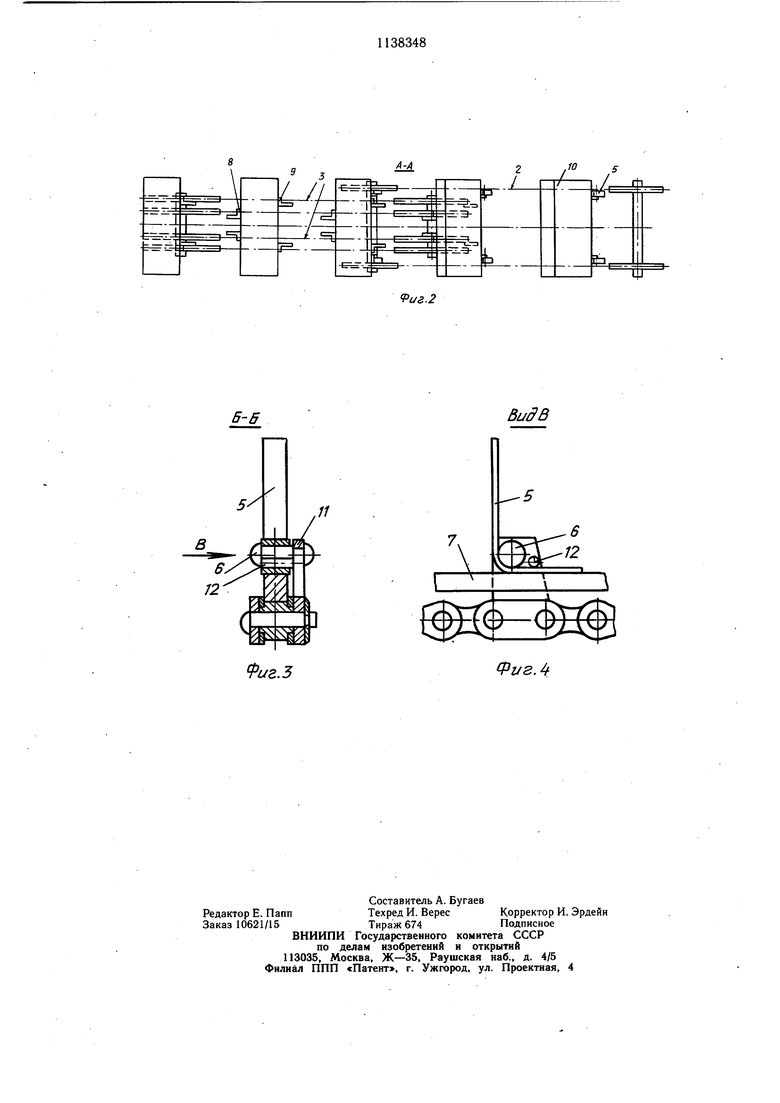
Изобретение относится к .упаковочной технике и может быть использовано при упаковке в картонные коробки (пачки) изделий пищевой и др. отраслей промышленности. По основному авт. св. № 613960 известно усройство для поштучной подачи из стопок картонных плоскосложенных коробок и их формования. Это устройство содержит основание, кассету, вакуум-захват и рычажную систему. Основание имеет горизонтальный паз, а рычажная система - кулису с загнутым концом, укрепленным на оси, свободно установленной в пазу основания, а вакуум-захват укреплен на той же оси. Кроме того, в усройстве имеется конвейер выдачи коробок. В процессе работы производится прямолинейное перемещение захвата до соприкосновения с первой коробкой из печки, уложенной в кассету. Присоски вакуум-захвата забирают эту коробку и вместе со всей системой начинают возвратное движение под действием кривошипно-щатунного механизма. На выходе из кассеты коробка встречает упоры, ограничивающие ее перемещение. Под действием противоположных сил со стороны упоров и захвата оробка выпрямляется, принимая объемную форму. При взаимодействии кулисы с роликом вакуум-захват разворачивает коробку на 90 и сбрасывает ее на конвейер выдачи 1. Известное устройство не обладает достаточной надежностью в работе, так как в процессе перемещения коробок конвейером, не имеющим фиксаторов, они зачастую складываются под действием собственного веса. Цель изобретения - повышение надежности формования коробок. Поставленная цель достигается тем, что устройство снабжено дополнитльным скребковым конвейером с толкателями, расположенным перед конвейером выдачи коробок, на котором установлены упоры, при этом конвейеры имеют общее направление перемещения, а скорость скребкового конвейера выше, чем скорость конвейера выдачи коробок. Кроме того, скребковый конвейер содержит неподвижную направляющую, а толкатели выполнены поворотными и имеют L-образный профиль, при этом под каждым толкателем закреплен ограничитель поворота На фиг. 1 схематично изображено устройство для поштучной подачи из стопок картонных плоскосложенных коробок и их формования, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 3. Предлагаемое устройство содержит механизм 1 поштучной подачи коробок из стопы, скребковый конвейер 2 и конвейер 3 выдачи коробок. Механизм 1 поштучной подачи коробок из стопы содержит присоски 4. Скребковый конвейер 2 выполнен в виде двух бесконечных втулочно-роликовых цепей, на которых укреплены толкатели 5. Каждый толкатель 5 (фиг. 4) укреплен свободно на оси 6 и перемешается по направляюш,ей 7 на рабочем участке скребкового конвейера 2. Конвейер 3 выдачи коробок выполнен также из нескольких ветвей втулочно-роликовых цепей, на которых попарно жестко закреплены упоры 8 и 9. Последние образуют гнездо, удерживающее сформированную коробку 10. На увеличенной по высоте пластине 11 втулочно-роликовой цепи установлен ограничитель 12 поворота толкателя 5. Скорость скребкового конвейера 2 превышает скорость конвейера 3 выдачи коробок, а рабочие ветви обоих конвейеров находятся на одном уровне. Устройство работает следующим образом. Механизм 1 поштучной подачи коробок из стопы, совершая возвратно-поступательное движение рабочих органов, захватывает присосками 4 плоскосложенную коробку из стопы и придает ей объемную форму. Частично сформированная коробка 10 поступает на скребковый конвейер 2 перед парой толкателей 5. Синхронизация работы узлов устройства достигается благодаря наличию одного привода (не показан) За счет разности скоростей конвейеров пара толкателей 5 поджимает коробку 10 к вышедшим в рабочую зону передним упорам 8. При этом коробке 10, имеющей в сечении форму параллелограмма, придается прямоугольная форма. В этот момент толка ели 5 прекращают взаимодействие с направляющей 7 и уходят, развернувшись на осях 6 под коробку 10. Последнюю захватывают синхронно подошедшие упоры 9. После холостого перемещения по нижней ветви скребкового конвейера 2, при котором возможность вращения каждого толкателя 5 на оси 6 ограничивается ограничителем 12 поворота, толкатель 5 вступает во взаимодействие с направляющей 7 только определенным контактным элементом. Цикл повторяется. Изобретение позволяет значительно повысить надежность работы усройства для поштучной подачи из стопок картонных плоскосложных коробок и их формования.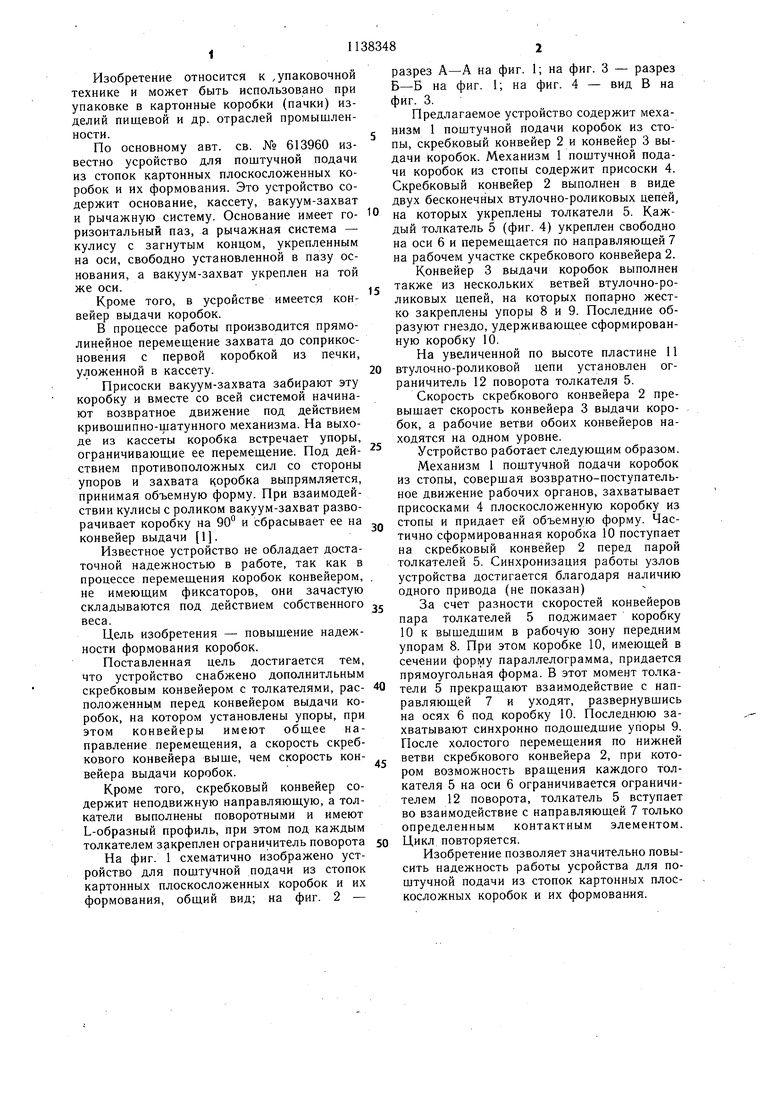
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи из стопок картонных плоскосложенных коробок и их формования | 1976 |
|
SU613960A1 |
| Устройство для поштучной подачи картонных плоскосложенных коробок и их формирования | 1983 |
|
SU1133169A1 |
| Устройство для поштучной выдачи из стопы картонных плоскосложенных коробок и их формования | 1984 |
|
SU1168473A1 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство для поштучной выдачи из стопки плоскосложенных коробок и их формирования | 1986 |
|
SU1375519A1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1988 |
|
SU1518209A1 |
| Устройство для поштучной подачи картонных плоскосложенных коробок | 1987 |
|
SU1465352A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Устройство для поштучной выдачи и формирования картонных плоскосложенных коробок | 1989 |
|
SU1611792A1 |
| Устройство для поштучной выдачи из стопы и раскрывания плоскосложенных картонных коробок | 1984 |
|
SU1346494A1 |
1. УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ИЗ СТОПОК КАРТОННЫХ ПЛОСКОСЛОЖЕННЫХ КОРОБОК И ИХ ФОРМОВАНИЯ по авт. св. № 613960, отличающееся тем, что, с целью повышения надежности формования, оно снабжено скребковым конвейером с толкателями, расположенным перед конвейером выдачи коробок, на котором установлены упоры, при этом конвейеры имеют общее направление перемещения, а скорость скребкового конвейера выще, чем скорость конвейера выдачи коробок. 2. Устройство по п. 1 отличающееся, тем, что скребковый конвейер содержит неподвижную направляющую, а толкатели выполнены поворотными и имеют L-образный профиль, при этом под каждым толкателем закреплен ограничитель поворота. со 00 со 4 00
/
5
//
sss V
12
у.
иг.З
(РигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для поштучной подачи из стопок картонных плоскосложенных коробок и их формования | 1976 |
|
SU613960A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
