(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| НОСИТЕЛЬ ДЛЯ ИЗДЕЛИЙ И ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО | 2004 |
|
RU2350540C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2021 |
|
RU2756122C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| СИСТЕМЫ И СПОСОБЫ ЭКСТРУЗИОННОГО ПРЕССОВАНИЯ | 2013 |
|
RU2669736C2 |
| ДОЗАТОР ТЕСТА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2565269C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ ТЕСТОВЫХ ЗАГОТОВОК ЛАПШИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2097986C1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО С ХРАПОВЫМИ КОЛЕСАМИ | 2012 |
|
RU2533363C2 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ ПЛАСТИН АККУМУЛЯТОРА В ПАКЕТЫ И ДЛЯ ВСТАВКИ ЭТИХ ПАКЕТОВ В АККУМУЛЯТОРНЫЕ ЯЩИКИ | 2005 |
|
RU2371814C2 |
| УСТРОЙСТВО ДЛЯ ВЫДАЧИ КЛЕЯ И КРЕПЛЕНИЯ ЗАГОТОВКИ | 2022 |
|
RU2815905C1 |
I
Изобретение относится к устройствам для транспортировки длинных изделий внутри термических печей, в частности к конвейерным устройствам термических печей для проведения светлого отжига металлических труб н трубок.
Известно устройство для транспортировки изделий, содержащее носитель н линейный транспортер, связанный с приводом {.
Известное устройство используется для мелких сыпучих изделий, но оно не применимо для длинномерных изделий, так как может приводить к дефектам обработки. Кроме того, известное устройство конструктивно сложно.
Цель изобретения - обеспечение непрерывности процесса перемещения и упрощение конструкции.
Цель достигается выполнением носителя в виде опор, равномерно расположенных на линейном элементе, соединенном с линейным транспортером с помощью крюка.
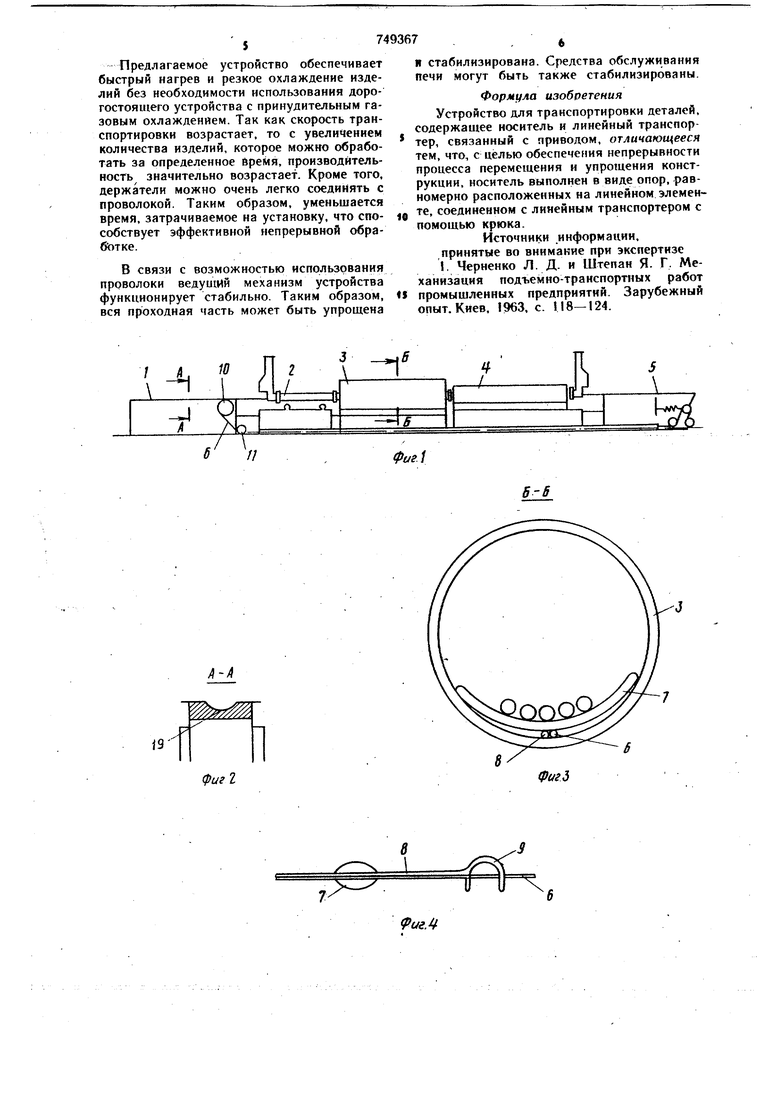
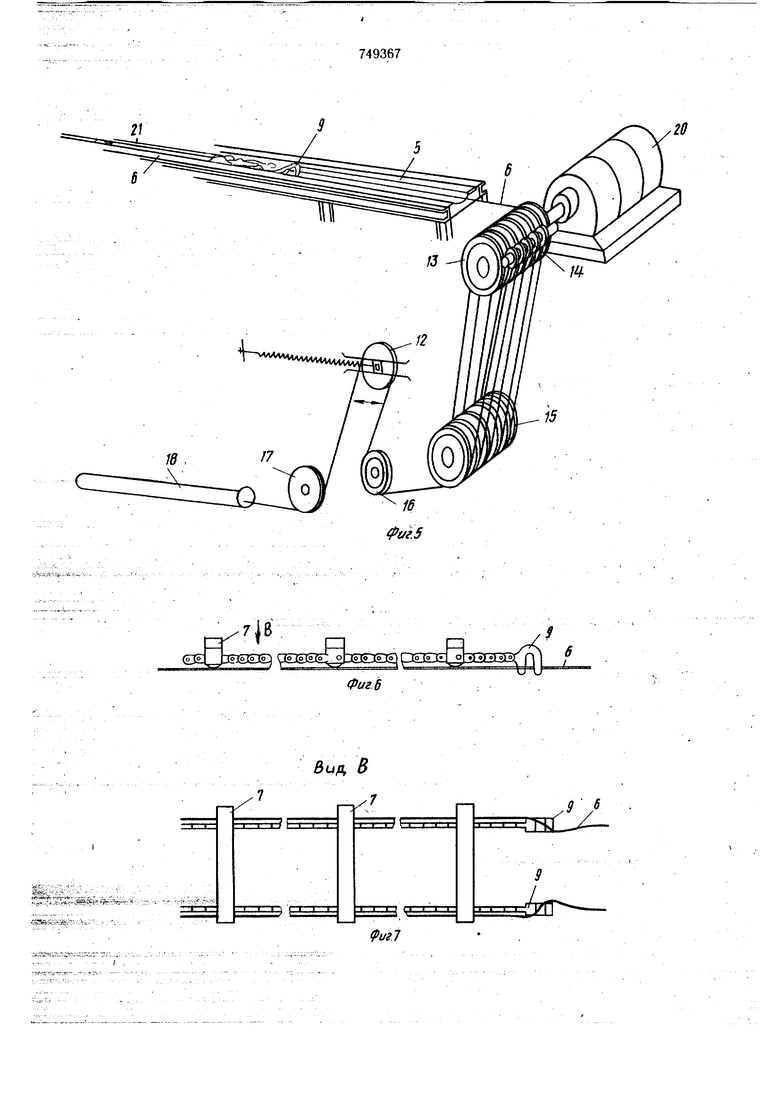
На фиг. 1 показана установка для термической обработки; на фиг. 2 - то же, разрез А - А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. I; на фиг. 4 - носитель; на фиг. 5 - приводная часть линейного транспортера; на фиг. 6 - вариант выполнения носителя; на фиг. 7 - то же, внд по стрелке В на фиг. 6; на фиг. 8 - вариант выполнения носителя; на фиг. 9 - то же, вил пО стрелке Г на фиг. 8; на фиг. Ш - вариант выполнения носителя; на фиг. II - то же, вид по стрелке Д на фиг. 10; на фиг. 2 - носитель в технологической камере.
Установка для светлого отжига содержит стол 1 для установки изделия, очистной цилиндр 2, нагревательную печь 3, охлаждающее устройство 4 и стол 5 для разгрузки деталей. Изделие переме1цается в продольном направлении при помощи устройства д,ля транспортировки, включающего в себя бесконечную петлю из троса или цепи, проходящую через очистной цилиндр 2, через
нагревательную печь 3 и над столом 5 для разгрузки изделий.
Устройство для TpaHchopTHpoBKH содержит линейный транспортер, в качестве которого используется проволока 6, и носитель,
.JO состоящий из дугообразных опор 7, равномерно расположенных на линейном элементе 8,соединенном с линейным транспортером с помощью крюка 9. Проволока 6 натянута с помощью направляющего колеса 10, расподложенного вблизи входа в очистной цилиндр 2, вспомогательного направляющего колеса И и свободно плавающего колеса 12 для регулирования натяжения проволоки. Приводная часть расположена со стороны, примыкающей к зоне выгрузки изделия, и содержит ведущий шкив 13, зажимной ролик 14, вспомогательный ведущий шкив 15, дополнительные направляющие колеса 16 и 17 и направляющую трубу 18 под конвейерным узлом.
Носитель установлен на столе 1 для установки изделий, на поверхности которого выполнен направляющий ручей 19, а крюк 9, прикрепленный с одной стороны линейного элемента 8, зацепляет за проволоку 6 между направляющим колесом 11 и очистным цилиндром 2. В этих условиях поддерживаемый проволокой 6 носитель вместе с проволокой может стабильно перемещаться в продольном направлении. Изогнутая конфигурация крюка 9 и сопротивление, оказываемое наклоном проволоки 6 относительно крюка, предотвращают проскальзывание между проволокой 6 и крюком 9. Проволока 6, используемая для транспортировки изделий, является, обычной. Для стабильной передачи такой проволоке определенной скорости и для предотвращения ненормального у.алинения проволоки и неровной скорости привода используется приводкой узел. Для предотвращения искривления проволоки 6 и для придания ей постоянного натяжения на колесо 12 для регулирования удлинения, которое является свободно-плавающим, устанавливается пружина. Для обеспечения перемещения проволоки 6 с постоянной скоростью и для предотвращения неравномерного навЖйя проволоки вокруг приводного механизма На валу приводного двигателя 20 установлен ряд желобочных щкивов 13. Для предотвращения выхода проволоки 6 из канавок установлен зажимной ролик 14, выполненный из резины или ей подобного материала. Желобочный дополнительный щкив 15 установлен так, чтобы предотвратить проскальзывание между проволокой 6 к ведущим шкивом 13. Вспомогательные направляющие колеса 16 и 17 предназначены для соединения с колесом 12 для регулирования натяжения. Разгрузочный стол вь1полнён аналогично столу I для установки изделий.
Несколько труб загружают одна к одной на опоры 7. Затем в одном месте, вблизи от передней стороны носителя, передние концы труб связывают вместе проволокой, оставляя их свободными от переднего до тыльного конца. Крюк 9 зацепляют за проволоку 6 между направляющим колесом 11 и очистным цилиндром 2. В таком положении трубы перемещаются в очистном цилиндре 2, нагревательной печи 3 и охлаждающем устройстве 4. Опоры из-за своей формы остаются устойчивыми благодаря силам тяжести; кроме того, они могут легко и плавно переменхаться с помощью проволоки 6 и несущего стержня. Проволока 6, линейный элемент 8 и опоры 7 под изделия при входе в муфель нагревательной печи 3 поглощают быстро тепло от внутренних стенок муфеля. Тепло достигает труб 21 исключительно бы, стро.
Трубы 21 быстро нагреваются, при заданной температуре в течение необходимого времени и поступают в охлаждающее устройство 4, где они быстро охлаждаются с помо,щью газообразного водорода. Трубы 21 дерfo жат непосредственно в атмосфере достаточного объема газа благодаря форме несущих устройств 8 и 7, а также свойствам прово.локи 6. Кроме того, несущие устройства и проволока в своем поперечном сечении тонкие, так что их теплоемкость мала, и трубы
очень эффективно и быстро охлаждаются. Далее трубы 2 подают на стол 5 разгрузочного узла путем отсоединения проволоки 6 от несущих устройств.
При одном из вариантов выполнения (см.
j фиг. 6 и 7) вдоль двух проволок 6, используемых в качестве линейного транспортера, установлен ряд опор 7. Передние из этих опор снабжены крюками 9 в качестве зацепляющего средства, которые сцепляются с проволокой 6. Смежные держатели соедине. ны вместе при помощи цепи.
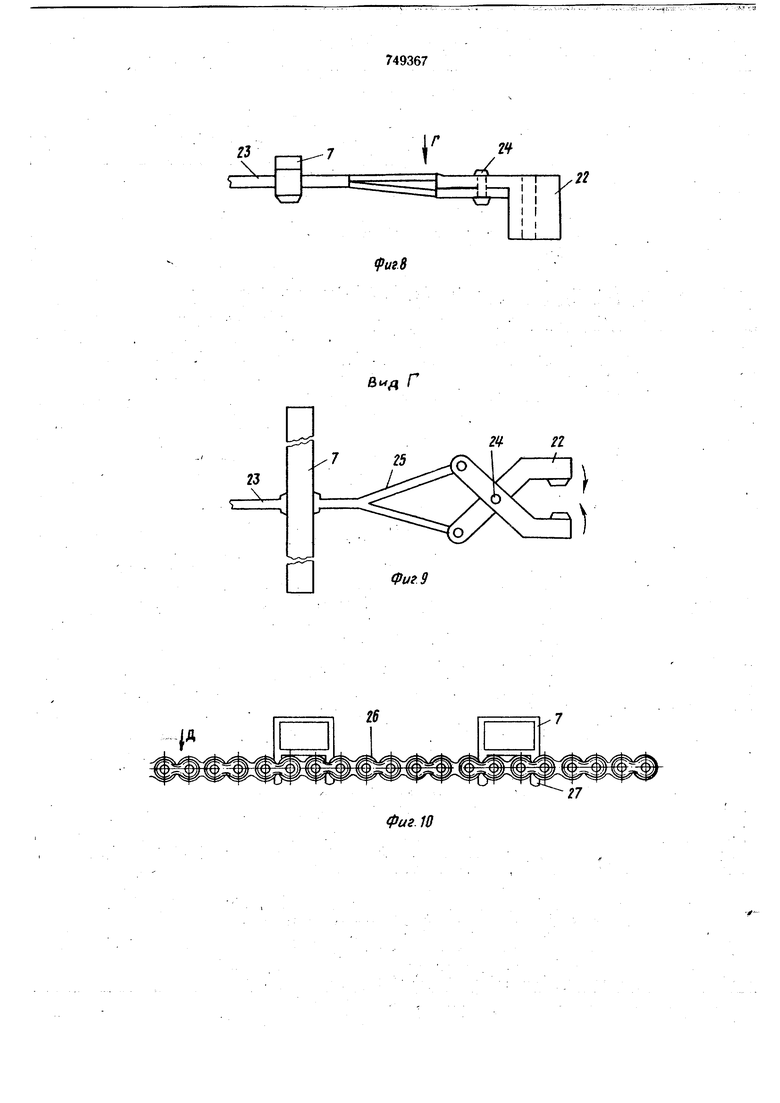
На фиг. 8. и 9 изображена другая конструкция, в которой в качестве соединительного средства используется не крюк 9, а захват 22. Захват 22 имеет рукоятку 23, споj собную захватить проволоку, и может поворачиваться вокруг оси 24. За осью 24, со стороны, противоположной рукоятке, крепятся прутки 25, используемые как соединительное средство. Концы этих прутков соединяются со стороны проволоки, служащей в качестве
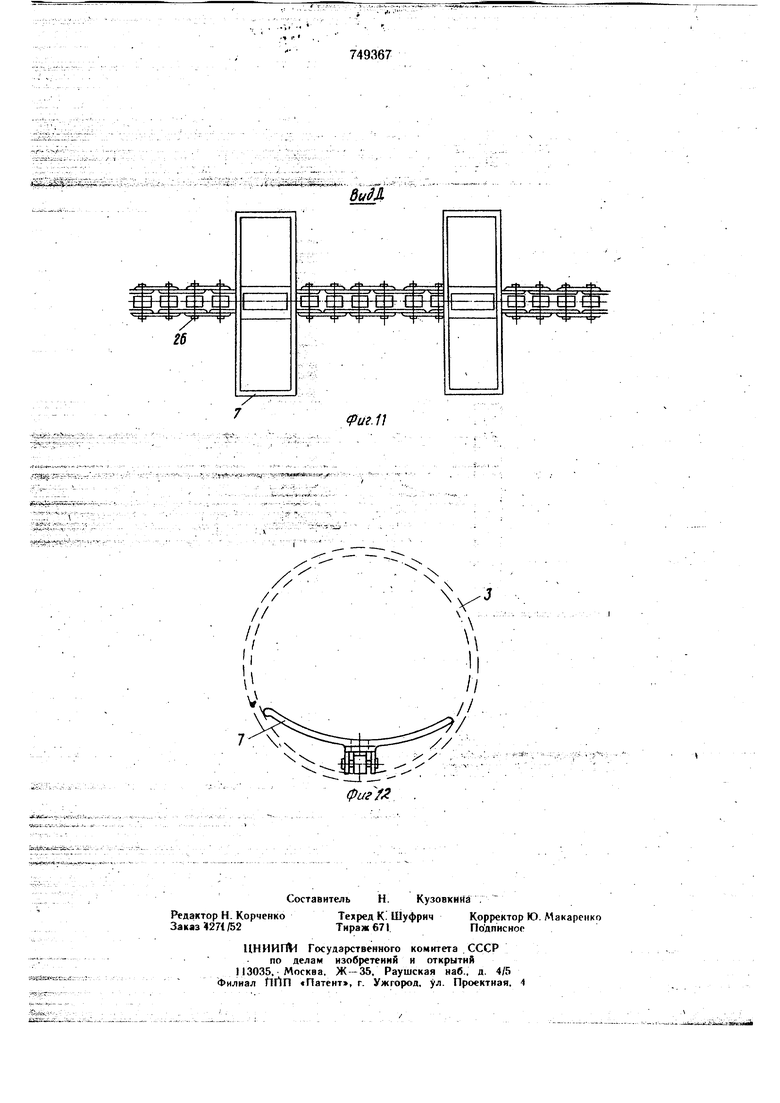
оси 24 проволоку 6 приводят в движение, втягива тросы внутрь, как показано стрелками. Таким образом, рычаги захвата соответственно сходятся внутрь и могут прочно удержать проволоку, благодаря чему обеспечивается продвижение опор с изделиями. На фиг. 10, 11 и 12 изображен другой вариант, при котором в качестве линейного транспортера используется цепь 26. Важнейшие условия, необходимые для линейного конвейерного элемента, заключаются в
том, что он может полностью передавать мощность от приводного механизма к средству зацепления носителя изделия, а также обладает достаточной прочностью. Этот вариант с использованием цепи представляет собри эффектное конвейерное устройство, применяемое в термических печах, работаю щих при сравнительно низких температурах Зацепляющее устройство - крюк 27 укреп лен непосредственно на опоре 7. Предлагаемое устройство обеспечивает быстрый нагрев и резкое охлаждение изделий без необходимости использования дорогостоящего устройства с принудительным газовым охлаждением. Так как скорость транспортировки возрастает, то с увеличением количества изделий, которое можно обработать за определенное Время, производительность значительно возрастает. Кроме того, держатели можно очень легко соединять с проволокой. Таким образом, уменьшается время, затрачиваемое на установку, что способствует эффективной непрерывной обработке. В связи с возможностью использования проволоки ведущий механизм устройства функционирует стабильно. Таким образом, вся проходная часть может быть упрощена
/ V,
Фиг1 и стабилизирована. Средства обслуживания печи могут быть также стабилизированы. Формула изобретения Устройство для транспортировки деталей, содержащее носитель и линейный транспортер, связанный с приводом, отличающееся тем, что, с целью обеспечения непрерывности процесса перемещения и упрощения конструкции, носитель выполнен в виде опор, равномерно расположенных на линейном элементе. соединенном с линейным транспортером с помощью крюка. Источники информации, принятые во внимание при экспертизе 1. Черненко Л. Д. и Штепан Я. Г. Механизация подъемно-транспортных работ промышленных предприятий. Зарубежный опыт. Киев, 1963, с. 118-124.
1(
фиг г
Вир, В
/7
9 6
/
Г
23
г
т
фиг. 10
КЙ-ЙЙ
дМ
V
// //
Ч .
фагУ
