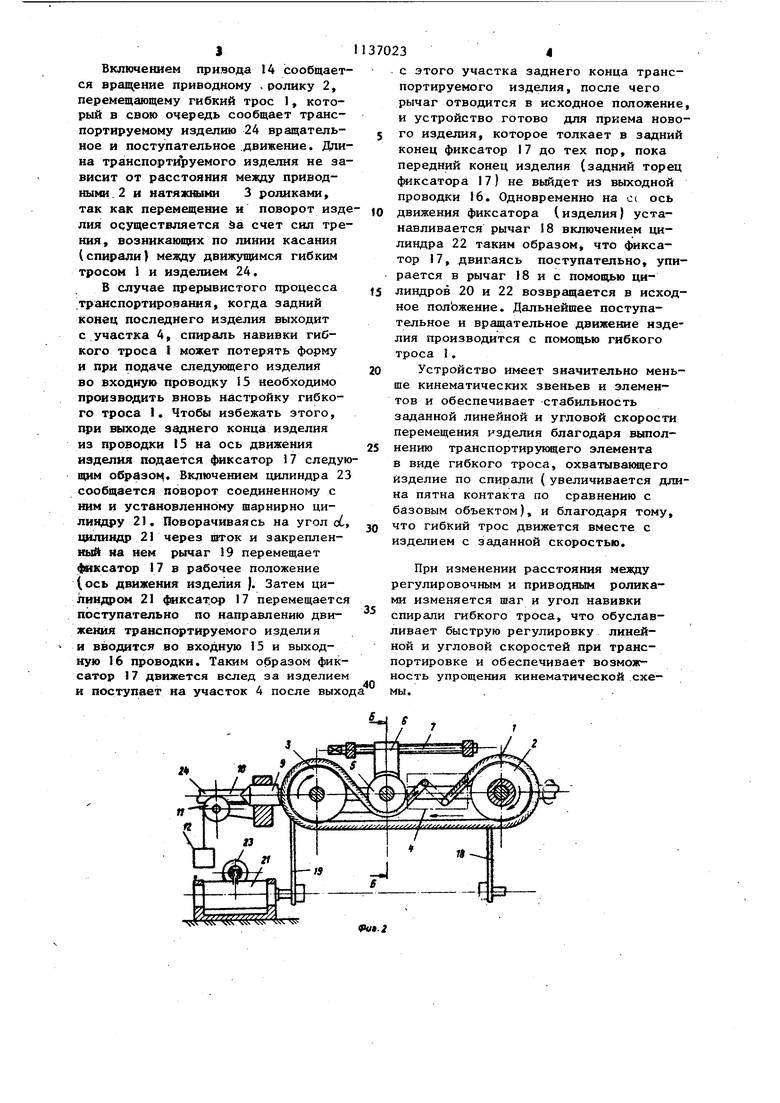
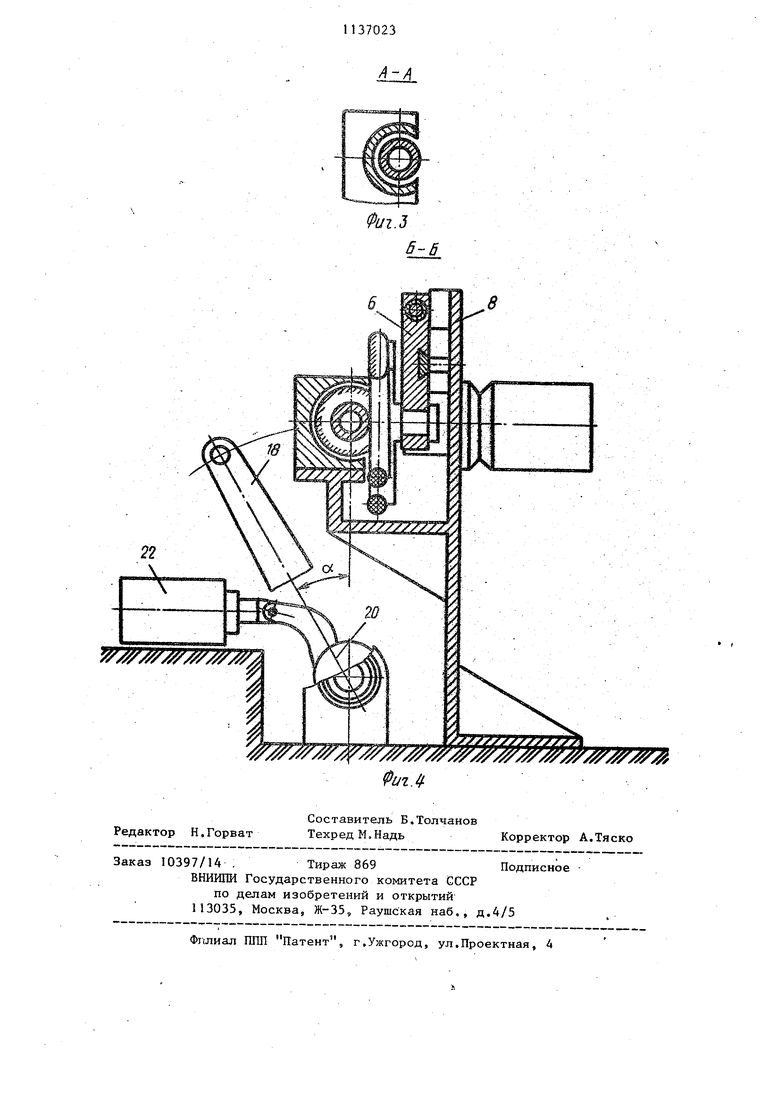
щего по спирали транспортируемое изделие 24, и выходную проводку 16. Перемещением регулировочного ролика 5 с помощью винта 7 производится настройка шага и угла спирали гибкого троса 1, а следовательно, и.регудшровка изменение скорости перемещения и поворота изделия. На фиг. 1 изображено устройство для транспортировки длинномерных материалов; на фиг. 2 - то же, вид в плане; на фиг. 3 - поперечшлй разрез А-А на фиг. 1; на фиг. 4 поперечный разрез Б-Б на фиг. 2. Устройство для транспортировки длинномерных цилиндрических изделий включает транспортирующий элемент, представляющий собой бесконечный гибкий трос , натянутый на приводной 2 и натяжной 3 ролики. Участок 4 троса I свернут в спираль, имеющую по край.ней мере один виток. Изменение шага и угла спирали гибкого троса 1 для обеспечения заданной линейной и угловой скоростей изделия осуществляется i изменением положения регулирующего ролика 5, который установлен в натяжной рамке 6, имеющей возможность перемещаться параллельно оси движения изделия при помощи регулировочного винта 7. Для натяжения гибкого троса на раме 8 установлен хвостовик 9, один конец которого соединен с натяжным роликом 3, другой конец хвостовика 9 при помощи троса 10, огибающего шкив И, соединен с грузом 12. Приводной ролик 2 установлен в подщипнике 13 и соединен с приводом 14. Для обеспечения направленного движения транспортируемого изделия предусмотрены входная 15 и выходная 16 проводки. Устройство снабжено фиксатором 17, служащим для сохранения спирали гибкого троса 1 в случае отсутствия транспортируемых изделий. Фиксатор 17 подается в рабочее положение и обратно с помощью рычагов 18 и 19, закрепленных на штоках цилиндров 20 и 21, которые установлены шарнирно и связаны с цилиндром 22 и 23 соответственно. Устройство работает следующим образом. Перемещаемое длинномерное цилиндрическое изделие, например труба 24, вводится во входную проводку 15 межДУ ветвями гибкого троса 1, охватываюJВключением привода 14 сообщает ся вращение приводному , ролику 2, перемещающему гибкий трос 1, который в свою очередь сообщает транспортируемому изделию 24 вращательное и поступательное .движение. Дли на транспортируемого изделия не за висит от расстояния между приводными. 2 и натяжшлми 3 роликами, так как перемещение и поворот изд ЛИЯ осуществляется За счет сил тре ния, возникающих по линии касания (спирали) меядцу движущимся гибким тросом i и изделием 24. В случае прерывистого гтроцесса транспортирования, когда задний конец последнего изделия выходит с участка 4, спираль навивки гибкого троса I может потерять форму и при подаче следукицего изделия во входную проводку I5 необходимо производить вновь настройку гибкого троса 1, Чтобы избежать этого, при выходе заднего конца изделия из проводки 15 на ось движения изделия подается фиксатор 17 следу щим образон Включением цилиндра 2 сообщается поворот соединенному с ним и установленному шарнирно цилиндру 21, Поворачиваясь на угол об Ш1ЛИНДР 2 через шток и закрепленный на нем рычаг 19 перемещает фиксатор 17 в рабочее положение (ось движения изделия ). Затем цилин фон 21 фиксатор 17 перемещаетс поступательно по направлению движения транспортируемого изделия и вводится во входную 15 и выходную 16 проводки. Таким образом фиксатор 17 движется вслед за изделием и поступает на участок 4 после выхо 23 с этого участка заднего конца транспортируемого изделия, после чего рычаг отводится в исходное положение, и устройство готово для приема нового изделия, которое толкает в задний конец фиксатор 17 до тех пор, пока передний конец изделия (задний торец фиксатора 17) не выйдет из выходной проводки 16. Одновременно на с( ось движения фиксатора (изделия) устанавливается рычаг 18 включением цилиндра 22 таким образом, что фиксатор 17, двигаясь поступательно, упирается в рычаг 18 и с помощью цилиндров 20 и 22 возвращается в исходное полЬжение. Дальнейшее поступательное и вращательное движение изделия производится с помощью гибкого троса I, Устройство имеет значительно меньше кинематических звеньев и элемен тон и обеспечивает стабильность заданной линейной и угловой скорости перемещения изделия благодаря выполнению транспортирукщего элемента в виде гибкого троса, охватывающего изделие по спирали ( увеличивается длина пятна контакта по сравнению с базовым объектом), и благодаря тому, что гибкий трос движется вместе с изделием с заданной скоростью. При изменении расстояния между егулировочным и приводным роликаи изменяется шаг и угол навивки пирали гибкого троса, что обуславивает быструю регулировку линейой и угловой скоростей при трансортировке и обеспечивает возможость упрощения кинематической схеы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных изделий | 1984 |
|
SU1221125A1 |
| ЛЕНТОЧНЫЙ ТРУБЧАТЫЙ КОНВЕЙЕР | 2006 |
|
RU2329932C1 |
| ТРУБЧАТЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2006 |
|
RU2329931C1 |
| ТРУБЧАТЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2007 |
|
RU2332344C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1991 |
|
RU2021191C1 |
| КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2000 |
|
RU2184693C2 |
| Крутонаклонный ленточный конвейер | 2001 |
|
RU2220894C2 |
| Устройство для транспортировки деталей | 1976 |
|
SU749367A3 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| СИСТЕМА ПОДВИЖНОСТИ КАБИНЫ ПИЛОТАЖНОГО ТРЕНАЖЕРА ЛЕТАТЕЛЬНОГО АППАРАТА | 2002 |
|
RU2247432C2 |
УСТРОЙСТЮ даЯ ТРАНСПОРТИРОВКИ ДЛИННОМЕРНЫХ ЩШШдаНЧЕСКИХ ИЗДЕЛИЙ, включающее транспортирующий элемент, отличающеес я тем, что, с целью повышения надежности работы за счет обеспечения стабильности линейной и угловой скоростей подачи изделия, транспор тир унмврй элемент выполнен в виде установленного посредством роликов бесконечного гибкого троса, один участок которого свернут в спираль, имеклцую но крайней мере один виток.
| Г | |||
| Справочник конструктора прокатного производства | |||
| М., Металлургия, 1970, т.2, с.675, 2 | |||
| Авторское свидетельство СССР № 261435, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
