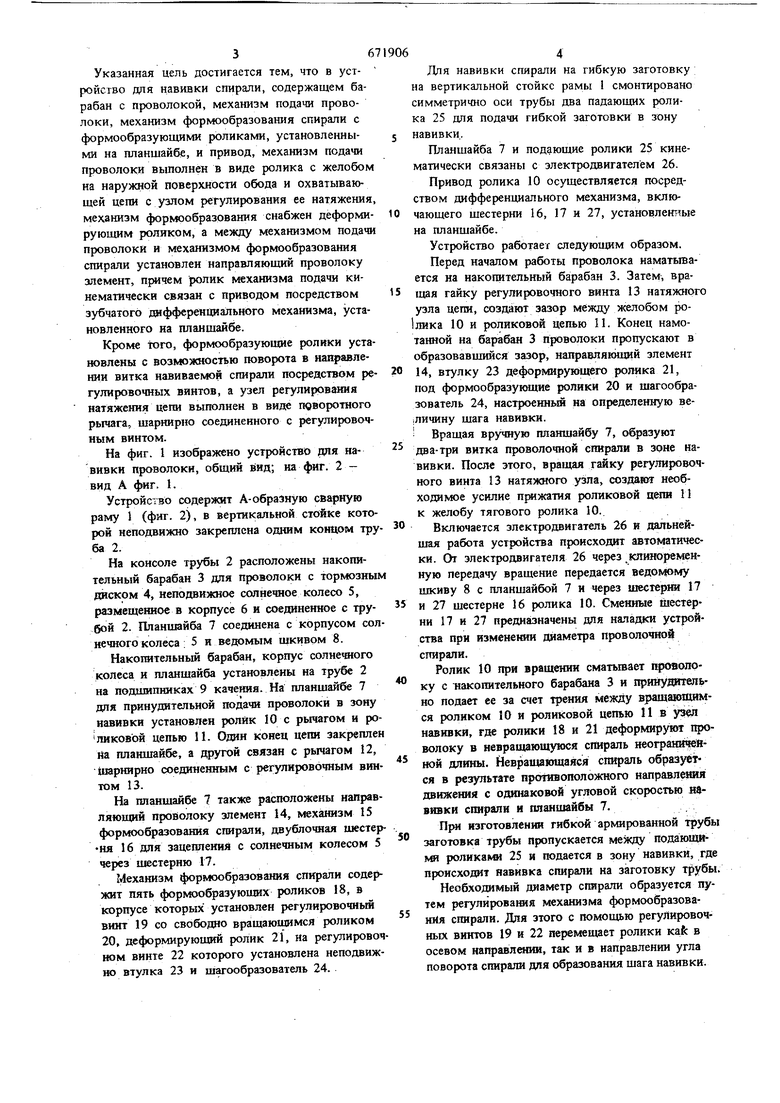
- ; I.. /; Изобретение касается изготоЬления невр щающейся спирали неограниченной длины и может быть использовано в кабельной, машиностроительной и других отраслях промышлен ности, а также в нефтяной и газовой проишш ленности для изготовления гибких армированн труб. V:. Известен станок для изготовления навивки пружинных сердечников, содержащий вращающуюся обойму и раму, в которых расположены катушка с проволокой, правильное, устрой ство и формообразующие опоры 1. Недостаток станка состоит в том, что дефо мация проволоки происходит в формообразую щих упорах, что вызывает повышенный нагрев проволоки. Станок не обеспечивает изготовления проволоки разного диаметра и шага витков, а также устойчивость размеров по наружному диаметру и не позволяет осуществить навивку спирали на сердечник (изготовление гибкой армированной трубы). Кроме того, конструкция станка очень сложна при Изготовлении и зкстшуатации. Известно приспособление для навивки пружины, которое обеспечивает изготовление проволоки разного диаметра и шага витков. Оно снабжено прижимными роликами, установленными на поворотных рычагах 2. Однако такое приспоробление также не позволяет осушествйть навивку проволоки на гибкую трубу. Известно также устройство для изготовления Пружинных сердечников, содержащее катушку с навиваемой проволокой, подающий механизм, механизм формообразования спирали, намоточный барабан, тяговый барабан ачя токопроБОдящего элемента сердечника 3. Это устройство не обеспечивает изготовления спирали разного диаметра и щага витков и имеет сложную конструкцию. Кроме того, в получаемой спирали не обеспечивается устойчивость размера по наружному диаметру. Целью изобретения является расцшрсние технологических возможностей устройства путем навивки спиралн с заданными параметрами по наружному диаметру на дяинкомерное изделие. 36 Указанная цель достигается тем, что в устpovicTBO для навивки спирали, содержащем барабан с проволокой, механизм подачи проволоки, механизм формообразования спирали с формообразующими роликами, установленными на планщайбе, и привод, механизм подачи проволоки выполнен в виде ролика с желобом на наружной поверхности обода и охватывающей цепи с узлом регулирования ее натяжения, механизм фориюобразовання снабжен деформирующим роликом, а между механизмом подачи проволоки и механизмом формообразования спирали установлен направляющий проволоку злемент, причем ролик механизма подачи кинематически связан с приводом посредством зубчатого дафференциального механизма, установленного на планшайбе. Кроме tore, формообразующие ролики установлены с возможностью поворота в канравлении витка навиваемой спирали посредством регулировочных винтов, а узел регулирования натяжения цепи выполнен в виде поворотного рычага, щарнирно соединенного с регулировочным винтом. На фиг. 1 изображено устройство для навивки проволоки, общий вид; на фиг. 2 - вид А фиг. 1. Устройство содержит А-образную сварную раму 1 (фиг. 2), в вертикальной стойке которой неподвижно закреплена одним концом тру ба 2. На консоле трубы 2 расположены накопительный барабан 3 для проволоки с тормозным диском 4, неподвижное солнечное колесо 5, размещенное в корпусе 6 и соединенное с трубой 2. Планшайба 7 соединена с корпусом сол нечного колеса ; 5 и ведомым щкивом 8. Накопительный барабан, корпус солнездюго колеса и планшайба установлены на трубе 2 на подшипниках 9 качения. На планшайбе 7 для принудительной подачи проволоки в зону навивки установлен ролИк 10 с рьиагом и роiпиковой цепью 11. Один конец цепи закреплен йа планшайбе, а другой связан с рычагом 12, шарнирно соединенным с регулировочным винтом 13. На планщайбе 7 расположены направляющий проволоку злемент 14, механизм 15 формообразования спирали, двублочная цкстер ня 16 для зацеплений с солнечным колесом 5 через июстерню 17. Механизм формообразования спирали содержит пять формообразующих роликов 18, в корпусе которых установлен регулировочный винт 19 со свободно вращающимся роликом 20, деформирующий ролик 21, на регулировоч ном винте 22 которого установлена неподвижно втулка 23 и шагообразователь 24. Для навивки спирали на гибкую заготовку на вертикальной стойке рамы 1 смонтировано симметрично оси трубы два падающих ролика 25 для подачи гибкой заготовки в зону навивки. Планшайба 7 и подающие ролики 25 кинематически связаны с электродвигателем 26. Привод ролика 10 осуществляется посредством дифференциального механизма, включающего шестерни 16, 17 и 27, установлеш ые на планшайбе. Устройство работает следующим образом. Перед началом работы проволока наматывается на накопительный барабан 3. Затем, вращая гайку регулировочного винта 13 натяжного узла цепи, создают зазор между желобом ролика 10 и роликовой цепью 11. Конец намотанной на барабан 3 проволоки пропускают в образовавшийся зазор, направлякнщй злемент 14, втулку 23 деформирующего ролика 21, под формообразующие ролики 20 и щагообразователь 24, иастроеиный на определенную веичину шага навивки. Вращая вручную планщайбу 7, о азуют два-три витка проволочной спирали в зоне навивки. После этого, вращая гайку регулировочного винта 13 натяжного узла, создают необходимое усилие п жжатия роликовой цепи 11 к желобу тягового ролика 10.. Включается злектродвигатель 26 и дальнейшая работа устройства происходит автоматически. От электродвигателя 26 через кпиноременную передачу вращение передается ведомому шкиву 8 с планшайбой 7 и через шестерми 17 и 27 шестерне 16 ролика 10. Сменные тестерни 11 к 21 предназначены для наладки устройства при изменеюш диаметра проволочной спирали. Ролик 10 при вращении сматьтает проволоку с накопительного барабана 3 и принудительно подает ее за счет трения между вращающимся роликом 10 и роликовой цепью 11 в узел навивки, где ролики 18 и 21 деформируют проволоку в невращаюшуюся свдраль неограншеяной длины. Невращающаяся спираль образуется в результате противоположного направления движения с одинаковой угловой скоростью яввивки спирали и планшайбы 7. При изготовлении гибкой армированной трубы заготовка трубы пропускается между подающиisffl роликами 25 и подается в зону навивки, где происходат навивка спирали на заготовку трубы. Необходимый диаметр спирали образуется путем регулировали механизма формообразования спирали. Для зтого с помощью регулировочных винтов 19 и 22 перемещает ролики кд& в осевом направлении, так и в направлении угла поворота спирали для образования шага навивки.
Формула изобретения
1 .Устройство для навивки С1шрали,содержащее барабан с проволокой, механизм подачи проволоки, механизм фо.рмообразования спирали с формообразующими роликами, установленными на планшайбе, и привод, отличающееся тем, что, с целью расширения технологических возможностей устройства путем навивки спирали с заданными параметралш по наружному диаметру на длинномерное изделие, механизм подачи проволоки выполнен в виде ролика с желобом на наружной поверхности обода и охватывающей цепи с узлом регулирО вания ее натяжения, механизм формообразования спирали снабжен деформирующим роликом а между механизуюм подачи проволоки и механизмом формообразования спирали установлен направляющий проволоку элемент, причем ролик механизма подачи кинематически связан с приводом посредством зубчатого дифференциального механизма, установленного на планщайбе.
2.Устройство по п. 1,отличающеес я тем, что формообразугоише ролики установлены с возможностью поворота в направлении витка навиваемой спирали посредством регулировочных -винтов.
3.Устройство по пп. 1 и 2, о т л и ч а ющ е е с я тем, что узел регулирования натя0жения цепи выполнен в виде поворотного рычага, шарнирно соединенного с регулирювочным
винтом.
I
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 176557, кл. В 21 F 3/02, 1963.
2.Авторское свидетельство СССР № 479545, кл. В21 F 3/04, 1974..
3.Авторское свидетельство СССР № 415072, кд. В 21 F 3/Q2, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1980 |
|
SU1093381A1 |
| Устройство для навивки спирали | 1979 |
|
SU933164A1 |
| Устройство для навивки спирали | 1980 |
|
SU1002073A2 |
| Устройство для навивки спирали | 1985 |
|
SU1442304A1 |
| Устройство для навивки спирали | 1987 |
|
SU1625567A1 |
| Устройство для навивки спирали | 1987 |
|
SU1440590A1 |
| Устройство для навивки спирали | 1979 |
|
SU1039621A1 |
| Устройство для навивки спирали | 1986 |
|
SU1405936A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| Устройство для изготовления проволочных фильтров | 1983 |
|
SU1136877A1 |

