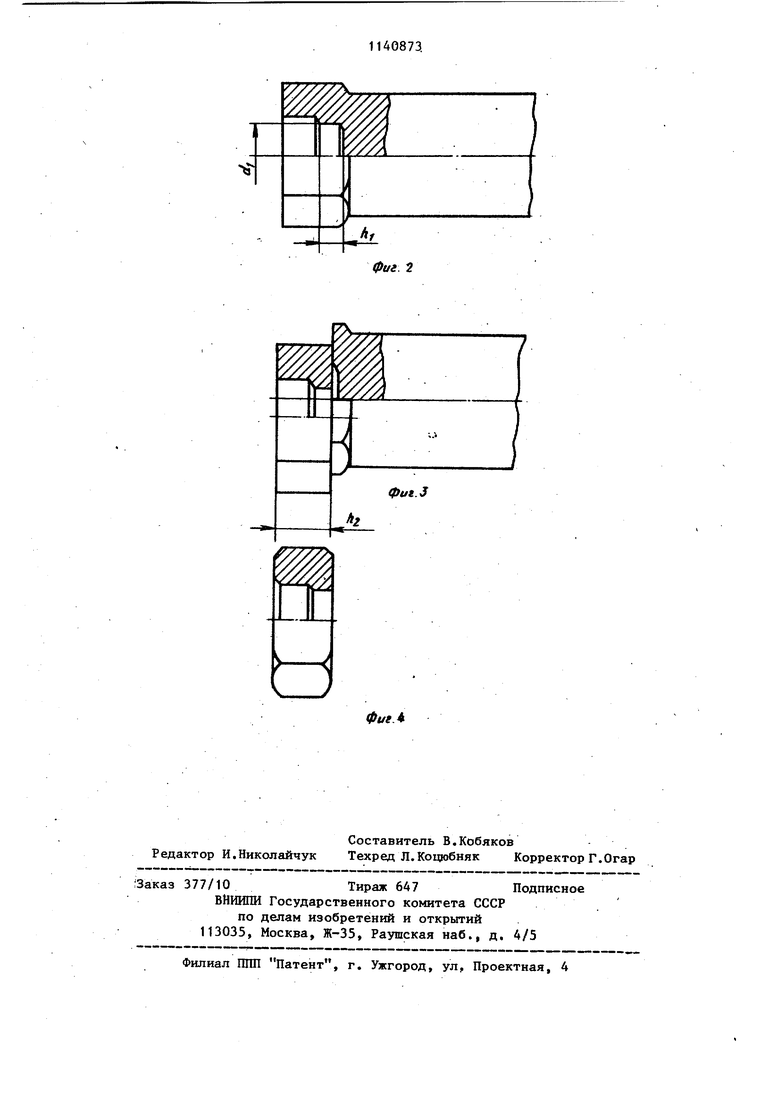
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении накид ных гаек для соединения трубопроводов. Известен способ получения накидных гаек для трубопроводов, включаю щий отрезку мерной заготовки и формообразование отверстий и наружного многогранного профиля С . Недостатками известного способа являются повьшенные расход металла и себестоимость изделий. Целью изобретения является эконо мия и снижение себестоимости издеПоставленная цель достигается тем, что при способе получения накидных гаек для трубопроводов, включающем отрезку мерной заготовки, формообразование отверстий и наружного многогранного профиля, сначала производят формообразование отверстий путем закрытой прошивки прутка в матрице многогранного сечения, прошивая сначала отверстие под резьбу, а затем глухое отверсти меньшего диаметра, после чего осуществляют отрезку мерной заготовки на длину, меньшую сзт марной глубины прошитых отверстий, но большую, чем глубина отверстия под резьбу на тол щину донной части гайки, и затем производят калибровку. При этом калибровку осуществляют путем редуцирования многогранника на оправке в матрице многогранного .сечения и осадки с образованием наружной фаски на торце. Последовательная прошивка в прут ке отверстий большего, а впоследств и малого диаметров при дальнейшей отрезке от прутка мерной заготовки, высота которой меньше суммарной глубины прошитых полостей, позволяет устранить отход, возникающий в известных способах при пробивке вьщры для образования отверстия малого диаметра. Вследствие того, что при прошивке отрезаемая часть прутка находитс непосредственно в ноже, в зоне реза возникают сжимающие напряжения, спо собствующие образованию ровной торцевой поверхности при отрезке. На фиг.1 изображен пруток после прошивки отверстия большего диаметр на фиг.2 - прошивка отверстия меньш го диаметра в торце глухого отверстия; на фиг.З - момент отрезки мерной заготовкиJ на фиг.4 - накидная гайка для трубопровода после калибровки. Способ осуществляется следующим образом. В прутке 1 прошивают отверстие большего диаметра cJ, равного диаметру отверстия под резьбу, и глубиной Ь . На следующей позиции в Topfie глухой полости, образовавшейся на первом переходе, производят прошивку отверстия малого диаметра с , определяемого соответствующим стандартом (ГОСТ 9122-67), и глубиной Ь. Поскольку прошивку отверстий осуществляют в матрице многогранного сечения, то поверхность прутка также принимает многогранное сечение. Затем производят отрезку мерной заготовки высотой h2, которая меньше суммарной глубины прошитых полостей -hj Ь + Ь . Отрезанную заготовку многогранного сечения с целью устранения возможньк при отрезке искажений формы подвергают калибровке путем редуцирования через матрицу многогранного сечения с последующей осадкой торцевой части, на которой вьшолнено отверстие малого диаметра. В результате калибровки формируют окончательный размер многогранника ПОД ключ и образуют наружную фаску. Пример. Способ реализуют при изготовлении накидной гайки М16 по ГОСТ 9122-67. В отожженном и фосфатированном прутке 0 20,5 Mivi первоначально производят прошивку глухой полости 0 14,9 мм, глубиной 18 мм. На следующей позиции в торце глухой полости осуществляют прошивку отверстия малого диаметра 0 10 мм и глубиной 7 мм. Затем отрезают мерную заготовку высотой 23 мм. На последнем переходе производят калибровку, формируя окончательный размер многогранника под ключ с образованием наружной фаски 2ДГ45°. Изобретение позволяет сэкономить на каждой гайке до 8% металла за счет устранения отхода при образовании на торце гайки отверстия малого диаметра и снизить себестоимость накидных гаек вследствие снижение норMbj расхода металла.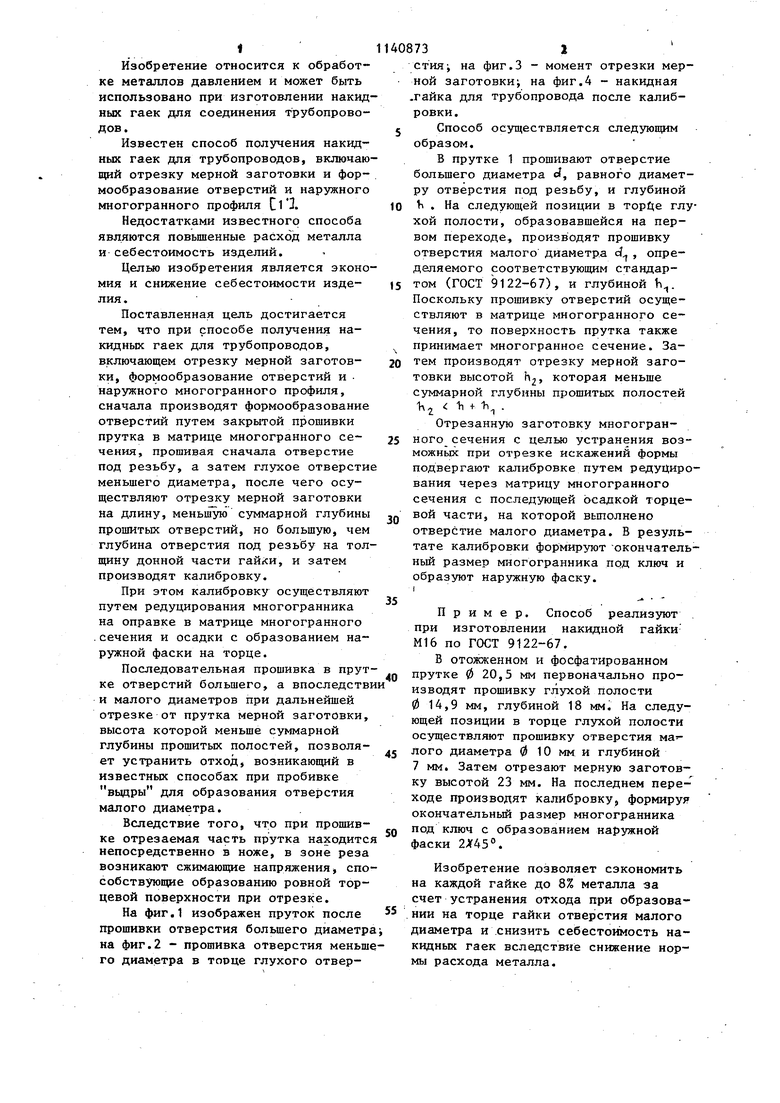
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления многогранных гаек | 1981 |
|
SU979003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| Способ изготовления многогранных гаек | 1981 |
|
SU1030088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ГИБКИ ГАЕЧНОГО КЛЮЧА | 2011 |
|
RU2460602C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
1. СПОСОБ ПОЛУЧЕНИЯ НАКИДНЫХ ГАЕК ДЛЯ ТРУБОПРОВОДОВ, включающий отрезку мерной заготовки, формообразование отверстий и наружного многогранного профиля, о т ли ч а ю щ и и с я тем, что, с целью экономии металла и снижения себестоимости изделий, сначала производят формообразование отверстий путем закрытой прошивки прутка в матрице многогранного сечения, прошивая сначала отверстие под резьбу, а затем глухое отверстие меньшего диаметра, после чего осуществляют отрезку мерной заготовки на длину, меньшую суммарной глубины прошитых отверстий, но большую, чем глубина отверстия под резьбу на толщину донной части гайки, и затем производят калибровку. 2. Способ ПОП.1, отличающийся тем, что калибровку осуg ществляют путем редуцирования многогранника на оправке в матрице мно(Л гогранного сечения и осадки с образованием наружной фаски на торце. оо j оо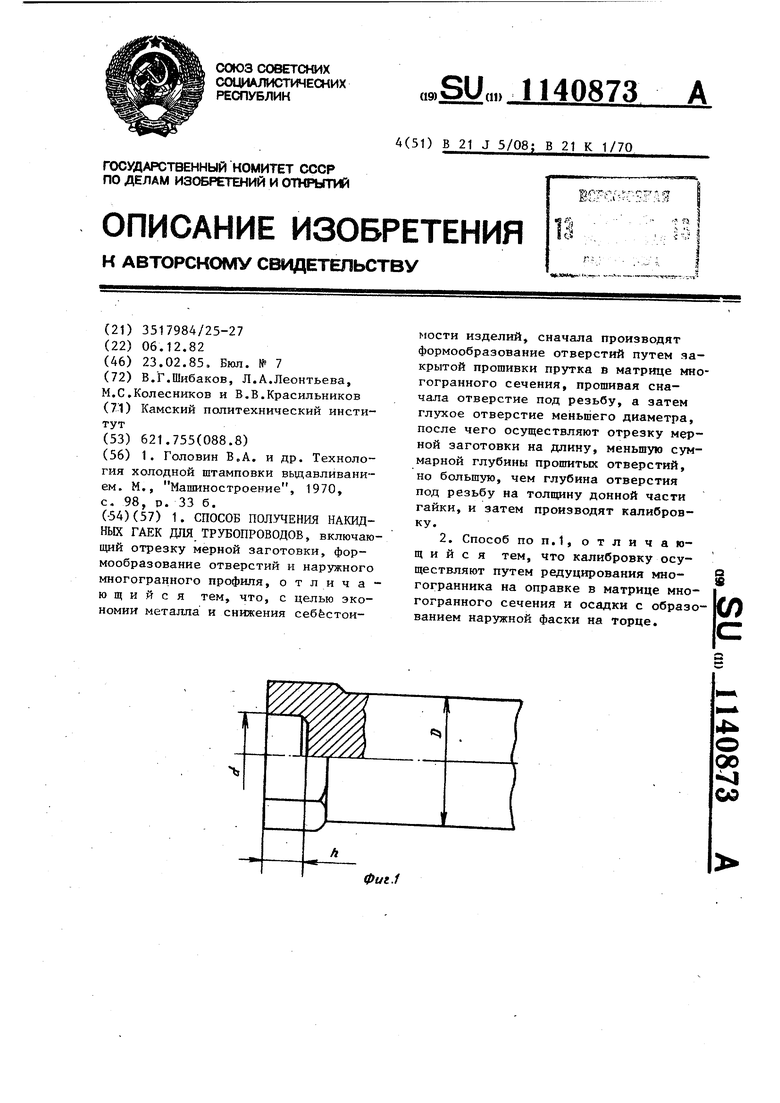
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Головин В.А | |||
| и др | |||
| Технология холодной штамповки выдавливанием | |||
| М., Машиностроение, 1970, с, 98, р | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
