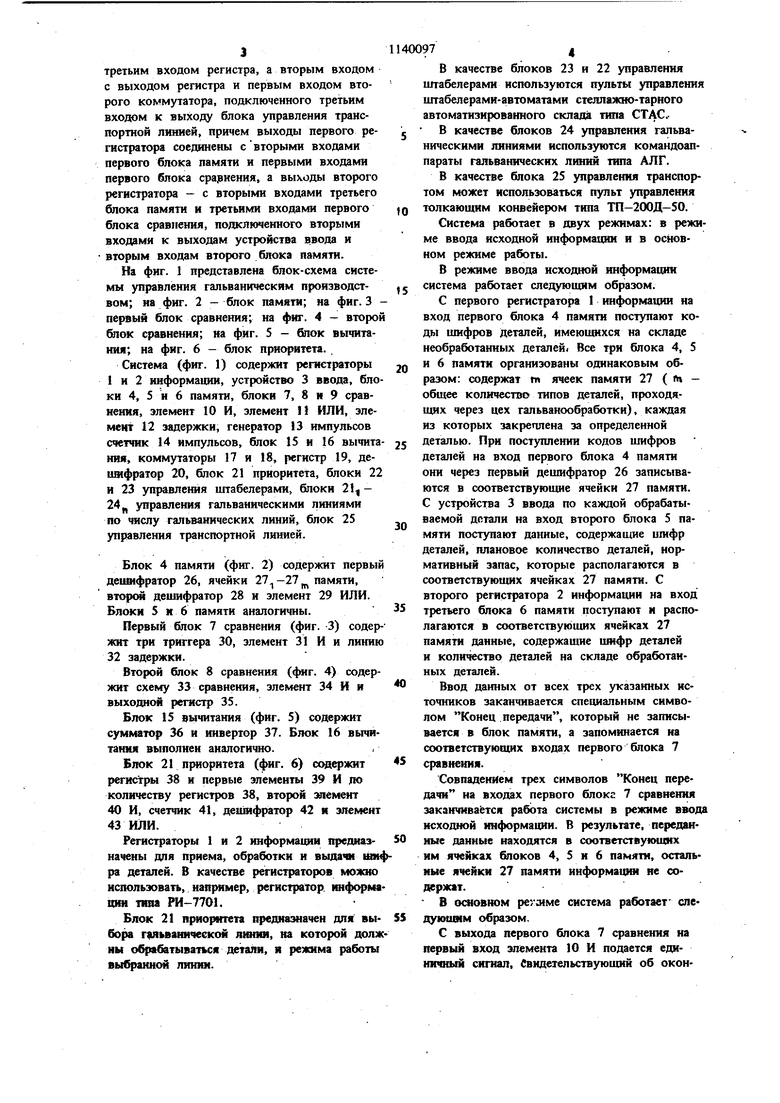
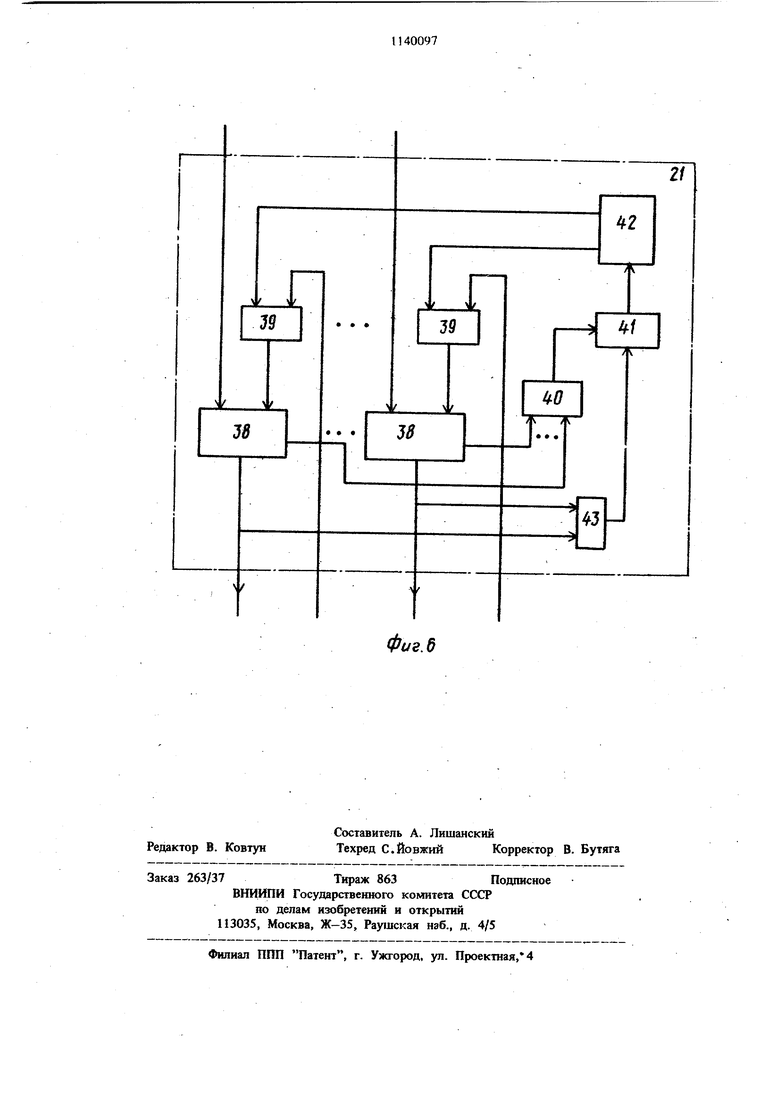
Изобретение относится к автоматнке к вычислительной технике, в частности, к системам управления несколькими устройствами с циф(ювым управлением от центрального вьпшслительного устройства, и может быт использовано для управления гальваническим производством, оснащенным программно управляемыми гальваническими линиями, складами деталей и транспортной линией. Известна система управления гальваническим производством, содержащая блок управления автооператорами гальванических линий, склад деталей и транспортную линию со своими блоками управления, управляющий вычислительный комплекс, соединенный с датчи ками и приводами технологического оборудования 1 .. Известная система зшравляет обработкой деталей на гальванических линиях, их транспортированием и хранением, однако не позволяет устанавливать режимы обработки в за висимости от запасов обработанных деталей на складе, величина которых характеризует состояние гальванического производства. Наиболее близким к предлагаемому является устройство для многоканального управления гальваническим производством, содержащее датчики технологических параметров, исполнительные механизмы, коммутаторы, вычислительный блок, блок регулирования и по числу каналов датчик перемещения исполнительный механизм перемещения, формирователь команд, нормализатор, стробирую щий блок, счетчик импульсов и формирователь сигнала опроса {2}. Устройство управляет обработкой деталей, их транспортированием и хранением с одновременной синхронизацией работы гаяьвашгческих линий, штабелеров склада и транспортной линии. Однако устройство не позволяет экономно расходовать ресурсы с учетом текущего состояния гальванического производства, так как режимь. работы гальванических линий устанавливаются предварительно и не изменя ются в процессе работы устройства. Состояние гальванического производства оценивается как неудовлетворительное, если запасы обработанных деталей меньще нормы, поскол ку не гарантируется бесперебойное обеспечение обработанными деталями потребителей. В зтом случае необходимо обрабатывать детали с недостаточными запасами в режиме максимальной производительности гальванических линий, что позволяет быстрее пополнить запасы. Если же запасы обработанных деталей достигли или превысили норму, то состояние гальванического производства оцен вается как удовлетворительрюе, так как бес перебойное обеспечение обработанными деталями потребителей гарантировано. В зтом случае целесообразно обрабатывать детали с учетом критерия минимизации затрат ресурсов. Однако известное устройство не изменяет режимы обработки деталей в зависимости от состояния гальванического производства. Цель изобретения - расширение функциональшлх возможностей системы. Указанная цель достигается тем, что в систему управления гальваническим производством, содержацую счетчик импульсов, устройство ввода, первый блок вычитания, второй блок вычитания, подключенный выходом к первому входу первого коммутатора, второй коммутатор, соединенный выходом с вторым входом первого регистратора информации и с входами депшфратора, связанного выходами с первыми входами, блока приоритета, подключенного выходами к входам соответствующих блоков управления гальваническими линиями и к первым входам блоки управления транспортной линией, а вторыми входами - к первым выходам соответствующих блоков управления гальваническими линиями, связанных вторыми выходами с вторыми входами блока управления транспортной линией, подключенного выходом к первому входу второго коммутатора, третьим и четвертым входами - соответственно к вторым выходам первого и второго блоков управления щтабелерами, подключенных входом и первым выходом соответственно к первому выходу и к первому ; входу первого и второго регистраторов информации, введены три блока памяти, три блока сравнения, регистр, генератор импульсов, злемент ИЛИ, злемент И и злемент задержки, подключенный выходом к второму входу второго коммутатора, а входом - к первому выходу счетчика импульсов, и первому входу генератора импульсов, связанного вторым входом с выходом злемента И, первым входом регистра и первым входом счетчика импульсов, а выходом - с вторым входом счетчика импульсов, соединенного вторым выходом с первыми входами всех блоков памяти, подключенных выходами соответственно к первому входу второго блока сравнения, к первым входам второго блока вычнтання и первого блока вычитания, связанного выходом с третьим входом второго блока сравнения, соединенного выходом с вторым входом первого коммутатора, подключенного третьими входами к соответствующим входам злемента ИЛИ и вторым входам блока приоритета, а выходом - к второму входу регистра и первому входу треть его блока сравнения, связанного выходом с третьим входом регистра, а вторым входом с выходом регистра и первым входом второго коммутатора, подключеиного третьим входом к выходу блока управлеиия транспортиой линией, причем выходы первого регистратора соединены свторыми входами первого блока памяти и первыми входами первого блока сраэнения, а выходы второго регистратора - с вторыми входами третьего блока памяти и третьими входами первого блока сравнения, подключенного вторыми входами к выходам устройства ввода и вторым входам второго блока памяти. На фиг. 1 представлена блок-схема системы управления гальваническим производством; на фиг. 2 - блок памяти; на фиг. 3 первый блок сравнения; на фш. 4 - второ блок сравнения; на фиг. 5 - блок вычитания; иа фиг. 6 - блок приоритета. Система (фиг. 1) содержит регистраторы 1 и 2 информации, устройство 3 ввода, бло ки 4, 5 и 6 памяти, блоки 7, 8 к 9 сравнения, элемент 10 И, элемент i t ИЛИ, элемент 12 задержки, генератор 13 импульсов счетчик 14 импульсов, блок 15 и 16 вычита ния, коммутаторы 17 и 18, регистр 19, деигафратор 20, блок 21 приоритета, блоки 22 и 23 управления штабелерами, блоки 21, 24 „ управления гальваническнми линиями по числу гальваинческнх лнний, блок 25 управления транспортной линией. Блок 4 памяти (фиг. 2) содержит первы деигафратор 26, ячейки памяти, второй дешифратор 28 и элемент 29 ИЛИ. Блоки 5x6 памяти аналогнчны. Первый блок 7 сравнения (фиг. 3) содер жит три триггера 30, элемент 31 И и линию 32 задержки. Второй блок 8 сравнения (фиг. 4) содер жит схему 33 сравнения, элемент 34 И и выходной репсстр 35. Блок 15 вычитания (фиг. 5) содержит сумматор 36 и инвертор 37. Блок 16 вычитания выполнен аналогично. Блок 21 приоритета (фиг. 6) содержит регистры 38 и первые элементы 39 И по количеству регистров 38, второй элемент 40 И, счетчик 41, деигафратор 42 к элемент 43 ИЛИ. Регистраторы 1 и 2 информации предназначены для приема, обработки и выдачи ип ра деталей. В качестве регистраторов можно использовать, например, регистратор, информа ции тияа РИ-7701. Блок 21 приоритета предназначен для выбора гальванической люяга, на которой долж иы Ы рабатыватъся детали, и режима работы вьН анной линии. 974 В качестве блоков 23 и 22 управления иггабелерами используются пульты управлення штабелерамн-автоматамн стеллажно-тарного автоматизированного склада типа СТАС. В качестве блоков 24 управлення гальваническнми линиями используются командоаппараты гальванических линий типа АЛГ. В качестве блока 25 управления транспортом может использоваться пульт управления толкающим конвейером типа ТП-200Д-50. Система работает в двух режимах: в режиме ввода исходной информации и в основном режиме работы. В режнме ввода исходной информации система работает следующим образом. С первого регистратора 1 информации на вход первого блока 4 памяти поступают коды щнфров деталей, имеющихся на складе необработанных деталей. Все трн блока 4, 5 и 6 памяти организованы оданаковым образом: содержат m ячеек памяти 27 ( ft общее количество типов деталей, проходящих через цех гальванообработки), каждая из которых закреплена за определенной деталью. Прн поступлении кодов шифров деталей на вход первого блока 4 памяти они через первый дешифратор 26 записываются в соответствующие ячейки 27 памяти. С устройства 3 ввода по каждой обрабатываемой детали на вход второго блока 5 памяти поступают данные, содержащие ишфр деталей, плановое количество деталей, нормативный запас, которые располагаются в соответствующих ячейках 27 памяти. С второго регистратора 2 информации на вход третьего блока 6 памяти поступают и располагаются в соответствующих ячейках 27 памяти данные, содержащне пшфр деталей и количество деталей на складе обработанных деталей. Ввод данных от всех трех указанных источников заканчивается специальным символом Конец передачи, который не записывается в блок памяти, а запоминается на соответствующих входах первого блока 7 сравнения. Совпадением трех символов Конец передачи на входах первого блоке 7 сравнения заканчивается работа системы в режиме ввода исходной информации. В результате, переданные данные находятся в соответствующих им ячейках блоков 4, 5 и 6 памяти, остальные ячейки 27 памяти ннформашш не содержат. В СИЯ10ВНОМ рехлме система работает еле дуюошм образом. С выхода первого блока 7 сравнения на первый вход элемента 10 И подается единичный сигнал, Свндехельствующий об окончанни ввода информации в блок 4, 5 и 6 памяти. Этот сигнал заг ускает генератор 13 импульсов и срабатывает счетчик 14 только в том случае, если свобоцна (не загружена деталями) хотя ба одна гальваническая линия, что обеспечивается подачей информации Q, состоянии гальванической линии с первых выходов блоков 24.- 24 управления гальваническими линиями через элемент 11 ИЛИ на второй вход элемента 10 И. Если имеется хотя бы одна свободная гальваническая линия, то импульсы с выхода генератора 13 и)ипульсов поступают на вход счетчика 14, коды с второго выхода которого (от 1 до т), поступая на входы дешифратороа 28, инициируют такты считывания данных из блоков 4, 5 и 6 памяти. На первом выходе счетчика 14 импульс появляется только в том случае, когда на втором выходе будет код m , что обеспечивает окончание цикла пересчета (все детали просмотрены) за счет подачи этого импульса на второй вход генератора 13 имнульсов и срыва его работы, и стробирование далы1ейшей работы системы за счет подачи этого импульса на вход коммутатора 18 через элемент 12 задержки. Появление очередного кода с второго выхода счетчика 14 на вторых входах блоков 4, 5 и 6 памяти приводит к чтению очередных ячеек 27 памяти, соответствующих зтому коду. Прочитанные данные параллельным кодом поступают соответственно с выхода первого блока 4 памяти на первый вход второго блока 8 сравнения, с выхода второго блока 5 памяти шифр детали -.- на второй вход второго блока 8 сравнения, плановое количество деталей - на первый вход первого блока 15 вычитания, норматив ный уровень запасов - на первый вход вто рого блока 16 вычитания, и с выхода треть го блока 6 памяти на вторые входы блоко 15 и 16 вычитания. Первый блок 15 вычитания запускается при поступлении на его входы кодов, соответствующих плановому количеству деталей (П) и количеству деталей на складе обработанных деталей (3) и выполняет следующую операцию: г dj - отклонение запасов обработанных деталей от планового уровня. Дополнительно блок 15 вычитания опреде от знак отклонения. При. О на выхо де блока .формируется логическая единица (положительный поетнциал), а при d), i логический нуль (нулевой потенциал). Таки образом, на выход блока 15 вычитания выдаётся отклонение запасов обработанных деталей от планового уровня и знак отклонения в виде параллельного двоичного кода. На вход блока 8 сравнения поступает код знака отклонения. При совпадении кода шифров деталей на схеме 33 сравнения на выходе этой схемы появляется логическая единица, которая поступает на вход элемента 34 И. Если ™ элемент 34 И выдает сигнал считывания кода шифра деталей с выходного регистра 35, если л О, то с выходного регистра 35 информация не считывается. Таким образом, с выхода блока 8 сравнения на второй вход первого коммутатора 17 поступают коды шифров только тех деталей, по которым имеется задел на складе необработанных деталей, плановое задание, а также плановое количество дателей еще не обеспечено запасом на складе обработанных деталей. Второй блок 16 вычитания запускается при поступлении на его входы кодов, соответствующих нормативному запасу деталей ( Hi- ) и количеству деталей на складе обработанных деталей (3 j ) и выполняет следующую операцию: . где 1 1-т й - отклонение запасов обработанных деталей от нормативного уровня. Рассчитанное отклонение запасов обработанных деталей от нормативного уровня совместно со знаком отклонения поступает па-, раллельным кодом на вход первого комму- татора 17, на другие входы которого подаются сигналы о состоянии (свободен или нанят) гальванических линий. Первый коммутатор 17 выполняет следующую логическую операцию: если на одном входе имеется щифр детали, причем состояние гальванических линий таково, что детали этого щифра могут быть запущены хотя бы на одну гальваническую линию, то на выходе первого коммутатора 17 формируются коды итфра детали, отклонение запасов готовых деталей от планового уровня и знак отклонения, которые поступают на регистры 19, предварительно сброшенный сигналом запуска генератора 13 импульсов и записываются в нем только в том случае, когда текущее значение отклонения запасов обработанных деталей от нормативного уровня, поступающее на вход третьего блока 9 сравнения, меньше предыдущего, поступающего с выхода регистра 19 на второй вход гретьего блока 9 сравнения, о чем свидетельствует
сиг-нал с выхода третьего блока 9 сравнения, поступающий на третий вход регистра 19. Цикличность работы системы реализуется за счет первоначальной установки регистра 19 сигналом с выхода элемента 10 И в состояние, соответствующее максимальному числу в разрядной сетке регистра 19. После обработки последних ячеек блоков ч, 5 и 6 памяти с выхода регистра 19 на вход второго коммутатора 18 поступают параллельным кодом )лифр детали и знак отклонения от нормативного уровня запасов обработанных деталей, соответствующие той детали, по которой это отклонение минимально.
Данная информация (шифр детали и знак отклонения) проходит на выход второго коммутатора 18 только тогда, когда на вход второго коммутатора 18 приходит импульс с выхода элемента 12 задержки, свидетельствующий об окончании цикла просмотра ячеек блоков 4, 5 и 6 V памяти.а на дрртой вход второго коммутатора 18 приходит импульс с выхода блока 25 управления транспортной линией, свидетельствующий об освобождении транспортной линии. Данные с выхода второго коммутатора 18 поступают на вход дешифратора 20. Одновременно итфр деталей. выдается на вход перв то регистратора 1 информации, который организует через первый блок 22 управления щтабелером цикл выдачи деталей требуемого щифра на транспортную линию, и после окончания цикла корректирует информацию о состоянии склада необработанных деталей. Шифр детали и знака отклонения от нормативного уровня запаса, поступая на вход дещифратора 20 инициирует его работу, состоящую в определении номеров гальванических линий, на коjopbi может быть обработана выбранная деталь. Позиционные коды номеров гальванических линий, сопровождаемые знаком отклонения от нормативного уровня запаса, параллельно поступают через входы блока 21 приоритета на регистры 38, а через другие входы на элементы 39 И поступают сигналы о состоянии (свободен или занят) гальванических линий. После того, как информация будет записана в реги.страх 38, элемент 40 И выдает импульс на счетчик 41, код с которого поступает на дещифратор 42. Импульсы с выхода дещифратора 42 поочередно поступают через элементы 39 И на регистры 38 Таким образом, на выходе блока 21 приоритта появляется код гальванической лмн1|и с наименьшим порядковым номером. ЭтЬт код через элемент 43 ИЛИ обнуляет счетчик 41. Код гальванической линии совместно с кодом признака режима режима поступает на соответствующий блок 24 управления гальванической линией. При отрицательном отклонении от нормативного запаса (нормативный запас не создан) устанавливается режим максимальной производительности гальванической линии, что приводит к работе соответствующего блока -24 J управления по форсированной программе, при положительном отклонении (нормативный запас создан) устанавливается режим максимально экономичной работы гальванической линии, что приводит к работе соответствующего блока 24; управления по программе, обеспечивающей экономию материальных и энергетических ресурсов. Одновременно с выдачей кода признака режима в блок 24 управления гальванической линией на соответствующий i-и первый вход блока 25 управления тpaнcпoptнoй линией поступает сигнал, инициирующий цикл работы транспортной линии по доставке на выбранную и гальваническую линию необработанных деталей t соответствующего склада. Цикл работы транспортной линии по отправке обработанных деталей на соответствующий склад организуется по инициативному сигналу с одного из блоков 24 J-24 управления гальваническими линиями, поступающему на соответствующий второй вход блока 25 управления транспортной линией, при наличии сигнала с выхода второго блока 2 управления штабелером, сигнализирующим о ютовности к приему обработанных деталей. Получение готовых деталей на исходной позиции щтабелера склада обработанных деталей запускает цикл работы второго блока 23 управления щтабелером, который заканчивается размещением обработанных деталей в ячейке склада, заданной из второго регистратора 2 информации В конце цикла работы блок 23 управления вторым щтабелером выдает во второй регистратор 2 информации сигнал Конец цикла, приводящий к корректировке информации о состоянии склада обработанных деталей, а также содержимого третьего блока 6 памяти.,
Дальнейщая работа системы осуществляется циклически (после освобождения транспортной линии), причем очередной цикл (заканчивающийся рагрузкой очередной гальванической линии) может быть инициирован получением (отправка) деталей на складе иеобработанных деталей, получением (отправкой) деталей на складе обработанных деталей, вводом (корректировка) информации о плане и нормати-ных запасах с устройства 3 ввода.
Необходимым условием выполнения очередного цикла работы системы является наличие сигналов об освобождении траиспорт9ной линии и хотя бы одной гальванической линии. Таким образом, расширение функциональных воэможиостей системы по сравнению с прототипом обеспечивается тем, что при достижении нормативного уровня запасов обработаииых деталей система переводит гальванические линии в режим работы с сокращенными затратами материальных и энергети 1еских ресурсов, -что повышает экономичность гальванического производства. К|юме того, обеспечивается оперативный перевод гальванических линий в режим работы 7 с повышенной производительностью. Это позволяет своевременно пополнять запасы обработанных деталей, за счет чего улучшается обеспечение потребителей продукции гальванопроизводства. Предпагаемая система наиболее эффективна в гальваническом произ oдcтвe, управляемом ЭВМ. В этом случае водстве, управляемом ЭВМ. В этом случае блоки управления штабелерами, блоки „ управравленйя транспортной линией будут использованы как локальные подсистемь, подчиненные ЭВМ и работающие по заданной от ЭВМ программе.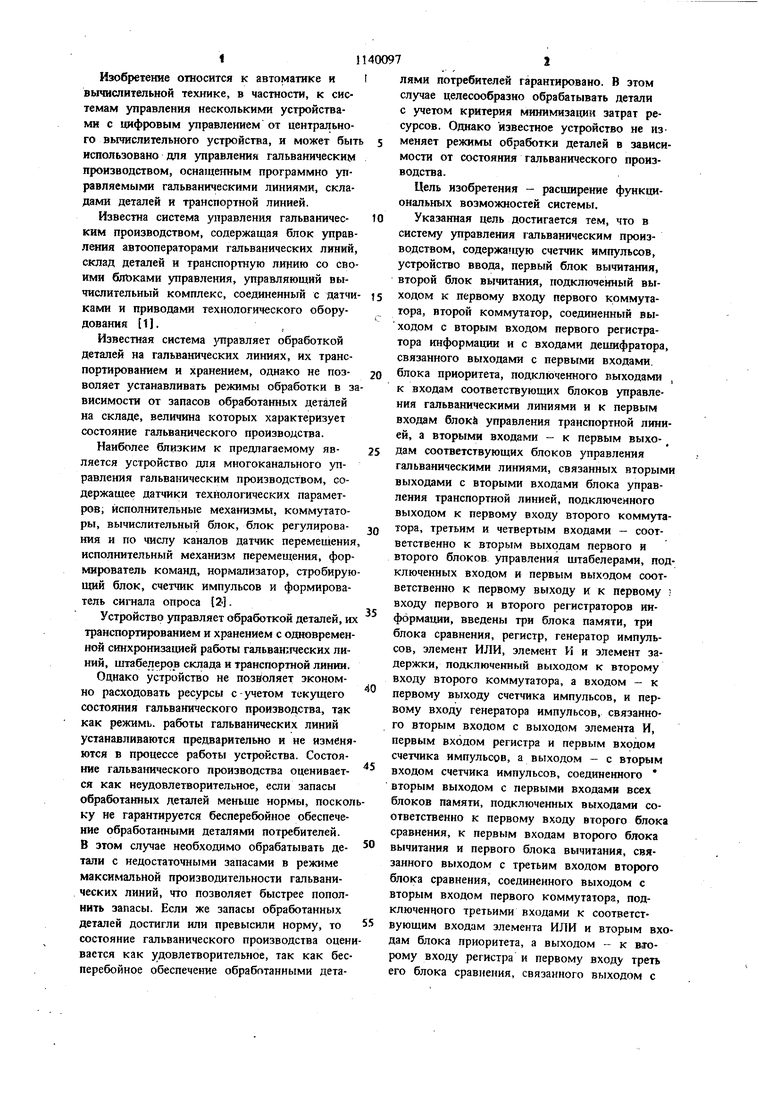


| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления гальваническим производством | 1986 |
|
SU1425604A1 |
| Устройство для управления автооператорами гальванических линий | 1979 |
|
SU877474A1 |
| Устройство для управления авто-ОпЕРАТОРАМи гАльВАНичЕСКиХ лиНий | 1978 |
|
SU807221A1 |
| Устройство для автоматического адресования транспортных средств | 1986 |
|
SU1383401A1 |
| Устройство для передачи асинхронных сигналов | 1982 |
|
SU1075288A2 |
| Система управления гибким производственным комплексом | 1987 |
|
SU1513417A1 |
| Устройство для контроля работы производственного оборудования | 1985 |
|
SU1282176A1 |
| Система контроля параметров | 1984 |
|
SU1190364A1 |
| Программно-временное устройство | 1982 |
|
SU1067471A1 |
| Устройство для многоканального контроля | 1983 |
|
SU1119054A1 |

СИСТЕМА УПРАВЛЕНИЯ ГАЛЬВА-НИЧЕСКИМ ПРОИЗВОДСТВОМ, содержащая счетчик импульсов, устройство ввода, первый, блок вычитания, второй блок вычитания, подключенный выходом к первому входу первого коммутатора, второй коммутатор, соедииениый выходом с вторым входом первого регистратора информации и с входами дешифратора, связанного выходами с первыми входами блока приоритета, подключенного выходами к входам соответствующих блоков управления гальваническими линиями и к первым входам блока управления транспортной линией, а вторыми входами - к первым выходам соответствующих блоков управления гальваническими линиями, связанных вторыми выходами с вторыми входами блока управления транспортной линией, подключенного выходом к первому входу вто|юго коммутатора, третьим и четвертым входами - соответственно к вторым выходам первого и второго блоков управления штабелерами, подключенных входом и первым выходом соответственно к первому выходу и к S.KySSb l - J iiEui первому входу первого и регистраторов информации, отличаю 1иаяс я тем, что, с целью расширения ф 1{К1Хиональных возможностей системы, в нее введены три блока памяти, три блока сравнения, регистр, генератор импульсов, элемент ИЛИ, элемент И и элемент задержки, подключенный выходом к второму входу второго коммутатора, а входом - к первому выходу счетчика импульсов и первому входу гене ратора импульсов, связанного вторым входом с вь1ходом элсме1 та И. первым входом регистра и первым входом счетчика импульсов, а выходом - с вторым входом счетчика импульсов, соединенного вторым выходом с С @ первыми входами всех блоков намята, поду ключенных выходами соответственно к первому входу второго 6jfOKa сравнения, к первым входам второго блока вычитания и первого блока вычитания, связанного выходом с третьим входом второго блока cpat нения, соединенного выходом с вторь м дом первого коммутатора, подключенного третьими входами к соответствующим входам элемента ИЛИ и вторым входам блока преоритета, а выходрм - к второму входу регистра и первому входу третьего блока сравнения, связанного выходом ,с третьим входом регистра, а вторым входом - с выходом регистра и первым входом второго коммутатора, подключенного третьим входом к выходу блока управления транспортной линией, причем выходы первого регистратора соединены с вторьгми входами первого блока памяти и первыми входами первого блока сравнения, а выходы второго регистратора - vC вторыми входами третьего блока памяти и третьими входаК1и блока сравнения, подключенно1о вторыми входами к выходам устройства ввода и вторь)м входам второго блока памяти.
I
f f
30
J/
Фиг.д
f; f
32
Jfi
ФигЛ
57
фиг. 5
38
1 f
М
V
0
/ м
3S
Физ.д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гусовский С | |||
| В., Никитин А | |||
| И,, Кононенко В | |||
| П | |||
| и др | |||
| Система Гавальинк для автоматизации гальванического производства | |||
| Сбориик ВОТ, серия XVII, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N« 847811, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
